
Fターム[4F202CK17]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 成形空間の容量変更のための (767)
Fターム[4F202CK17]の下位に属するFターム
Fターム[4F202CK17]に分類される特許
21 - 40 / 169
熱可塑性樹脂成形体の製造方法
【課題】ウエルド部の強度低下が少ない成形体を得ることができ、かつ、成形時の成形圧力を低くすることが可能な熱可塑性樹脂成形体の製造方法を提供する。
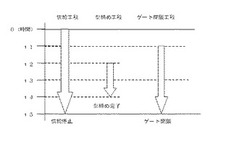
【解決手段】キャビティを形成する第一の型及び第二の型を有し、この第一の型又は第二の型に、開閉機構を有するゲートが、複数個設けられている成形用金型を用いる熱可塑性樹脂成形体の製造方法であって、前記成形用金型を開放状態とし、複数のゲートを開放して前記キャビティ内へ溶融状の熱可塑性樹脂を供給する供給工程と、前記溶融状の熱可塑性樹脂を供給しながら前記成形用金型の型締めを行う型締め工程と、前記供給工程において、開放されている前記複数のゲートを、それぞれ異なるタイミングで閉じ、最後に閉じるゲートの閉鎖を、前記型締め工程完了後に行うゲート閉鎖工程とを有する熱可塑性樹脂成形体の製造方法。
(もっと読む)
合成樹脂製保持器及びその製造方法、並びに転がり軸受

【課題】従来よりもウエルド部の強度を高めた合成樹脂製保持器、並びに耐久性に優れる転がり軸受を提供する。
【解決手段】キャビティのウエルド位置に一致する位置の内径側に設けられた開口に通じる第1の樹脂溜りと、前記第1の樹脂溜まりに近接して該キャビティに設けられた開口に通じる第2の樹脂溜りとを備える保持器成形用金型を用いて保持器成形用樹脂組成物を射出成形する。また、前記合成樹脂製保持器を備える転がり軸受を提供する。
(もっと読む)
樹脂成形方法、金型装置および樹脂成形品
【課題】樹脂の分流や流動の妨げの要因となるような金型の凸形状部などがキャビティ内に存在した場合でも、意匠面にウエルドや樹脂の流動模様である配向ラインのない高品位の外観を得ることができる樹脂成形方法、金型装置および樹脂成形品を提供する。
【解決手段】金型2のキャビティ9内に出退自在の流動堰5を配設し、この流動堰5により樹脂の充填経路を制御し、意匠面以外の凹凸形状などが設けられている領域のみにウエルドや樹脂の流動模様である配向ラインを発生させ、それら以外にはウエルドや樹脂の流動模様である配向ラインを発生させないとともに、ウエルドや樹脂の流動模様である配向ラインの発生するエリアには意匠面を有する別部品を取り付ける。これにより、所望のメタリック調外観を得る。
(もっと読む)
射出成型装置および樹脂の成形体の製造方法
【課題】キャビティの形状によっては、樹脂が既に充填されている部分にもさらに樹脂が注入されるため樹脂がキャビティ内から溢れてしまい、樹脂の使用効率が悪いという課題を解決して、かつ樹脂を成形する射出成型装置および樹脂の成形体の製造方法を提供するものである。
【解決手段】第一の型と第二の型によって形成されるキャビティを有する型を用いて樹脂を成形する射出成型装置において、減圧された空間の容積である減圧容量を独立に制御可能で、前記キャビティに接続可能なキャビティ接続端部を有する複数のアウトゲートを持つことを特徴とする射出成型装置である。減圧された空間の容積である減圧容量を独立に制御することにより、キャビティの形状が複雑な成形体を形成する場合であっても、キャビティ内の樹脂の充填されていないそれぞれの領域が、適切な減圧容量で減圧される。そのため、キャビティ内から溢れる樹脂の量が少なく、樹脂の使用効率が悪いという課題が解決できるようにした。
(もっと読む)
インプリント方法
【課題】凹凸パターンの凸部に囲まれた部位を好適に転写することの出来るインプリント方法を提供することを目的とする。
