
Fターム[4F202CK27]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 多種類用のための (215)
Fターム[4F202CK27]の下位に属するFターム
製品の識別コードを付与するもの (80)
Fターム[4F202CK27]に分類される特許
41 - 60 / 135
発泡成形型とそこで用いるアタッチメントプレートおよび低倍発泡成形体
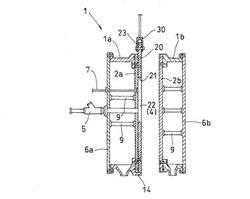
【課題】アタッチメントプレート20の交換作業をより容易に行いうるようにした発泡成形型1を得る。
【解決手段】平坦な蒸気吹き出しプレート2a,2bが、その前面側が一平面となるように、両マスターフレーム1a,1bの前面側にそれぞれ取り付けられており、片方のマスターフレーム1a側に、成形品キャビティ4を区画する成形開口22を備えたアタッチメントプレート20が着脱可能に取り付けられている発泡成形型1において、アタッチメントプレート20はマスターフレーム1aに取り付けたときにそこからから上方に突出する突出領域23を持つ。突出領域23を利用して、クレーン等で吊り下げることで、アタッチメントプレート20の着脱作業を容易化する。
(もっと読む)
プラスチックモデルキット

【課題】容易にランナーを小さく分断して廃棄することができるプラスチックモデルキットを提供する。
【解決手段】ランナー10と、ランナー10に支持された部品20とを有している。ランナー10には、少なくとも1つの狭窄部14が形成されており、この狭窄部14において切断することによりランナー10を小さく分断して廃棄することができるようになっている。狭窄部14は、ランナー10の外枠11に形成することが好ましく、例えば、外枠11の角部11Aや、外枠11と枝枠12との交差部11Bなどに形成すればより好ましい。
(もっと読む)
射出成形用金型と射出成形方法
【課題】簡単な構成で、高精度な射出成形品を得ることが可能な射出成形用金型と射出成形方法を提供する。
【解決手段】射出成形用金型10は、固定側金型11とこれに対向して接離自在に配置された可動側金型12とを有し、これら固定側金型11と可動側金型12間に形成されたキャビティ501〜504にホットランナ20のノズル先端部からランナー461〜464を介して樹脂を射出充填して成形品を得るもので、ホットランナ20を支持しホットランナ20のノズル先端部との対向面側の固定側金型11に形成された吐出面24bと、この吐出面24bに形成され4個のランナー461〜464の長手方向に延びるスリット状の溝311〜314とを有する。
(もっと読む)
電子部品の樹脂封止成形方法及び装置
【課題】小型の電子部品12を薄型の樹脂パッケージ17内に封止成形する場合において、成形キャビティ16内における樹脂未充填状態の発生を防止すると共に、成形キャビティ16内の溶融樹脂材料141 に対して適正な樹脂圧を加え且つ均等厚みTの薄型樹脂パッケージ17を高精度に成形することができる電子部品の樹脂封止成形方法とその装置を提供する。
【解決手段】成形キャビティ16内への樹脂充填時にキャビティブロック602 を後退移動してキャビティ容量を増加することにより成形キャビティ16内への樹脂充填作用をスムーズに行う。また、薄型樹脂パッケージ17の成形時にはキャビティブロック602 を前進移動させ且つ該キャビティブロックの移動位置を高精度に制御することにより成形キャビティ16内の溶融樹脂材料141 に適正な樹脂圧を加えると共に、小型の電子部品12を均等厚みTの薄型樹脂パッケージ17内に封止成形する。
(もっと読む)
タンク用樹脂成形品
【課題】金型を変更することなく、一種の金型のみでレベルラインの表示を複数に変更できるようにする。
【解決手段】タンク本体の外周表面に、レベルラインは上下方向に互いに間隔を隔ててN本(N≧2)形成し、N本のレベルラインをまたいで形成された表面平滑な座部14と、座部14の表面に最大で(N−1)個形成され(N−1)本のレベルラインをそれぞれ説明する凹状の表示部15、16を形成した。座部14に表示部15、16を隠すシール3を貼着するだけで、異なるレベルラインをもつタンク本体とすることができる。
