
Fターム[4F202CK73]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121) | 特別な可動手段によるもの (581)
Fターム[4F202CK73]の下位に属するFターム
Fターム[4F202CK73]に分類される特許
81 - 100 / 134
ニードル弁ノズル

ホットランナ射出成形金型内に位置づけられ、かつアクチュエータによって作動され、遮断ニードルの作動方向とホットランナノズル内の流路の作動方向とが互いに異なっているニードル弁ノズルの特徴は、閉位置において、遮断ニードル(13)が、作動装置(12)とは別に、互いから距離を置いた少なくとも2つの場所で(図3)、より低温の型板(2)のみによって閉位置の所定の位置に保持されることである。 (もっと読む)
プリプレグ積層体の成形型及び成形方法

【課題】オートクレーブ3によってプリプレグ積層体を加熱硬化する工程に用いられる成形型1,2として、熱分布を一様にすると共に熱負荷を低減する成形型1,2、及びその成形型1,2を用いた成形方法を提供する。
【解決手段】成形型1,2は、所定形状を有する成形型本体11,21と、成形型本体11,21に固定されかつ、成形型本体11,21を床面から離れた状態で支持する少なくとも3つの脚部14,24と、を備える。それによって成形型1,2は、オートクレーブ3内で自立する。
(もっと読む)
ディスク基板の成形金型、ディスク基板、および光ディスク製品
【課題】 スタックリブの反対側の面に平坦なレーベル面を広く確保できず製造される光ディスク製品の見映えが悪いという問題を解決したディスク基板の成形金型を提供する。
【解決手段】 第1の金型12と第2の金型13の間に形成されるキャビティ14内でディスク基板D1を成形するディスク基板の成形金型11において、第1の金型12には信号面D2を形成するスタンパ16と、スタンパ16が取付けられる部分の内周側にスタックリブD3を形成する環状凹部24とが設けられ、第2の金型13にはスタンパ16および環状凹部24に対向する部分には平坦なレーベル面形成面25a,26a,27aが形成されている。
(もっと読む)
剪断流動発生部付き射出金型装置
本発明は、剪断流動発生部付き射出金型装置に関する。これは、所定ピグメントが混合された溶融樹脂が満たされる内部空間を備えた射出金型と、前記射出金型に設けられて、その一部が前記内部空間に露出し、内部空間に注入される溶融樹脂に接して、外部動力を印加されて動作し、その表面に接している溶融樹脂を粘性で剪断流動させることによって、溶融樹脂内のピグメント位置を調節する剪断力発生部と、前記剪断力発生部を動作させる駆動部、を含むことを特徴とする。上記のような本発明の射出金型装置は、射出金型内部のウェルドライン(Weld line)発生区域に位置した溶融樹脂内に、粘性流動を生じることによって、当該区域の溶融樹脂内に混合されているピグメントの位置を調節することができるため、ウェルドライン周辺におけるピグメントの配向不良及び含量不足による問題を解決し、高品質の成型品を制作することができる。 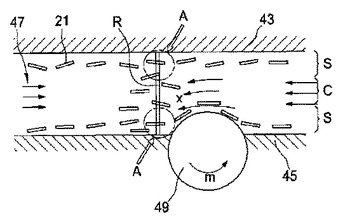 (もっと読む)
(もっと読む)
成形用金型
【課題】製品の厚み精度および面間偏心精度の両方を高めることができる成形用金型を提供することを課題とする。
【解決手段】型閉により形成されたキャビティC内で製品を成形するための成形用金型1であって、第1の金型100および第2の金型200と、型閉時に各入れ子110,210の外周面124,224の少なくとも三方向に当接する複数の位置決め部材310と、を備え、少なくとも一つの位置決め部材310を各入れ子110,210の外周面124,224に向かって移動させて、各位置決め部材310によって、各入れ子110,210を挟み込むことにより、第1の金型100と第2の金型200の心合わせが行われるように構成されていることを特徴としている。
(もっと読む)
ノズル付き物品及びその製造方法
【課題】容器の傾け角度が小さくても内容物を吐出できるキャップを、簡単に製造できる形態にて提供する。
【解決手段】キャップ1は筒部3と天板5とを備えており、天板5にノズル6を一体に形成している。筒部3は内ねじ4又は内向き環状突起を備えていて容器2の口部に取り付けられる。ノズル6は中心線12の各部位が等しい曲率R0で湾曲した円弧状になっている。ノズル6の中心線12が一定の曲率半径R0に沿って湾曲しているため、キャップ1を射出成形法によって製造するに際して、ノズル6の内面を形成するためのコアは単に回動させるだけで簡単に型抜きすることができる。
(もっと読む)
延伸ブロー成形された容器を形成するための方法及び装置
本発明は、プラスチック容器のベース部分を形成するためのベースアセンブリ(100)に関する。ベースアセンブリは、ベースペデスタル(104)と、ベースペデスタルに取り付けられたベース型と、プラスチック容器の一部を再位置決めするためにベース型に対して第1の位置と第2の位置との間で可動なプッシュロッド(102)と、第1の位置と第2の位置との間でプッシュロッドを移動させるように適応された作動機構とを有する。  (もっと読む)