【解決手段】本発明のインプリント方法によれば、インプリントモールドを被転写材に接触させたのちにモールドの凹凸パターンを形成するため、予め凹凸パターンが形成されたモールドを被転写材に接触させる場合と比較してモールドと被転写材との間に空気を挟んで転写不良となる頻度を下げることができ、凹凸パターンの凸部に囲まれた部位を好適に転写することが出来る。
(もっと読む)
機能性容器成形方法、成形用金型およびこれらを用いて製造した機能性容器
【課題】 接着剤を用いることなく、低コストでスループットが高い機能性容器を製造することができる機能性容器製造方法、成形用金型およびこれらを用いて製造した機能性容器を提供すること。
【解決手段】 所定の機能面21を有する底面部材2に筐体部3を成形するための機能性容器成形方法であって、機能面21と成形用金型5との間に機能面21の機能が損失するのを防止する保護領域9を形成し、成形用金型5と底面部材2との間に形成されたキャビティ8内に溶融樹脂を充填して成形を行う。
(もっと読む)
発泡樹脂製品の製造方法および発泡樹脂製品の成形機
【課題】
発泡性原料からなる表面硬化層を生成できる発泡樹脂製品の製造方法および成形機を提供する。
【解決手段】
発泡樹脂製品の製造方法は、複数の金型のうちの加熱用金型の表面を発泡性原料の融点以上に加熱するステップと、複数の金型を閉じることによって形成された成形空間に発泡性原料を供給するステップと、加熱用金型が有する面のうちで金型の閉鎖方向に対して垂直ではない面に対向する金型の少なくとも一部である移動金型を加熱用金型に近づける方向に移動することにより、加熱用金型の表面において発泡性原料を溶融して溶融硬化層を生成するステップと、移動金型を加熱用金型から遠ざける方向に移動するステップと、成形空間に予備発泡された発泡性原料を供給するステップと、成形空間に、発泡性原料を溶着させるために蒸気を供給するステップとを備える。
(もっと読む)
樹脂成形カバー及びこれを用いてなる自動車用樹脂成形アンダーカバー
【課題】吸音材を用いることなく、防音性能に優れた軽量な樹脂成形カバー及びこれを用いてなる自動車用樹脂成形アンダーカバーを提供する。
【解決手段】エンジン10から発生し、樹脂成形カバー1に向かって放射される騒音は内壁面2の多数の突起部3の空洞層3bによって吸音される。また、騒音は表面3aに当たって乱反射するので、それぞれの反射音が干渉して打ち消し合い効果的に騒音が低減される。さらにエンジン10からの騒音は複数隣接する円柱状若しくは三角柱状等の突起部3間の対向表面間において多重反射若しくは反復反射することによって、減衰される。
(もっと読む)
パレット、パレット成形金型及びパレット成形方法
【課題】搬送作業を効率良く行うことが可能であると共に強度的にも優れたパレット及び、そのようなパレットを製造するためのパレット成形金型及びパレット成形方法を提供する。
【解決手段】本発明のパレット10は、デッキ盤11の下面に角筒状の桁部15を3行3列に配置して備えると共に、隣り合った桁部15,15の下端部同士の間に差し渡された架橋部17により田の字形状に形成された底盤16を備えている。それら各桁部15の四隅の角部には、縦長面取面15Sが形成されている。そして、各架橋部17の幅を桁部15の幅より小さくして、隣り合って直交した架橋部17,17同士の間まで縦長面取面15Sを延ばした構造になっている。
(もっと読む)
プラスチック製光学レンズの成形方法
【課題】多くの型枠を必要とせず、複雑なレンズ特性のレンズであっても対応可能なプラスチックレンズの成形方法を提供すること。
【解決手段】第1及び第2のレンズ型枠2,3とガスケット4からなる母型1のガスケット4の第1のレンズ型枠2の下方位置に複数のアクチュエータ17を配設し、駆動軸18を所定の進出位置となるように制御する。これによって第1のレンズ型枠2を所望のレンズ面形状に変形させる。そして、駆動軸18を進出位置で保持させた状態で注入口7からレンズ成形用のモノマーを注入し、熱硬化させてレンズを得るようする。