(もっと読む)
射出成形金型及び射出成形方法
【課題】簡単な構成の1つの金型からそれぞれ形状または体積の異なる複数の樹脂成形品を1回の射出成形で高精度で得ることができる射出成形金型及び方法を提供する。
【解決手段】体積のより大きい方の円筒容器状の成形品転写部72に連通するランナー51の流路に一端が接する樹脂流動調整部56を配置する。樹脂流動調整部56は周辺の金型部材の熱伝導率とは異なる熱伝導率を有し、断熱部材57で覆われ、他端は発熱源に連結されている。更にランナー51の端部に連設する多孔質部58を配置する。多孔質部58は一端から他端まで連続した空洞を複数有する多孔質材からなる。また、体積のより小さい方の三角容器状の成形品転写部73に連通するオーバーフロー部74を3箇所に設け、これらオーバーフロー部74にそれぞれ連設される多孔質部75を配置する。樹脂流動調整部56、多孔質部58及び75により樹脂流動経路部の樹脂の流動性を調整する。
(もっと読む)
スペーサー一体型スプール、そのスプール部品の成形金型およびその製造方法と、その製造方法によって製造されたスペーサー一体型スプール
【課題】スプールの全幅およびフランジ厚みを一定としながら、巻き芯の巻き幅を容易に変更できるようにすると共に、そのスプールの部品を成形金型によって安価に作製できるようにする。
【解決手段】スプール1を2分割構成とし、各スプール部品5のフランジ2の外側にスペーサー3を設け、スプール1の全幅Aおよびフランジ厚みcを一定としながら、長尺テープ材7の幅寸法に応じて巻き幅bを変更し、この変更にともなってスペーサー幅dを調整する。また、一対の成形型11、12の内部において、スペーサー用スライドコア14、軸孔用スライドコア17および巻き芯用スライドコア16を一体的に移動させ、部品幅aおよびフランジ厚みcを一定の値としながら、巻き幅bを巻き付け対象の長尺テープ材の幅寸法に適合させる。
(もっと読む)
厚紙製容器内に間仕切りを形成するための金型システム
対向配置される可動金型部分と固定金型部分を備え、厚紙製容器に間仕切りを形成する金型システム。これにより、底部、壁、及びプラスチックから鋳造されるリムを備える容器を製造できる。可動金型部分は、コア、コアに対して移動可能でありシール表面を有しコアを囲む板状シール・リング、コアとシール・リングの間に嵌合でき容器にリムを形成するためのシール・リングとコアに対して移動できるカラー・リングを備えるコア・プレートを備え、固定金型部分は、金型キャビティ及びシール表面を備える金型プレートを有する。陥凹部が、コアの長手方向でコア内に形成され、横方向でコア又は金型キャビティに押圧されるコアの形成部分を分割し、金型キャビティの側面のコアの端部に面し、陥凹部が金型キャビティ上に置かれる厚紙のブランクに当たるように置かれたときに、厚紙製容器の底部から上方に延在するプラスチック製間仕切りが形成できる。  (もっと読む)
(もっと読む)
艦船模型用装飾パーツセット及び成形用金型
【課題】1/700スケール艦船模型用の装飾パーツを、リアルさを向上させたプラスチック成形品として流通可能にする。
【解決手段】艦船用連装機銃パーツセット10は、先端に連装機銃が形成され左右ほぼ対称に配置される枝状ランナー13を途中に備える直線状の中枠ランナー14と、中枠ランナー14の両端と連結され外側を取り囲む様に形成される外枠ランナー15とを備える。装飾用パーツ11,12の大きさ・形状はほぼ同一で、銃身が枝状ランナー13と同一方向に真っ直ぐ伸びている。外枠ランナー15は矩形状で、上端面が装飾パーツ11,12の上端面よりも高く、下端面が装飾パーツ11,12の下端面よりも低くなる十分な深さを備え、装飾パーツ11,12の横まで伸びる内向き枝状ランナー16をも備える。また、複数個を連結するための第1係合部18と第2係合部20が一体形成されている。
(もっと読む)
射出成形機の表示方法および射出成形機