(もっと読む)
射出成形用金型装置
【課題】複数のキャビティが略同一の円周上において互いに近接して配置される場合でも、各アンダカット用コアの移動スペースを確保しつつ、各アンダカット用コアを対応するアンダカット位置に再現性良く進退させ得る射出成形用金型装置を得る。
【解決手段】2種類のアンダカット用コア(回動コア8およびスライドコア9)、リングギア10、およびスライドラック11を可動型3に設ける。固定型側の傾斜ピンにより、金型の開閉運動に連動してガイド溝33内を摺動するスライドラック11によって、リングギア10が回転せしめられ、このリングギア10の回転により、回動コア8およびスライドコア9が、対応するキャビティ4Aおよび4Bの各アンダカット位置7に進退するように構成されている。
(もっと読む)
樹脂成形用金型装置
【課題】樹脂成形用金型へ組み込みやすく、また構成が単純でコストが嵩まないようにした樹脂成形用金型装置を提供する。
【解決手段】アンダーカット部P1を逃げるための装置であり、エジェクタピン21の先端部23に連結されるアンダーカット抜き装置30が可動型15に設けられ、アンダーカット抜き装置30は、可動型15内に収容されるホルダ40と、エジェクタピン21の先端部23が連結されてホルダ40内で抜き方向に摺動可能に保持される保持駒50と、保持駒50に型抜き方向とは交差する逃げ方向に移動可能に嵌合された逃げ動作駒60とより成り、ホルダ40と逃げ動作駒60との一方には斜溝41または斜条63が設けられ、他方は、斜溝41または斜条63に摺動可能に嵌合し、逃げ動作駒60が型抜き動作時にアンダーカットからの逃げ方向に移動可能に構成されている。
(もっと読む)
射出成形装置並びに射出成形装置に用いられる型内ノズル及び成形型
【課題】成形型の樹脂流路内の溶融樹脂を溶融した状態で維持でき、かつ、成形型から樹脂注入ユニットを切り離しても樹脂流路内の溶融樹脂が成形型の外側に逆流することを防止する。
【解決手段】
本発明の射出成形装置66は、金型30と、金型30に取付けられる型内ノズル50と、型内ノズル50に溶融樹脂を供給する外部ノズル70cとを備えている。型内ノズル50は、外部ノズル70cが接続される樹脂流入口50bと、キャビティに開口する樹脂射出口50aと、樹脂流入口と樹脂射出口を連通する樹脂流路50cを有するノズル本体51と、樹脂流路50c内に配置され、樹脂流路50c内の溶融樹脂の圧力より樹脂流入口50bの外側の圧力が高い場合に樹脂流入口50bを開き、樹脂流路50c内の溶融樹脂の圧力より樹脂流入口50bの外側の圧力が低い場合に樹脂流入口50bを閉じる開閉弁56を備えている。
(もっと読む)
圧力指示装置
射出成型装置の圧力指示フィッティング(20)が、フィッティング孔(24)がその中を貫通するフィッティング本体(22)であって、フィッティング孔が溶解物移送用の通路(12)の内部に開口するように装置内に装着されているフィッティング本体(22)と、フィッティング孔内に収容され、そこに接合されることによって正常位置に維持されている示度部材(26)であって、溶解物から示度部材に掛かる接合材(18)を剥離させるのに十分な力によって正常位置から示度位置まで変位させられる示度部材(26)であり、示度位置は、フィッティング本体の表面に示度部材の表面(25)が隣接することによって決まり、示度位置では示度部材の軸(29)の一部分が露出される示度部材(26)とを備える。有利には、示度部材は、示度部材とフィッティング本体との間の圧入によって示度位置に保持される。射出成型マニホルド(10)が、本発明による圧力指示フィッティングを備える。 (もっと読む)
フィルム付き樹脂成形体およびその製造方法ならびに射出成形用金型
【課題】フィルムの不要部分を切断する必要がなく、低コストにて高精度のフィルム付き樹脂成形体を提供する。
【解決手段】樹脂成形体6の表面の一部にフィルム2を付けたフィルム付き樹脂成形体1であって、樹脂成形体6は、内方に凹部を有し、フィルム2は凹部と反対側の天面から側面を覆って、少なくとも凹部の開口周端面9まで到り、フィルム2の端部11は、側面から凹部の開口周端面9または凹部の内壁面に存在するフィルム付き樹脂成形体1とする。
(もっと読む)
成形装置
【課題】簡潔な構成で成形ばらつきなく安定した射出圧縮成形が行える成形装置を得る。
【解決手段】成形材料を充填して成形品を成形する成形用構成体の一部を構成する移動可能な入れ子ブロック9を有し、入れ子ブロック9の移動により成形用構成体に充填される成形材料の一部を所望の厚さまで圧縮する成形装置本体MAを備えたものにおいて、成形用構成体により成形品を成形する成形圧力に応動する圧力伝達ロッド13を設け、成形圧力に応動する圧力伝達ロッド13により入れ子ブロック9を駆動するようにした。
(もっと読む)
アンダーカットコア可動金具、可動スライダ及び可動用治具並びにこれらを備えた二重成形金型