(もっと読む)
プラスチック容器及びその製造方法
【課題】本発明は、溶融プラスチックをガスアシスト射出成形法により、底部と、該底部と比較して肉厚が厚い側壁に、所定のガス封入部を形成した軽量化が図られたプラスチック容器を提供することを目的とする。
【解決手段】底壁と、該底壁の周辺部から起立し、前記底壁と比較して厚い肉厚を有し、かつ、内部にガス封入部を有する側壁とをガスアシスト射出成形法を用いて成形したプラスチック容器において、前記底壁は、該底壁の中心から側壁に向かって放射状に延び、内部にガス流入部が形成され複数のリブを設けることにより解決した。
(もっと読む)
発泡成形品の製造方法及び発泡成形品
【課題】薄肉化を図り、軽量化を図ることができ、かつ機械的強度などの物性を高めることができる発泡成形品の製造方法を提供する。
【解決手段】発泡性熱可塑性樹脂組成物を固定型と可動型との間のキャビティXに供給し、発泡性成形品を形成した後、可動型の一部を後退させて発泡性成形品を発泡させる発泡成形法であって、可動型として、薄肉部成形用可動型2と、厚肉部成形用可動型3とを有する可動型を用い、型閉め状態で薄肉部成形用可動型2と固定型1との対向距離T1に比べ、厚肉部成形用可動型3と固定型1との対向距離T2を大きくして、発泡性成形品11を得た後に、薄肉部成形用可動型2を後退させて発泡し、薄肉部成形用可動型2が対向している部分において内層に発泡部16aを有する発泡成形品16を得る、発泡成形品の製造方法。
(もっと読む)
薄板の射出成形方法及びその金型
【課題】縦横の寸法が大きく、肉厚の寸法公差が厳しい薄板を、そりや曲がりが発生することなく成形することができる薄板の射出成形方法及びその金型を提供する。
【解決手段】金型分割面27が若干開いた状態で、射出成形機のノズルから加熱溶融された樹脂を射出する。遊動キャビティブロック43は圧縮コイルバネ433の付勢力によって、金型分割面27側に向かって移動している。その結果、遊動キャビティブロック43のテーパー面432と固定キャビティブロック41のテーパー面412との間には、隙間βができている。溶融樹脂から発生したガスは、隙間β、ガス抜き溝435、ガス抜き孔232を介して外部に排出される。
(もっと読む)
多色成形品の成形方法並びに成形金型
【課題】トリム本体とオーナメントとを一体化した多色成形品の成形方法並びに成形金型であって、成形性能、外観見栄えを高め、かつ容量のコンパクト化を図る。
【解決手段】成形金型40は、相互に型締め、型開き可能な成形上下型50,60と、成形下型60に配置され、オーナメント30を成形する際に使用する分割入子70と、分割入子70の長手方向両端に設けた斜面カム機構80とから構成し、斜面カム機構80のシリンダ82を伸長動作させて、スライド駒81の前進動作に連繋して、分割入子70を上昇させて、成形上型50と分割入子70とでオーナメント用キャビティC2を画成し、オーナメント30を成形する。次いで、スライド駒81を後退操作して、分割入子70を下降操作し、本体用キャビティC1内に第1の溶融樹脂M1を射出充填して、ドアトリム本体20を所要形状に成形するとともに、オーナメント30と一体化する。
(もっと読む)
樹脂モールド金型及び樹脂モールド装置
【課題】被成形品を確実にクランプして樹脂モールドすることができ、高精度の樹脂モールドを可能として製造歩留まりを向上させることができる樹脂モールド金型及び樹脂モールド装置を提供する。
【解決手段】被成形品10をクランプして樹脂モールドする第1の金型70と第2の金型80とを備え、前記第1の金型70に、被成形品10に搭載された搭載部品10bに端面を対向させ、型開閉方向に摺動する第1のインサート部材73と、第1のインサート部材73を型開閉方向に押動して型開閉方向の位置を調節する押動部材75,77が装着され、前記第2の金型80に、前記被成形品10を支持し、型開閉方向に摺動する第2のインサート部材83と、該第2のインサート部材83を型開閉方向に押動して型開閉方向の位置を調節する押動部材85、87が装着されている。