【課題】 従来は異なる制御要素を備えた成形金型のそれぞれの制御要素を一箇所の表示画面に表示できず、作業者がそれぞれの制御要素の設定値或いは実測値を参照出来ないかまたは出来にくいという問題を解決した射出成形機の表示方法および射出成形機を提供する。
【解決手段】 成形金型23のキャビティ26に溶融材料を射出して成形品を成形する射出成形機11の表示方法において、異なる制御要素25,31を備えた成形金型23の設定値52,58または実測値53,59の少なくとも一方を、一箇所の表示画面51に表示可能とする。
(もっと読む)
成形金型
【課題】アンダーカット部を有する成形品を容易に製造可能な成形金型を提供する。
【解決手段】射出成形機に組み込まれる成形金型は、カセット装着孔を有する固定金型および可動金型と、これらのカセット装着孔211,221に装着されるカセット金型100を具備した。また、カセット金型100は、固定側カセット装着孔211に装着されて、第一歯車に対応する第一キャビティを有する固定側カセット金型300と、可動側カセット装着孔221に装着されて、第二歯車に対応する第二キャビティを有する可動側カセット金型400と、可動側カセット金型400に設けられるとともに、固定側カセット金型300および可動側カセット金型400の間で、可動部の進退方向と略直交する方向にスライド移動可能に設けられ、アンダーカット部に対応する第三キャビティを構成する一対のスライドコア500と、を備えた。
(もっと読む)
プレキュアトレッド成型用モールド及びプレキュアトレッド
【課題】 顧客の要求に応じた様々なトレッドパターンやサイズに対応することができるとともに、在庫管理が容易でかつコストの低減を図ることができるプレキュアトレッド成型用モールド、及び、このプレキュアトレッド成型用モールドによって形成されるプレキュアトレッドを提供する。
【解決手段】 本発明は、台タイヤ3の貼付面3Aに貼り付けられるプレキュアトレッド5を成形する本体モールド7を少なくとも備え、本体モールド7は、台タイヤ3のトレッド幅方向に対応するモード幅方向に分割される棒状をなす複数のセグメント7A,7Bを有し、かつ、台タイヤ3のトレッド幅方向に対応するプレキュアトレッド5のトレッド幅方向の寸法を調節可能であることを特徴とする。
(もっと読む)
半導体装置の樹脂封止方法及びこの方法によって使用される金型
【課題】ワイヤタッチやワイヤ倒れの発生をより低減することのできる半導体装置の樹脂封止方法及びこの方法によって使用される金型を提供する。
【解決手段】ICパッケージの4つの角部のうち少なくとも1つの角部に対応する位置にモールド樹脂を注入するためのゲートが形成された金型を複数予め準備しておき、4つの角部のうち各周囲におけるワイヤ密度が最も高い角部以外の角部に対応する位置にゲートが形成された金型を選択する。
(もっと読む)
排水トラップ本体及びその製造方法
【課題】流入口接続管と、流出口接続管との相対位置が異なる複数のタイプの排水トラップ本体を低コストで製造する方法を提供する。
【解決手段】外型と、内型と、下型と、第一及び第二の流入口接続管の内面を成形する流入口接続管入れ子型と、流出口接続管の内面を成形する流出口入れ子型とによって排水トラップ本体を製造する方法であって、上記第一及び第二の流入口接続管入れ子型は、上記内型と衝合する状態と、衝合しない状態とを切り換えられるように、位置が変更可能であり、外型、内型、下型及び流出口入れ子型が所定位置に配置され、第一及び第二の流入口接続管入れ子型のいずれかを内型と衝合する状態にし、他方を内型と衝合しない状態にした後に、熱可塑性合成樹脂を供給し射出成形により上記排水トラップ本体を得る。
(もっと読む)
プラスチック射出成形用の金型構造。
【課題】 射出成形品の厚み寸法を簡単に調整する。