【課題】アンダーカットコアを正確に位置決めすることができ、耐久性及び製作容易性に優れたアンダーカットコア可動用冶具を提供する。
【解決手段】二重成形品を成形する二重成形金型に取り付けられる一次側アンダーカットコア可動金具10であって、固定側型板と可動可動側型板とを接合させてパーティングラインを閉じる時、可動側型板に摺動自在に取り付けられアンダーカットコアを支持する一次側スライダの凹部に設けられた傾斜平面と当接する傾斜平面12を有するブロック本体11と、このブロック本体11に設けられ、一次側スライダの凹部の壁面に出没自在に設けられた押出しピンと係合する切削部23とを有し、この切削部23は、パーティングラインを閉じる時、一次側スライダの押出しピンと摺接して一次側スライダを成形位置まで移動させる内面15を有する。
(もっと読む)
成形用金型
【課題】成形品の取り出し位置精度を確保して、安定した円滑な取り出しを行なうことで、成形品の取り出し時の損傷を防止できる成形用金型を提供する。
【解決手段】固定型100と可動型200を有し、光学部品を成形品(L)とする成形用金型1において、成形品(L)が、型開き時に固定型100に残るように構成され、固定型100に成形品(L)のエジェクト機構を備え、固定型100は、挿入穴を有する本体部材120と、挿入穴(121)にスライド可能に係合され、成形品(L)を成形するキャビティ面の一部を有する入れ子110と、この入れ子110と本体部材120との間に介装された球状体140と、スペーサ141とを備え、入れ子110をスライドさせることで、成形品(L)を突き出すように構成したことを特徴とする成形用金型1。
(もっと読む)
射出成形機、金型
【課題】製品精度の低下を確実に回避することができ、しかも金型をコンパクトなものとすることができる射出成形機および金型を提供することを目的とする。
【解決手段】コア駆動機構110の駆動機構73によって楔体62を移動させ、押圧体63をコア103側へ移動させることで、コア103を固定金型3に押圧し、射出圧縮成形を行う。このとき、コア103を押す力は、楔体62によって倍力され、効率良く圧縮力を生じさせることができる。その結果、サーボモータ75で必要なトルクが小さくて済み、より小型のサーボモータ75で同等の性能を得ることができ、省スペース化及び省電力化を図ることができる。また楔体62の駆動にサーボモータ75を用いることで、その動作速度、加速度、および位置精度を向上させ、樹脂の温度低下に対しコア103を迅速に移動させて圧縮を行うとともに、得られる製品の厚さの誤差を抑え、品質向上に寄与することができる。
(もっと読む)
樹脂トランスファ成形方法のためのツール
RTM法のためのツール、RTM法のためのツールを含むシステム、及びRTM法を提供することを目的とする。本発明は、樹脂トランスファ成形方法(RTM法)のためのツールを提供し、そのツールはキャビティと、樹脂トラップと移行領域とを備え、キャビティは、構成材がそこに収容できるように構成される。更に、樹脂トラップは、ツールに内蔵され、移行領域は、キャビティと樹脂トラップとの間を接続できるように構成される。 (もっと読む)
溶液製膜設備及び方法
【課題】支持体の長期使用による変質を抑制して、フィルムのスジ状変形やその他の変形の発生を長期間に渡り抑える。
【解決手段】ステンレス製の流延支持体86は、ドープ61が流延される面86aの任意の2点P1,P2(ただし、P1,P2の距離Lを10mmとする)を結ぶ直線に沿って凹凸深さが連続的に測定されたときに、その深さの最大値DEが40μm以内とされている。これにより、長期間フィルム製造を実施しても、流延支持体86のステンレスにおけるオーステナイトの一部がマルテンサイト変態することを防ぐことができ、長手方向に伸びるキズや変形がフィルムに発生することを抑制することができる。
(もっと読む)
成形体、成形体の製造方法及び成形金型
【課題】 成形体、成形体の製造方法及び成形金型において、面精度が良く、内部が均質な光学部品を成形するようにする。
【解決手段】 一対の成形金型内のキャビティに注入される成形材料がこのキャビティで成形されてなる成形体10において、光学面を有する光学部品11と、光学部品11の周囲に位置し光学部品11と一体に成形される囲繞部13とを含む構成とする。
(もっと読む)
安全装置用パネルの成形装置とその成形方法
【課題】 安全装置用パネルの破断部に線状に、溶融樹脂の固化状態に合致するタイミングで切れ目を形成することができる。
【解決手段】移動物体が一定値以上の衝撃を感知して作動する安全装置用のケースを形成する樹脂パネル1を成形する第1金型5と、これに相対的に可動する第2金型6が閉じて樹脂を射出し成形後、第1金型5に対する相対移動可能で、樹脂パネル1の厚みを部分的に薄くする破断部2を形成する破断形成用駒7を第2金型6に設ける。破断形成用駒7は、複数に分割された分割破断形成用駒であって、各々独立した往復動作で樹脂パネル1側に有する複数の凸刃4が前進し破断部2を形成する。
(もっと読む)
81 - 100 / 134
[ Back to top ]