(もっと読む)
光学素子の成形方法及び光学素子
【課題】光学歪が小さく、且つ、高精度な光学鏡面を有する光学素子及びその成形方法を提供する。
【解決手段】少なくとも、光学有効面を有する光学素子を形成するためのキャビティを有する射出成形用金型を用いて、熱可塑性樹脂を射出成形する、光学有効面を有する光学素子の成形方法が、前記射出成形用金型は、前記キャビティ1の一方の側に連通するゲート2と、前記キャビティの他方の側に連通する捨てキャビティ3を有しており、前記捨てキャビティ3の10〜90体積%に熱可塑性樹脂が充填されるように射出する射出工程とそれに引き続く保圧工程を含む。
(もっと読む)
射出成形方法
【課題】容積の異なる大小複数のキャビティを有する金型を1つの射出装置で時間差を設けて溶融樹脂を順次射出充填して、1回の成形動作で所定の製品形状と製品重量が安定し、成形品毎の大きさの制約が緩和され成形品を同時に、複数成形することができる射出成形方法を提供する。
【解決手段】製品形状の異なる複数のキャビティの中から容積の大きなキャビティと小さなキャビティとの組み合わせを選択し、容積の大きなキャビティは速度制御により小さなキャビティは圧力制御により充填し、次いで、他のキャビティに充填する溶融樹脂を計量するとともに、容積の大きなキャビティは速度制御により小さなキャビティは圧力制御により充填し、以後は計量と射出充填とを繰り返す。
(もっと読む)
免震装置用の免震プラグの製造方法及びその製造装置
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグの製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】金型3内に充填された粉体材料2に加圧成形を行って免震装置8用の免震プラグ6を成形するに当たり、粉体材料2の流動を伴う加圧成形を複数回行う製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
成形装置
【課題】転写面の位置調整を任意に行うことができる成形装置を提供する。
【解決手段】蓋部材14を、開口6aから露出した入れ子10の背面10eに当てる際に、第2斜面14aが入れ子10の第2当接面10fに当接するようになるため、ボルト15,15のねじ力で、第2斜面14aが入れ子10の第2当接面10fを押圧すると、入れ子10の入口側がZ方向上向きに付勢されることとなる。一方、同じねじ力により、第1斜面6nが第1当接面10dを押圧するので、入れ子10の奥側もZ方向上向きに付勢されることとなる。
(もっと読む)
二色成形品の成形方法並びにその成形金型
【課題】複数のキャビティを区画する分割バーを内装した成形金型を使用して成形する二色成形品の成形方法並びにその成形金型であって、従来必要とした突起のカット除去工程を廃止し、かつ車体パネルに対する合わせ精度を高める。
【解決手段】ドアトリム(二色成形品)10は、ドアトリムアッパー20とドアトリムロア30とが境界溝部17を介して一体化されている。そして、境界溝部17における端末17aに相当する成形金型40には、端末処理機構部60が配置されている。この端末処理機構部60は、進退用シリンダ62によりスライドブロック61がキャビティに対して接離自在に支持され、分割バー51が上昇する際は、スライドブロック61はキャビティ外に後退しており、分割バー51が下降して成形上型41との間にスペースSができれば、このスペースSを埋めるべくスライドブロック61がキャビティ内に侵入することで、突起の形成を回避する。
(もっと読む)
21 - 40 / 169
[ Back to top ]