【解決手段】 可動側金型200の可動側キャビティ211内に、底面に傾斜角を有する入れ子212と、その上面に同一の傾斜角を有する厚み調整スペーサー213とを、前記入れ子212の底面を前記厚み調整スペーサー213の上面に接して設け、更に、前記厚み調整スペーサー213の左右に突出して厚み調整ピン221を設け、該厚み調整ピン221の頭部を押す調整ネジ222を厚み調整ピン221の左右に夫々設けておく。一方の調整ネジ222を緩め、他方の調整ネジ222を締め込んで、厚み調整スペーサー213を移動させることにより、前記入れ子212を上下方向に移動させて、プラスチック材充填用として金型300内に入れ子212を用いて形成する製品キャビティ210の厚みを調整した。
(もっと読む)
パーツ供給品及び模型
【課題】構成部品の組立を容易にするパーツ供給品とそれを用いる人形体を提供する。
【解決手段】 構成部品(手)を組立てる場合、まず、親指のパーツ110、人差し指のパーツ120、三指のパーツ130(中指のパーツと薬指のパーツと小指のパーツが接続したもの)をランナー10に支持したままでそれらの接続部を手の平のパーツ270の接続部と接続する。次に、手の平のパーツ270を手の甲のパーツ280で挟持して指を固定する。次に、人差し指のパーツ120と三指のパーツ130をランナー10から取り外す。この結果、組立が容易となり組立て時の間違いやパーツの紛失のミスを避けることができる。
(もっと読む)
成形金型および成形方法
【課題】 同一の金型で異なる板厚の成形品を同時に圧縮成形可能とした成形金型及び成形方法を提供することを目的とする。
【解決手段】 複数設けられたキャビティ24a,24bで異なる形状の成形品を同時に成形可能な成形金型21において、キャビティ24a,24b内に射出された溶融樹脂を圧縮するコアブロック26a,26bがそれぞれのキャビティ24a,24bに配設され、圧縮完了時におけるコアブロック26a,26bの前面26a1,26b1におけるキャビティ24a,24bの厚みC3,C4が異なるように設定されている。
(もっと読む)
断熱箱体製造用治具
【課題】奥行き寸法だけが異なっている仕様の断熱箱体の製造に際して治具を交換することなく生産性良く製造することができる断熱箱体製造用治具を提供する。
【解決手段】外郭2内に内型10を形成する治具11を配置し、外郭2と治具11にて形成した内型10との間の空間に断熱壁を発泡成形することで、外郭2内に断熱壁で囲まれた収容空間を形成する断熱箱体の製造方法において使用する断熱箱体製造用治具11であって、奥面成形部と周面成形部13を有するとともに、その周面成形部13の外郭2の開口近傍に対向する部分に、外郭2の開口の内外方向に出退摺動可能な可動板21を配設した。
(もっと読む)
成形用金型及び樹脂発泡成形体の成形方法
【課題】表面に各種形状の凸部を有した樹脂発泡成形体を、同一の金型本体を用いて成形することができる成形用金型と、この金型を用いた樹脂発泡成形体の製造方法を提供する。
【解決手段】上型21及び下型22よりなる金型20内に、多数の孔31を有した板状体30を設置しておくことにより、この凸部付きの樹脂発泡成形体を成形する。板状体30を別形状のものに交換することにより、別形状の凸部を有したシートパッドを成形することができる。
(もっと読む)
円筒形処理槽の製造方法
【課題】円筒形合併処理浄化槽および円筒形ディスポーザ生ごみ排水処理槽等の円筒形処理槽の製造工程を低減し、成形型を複数個使用することなく、浄化槽本体が成形でき、更に、浄化槽本体の厚みを設置条件に応じた厚みに成形することができる円筒形処理槽の製造方法を提供する。
【解決手段】ガラス繊維強化プラスチックよりなる浄化槽の上部槽と下部槽とを別々に成形する円筒形処理槽の製造方法であって、成形型として上部槽及び下部槽に共通の部分を成形するための共通型により、下部槽を成形する工程と、上部槽のみに設けられる点検口を成形するための形状部を備えた補助成形型を予め共通型に取り付けることより、上部槽を成形する工程と、前記上部槽と前記下部槽とにそれぞれフランジ部分を設け、該フランジ部分を接合する工程を有することで、製造工程の簡略化及び製造コストの低減が図れると共に、製品精度を向上させることができる。
(もっと読む)
41 - 60 / 135
[ Back to top ]