
Fターム[4F202CK73]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121) | 特別な可動手段によるもの (581)
Fターム[4F202CK73]の下位に属するFターム
Fターム[4F202CK73]に分類される特許
21 - 40 / 134
成形用金型および成形方法

【課題】テーパ状凸部とテーパ状凹部を所定の位置で嵌合させることにより固定側成形面と可動側成形面の位置合わせを向上させることができる成形用金型および成形方法を提供する。
【解決手段】スラストリテーナ23により固定側金型1を型締め方向と垂直な方向に滑動自在に支持することで、固定側金型1の固定側入れ子12のテーパ状凹部17と可動側金型2の可動側入れ子13のテーパ状凸部21が互いに嵌合する型締め時に、固定側金型1と可動側金型2の型締め力を利用して固定側金型1を滑動させて固定側金型1と可動側金型2との位置合わせを補助する。
(もっと読む)
構成部品の取り付け方法
構成部品を成形品に連結する方法は、成形される前記成形品の壁に隣接して構成部品を配置する工程と、前記壁がまだ少なくとも部分的に溶融している間に、前記構成部品の一部を前記成形品の壁の一部に重ね合わせる工程と、前記成形品の壁を、前記成形品の壁の一部と重なり合った前記構成部品の一部と共に冷却する工程と、を有する。成形品が形成された後に、成形品と関連する構成部品をしっかりと保持するために、構成部品の一部が、成形品の壁に隣接する2つの側面と重なり合うことが好ましい。その成形品は、容器であってもよく、必要に応じて他の物であってもよい。 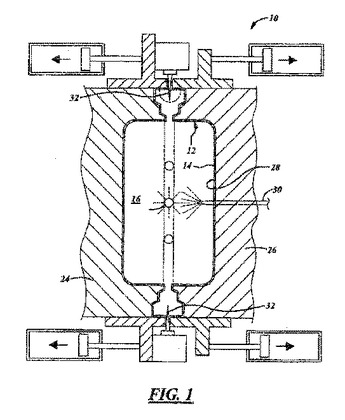 (もっと読む)
(もっと読む)
3次元形状形成装置

【課題】小数のアクチュエータで、高速に3次元形状を形成する装置を得ること。
【解決手段】互いに平行に並べられた多数のピンをそれぞれ軸方向にスライドさせることによって3次元形状を形成する3次元形状形成装置において、多数のピンに対して同時にスライド方向の力を加えるピン駆動手段と、複数のピンの動きを同時に制動する制動手段を複数の系統備え、1本のピンに対して2系統以上の制動手段を作用させ、作用する全ての系統の制動手段がオフであるピンのみスライドする様にした。
(もっと読む)
プラスチック予備成形品を容器に変形させる装置およびその方法
【課題】ブロー成形機の洗浄を単純化し、自動化されたブロー金型の洗浄方法を提供する。
【解決手段】内部でプラスチック予備成形品を容器に変形させることが可能であるキャビティを形成する少なくとも1つのブロー金型2と、前記プラスチック予備成形品に媒体を加えて、前記キャビティを区切る前記ブロー金型2の内壁8に対して前記プラスチック予備成形品を伸張させる加圧デバイス(ブローノズル)と、前記プラスチック予備成形品をその長手方向に延伸させる延伸ロッド12と、前記ブロー金型2の領域を洗浄する洗浄デバイスとを備え、該洗浄デバイスは前記ブロー金型2を洗浄する洗浄媒体の吐出口14を少なくとも1つ備え、該吐出口14は少なくとも一時的にブロー金型中に配置されて、金型を洗浄する。
(もっと読む)
樹脂モールド金型及び樹脂モールド装置
【課題】被成形品を確実にクランプして樹脂モールドすることができ、高精度の樹脂モールドを可能として製造歩留まりを向上させることができる樹脂モールド金型及び樹脂モールド装置を提供する。
【解決手段】被成形品10をクランプして樹脂モールドする第1の金型70と第2の金型80とを備え、前記第1の金型70に、被成形品10に搭載された搭載部品10bに端面を対向させ、型開閉方向に摺動する第1のインサート部材73と、第1のインサート部材73を型開閉方向に押動して型開閉方向の位置を調節する押動部材75,77が装着され、前記第2の金型80に、前記被成形品10を支持し、型開閉方向に摺動する第2のインサート部材83と、該第2のインサート部材83を型開閉方向に押動して型開閉方向の位置を調節する押動部材85、87が装着されている。
(もっと読む)
肉薄容器及びその射出成形方法
【課題】ポリ乳酸樹脂の生分解性を損なうことなく、装飾性を備える肉薄容器及びその射出成形方法を提供する。
【解決手段】肉薄容器Wは、ポリ乳酸樹脂に対して2.6〜4重量%の範囲の超臨界状態の二酸化炭素を含浸してなるポリ乳酸の溶融樹脂を射出成形してなり、ゆず肌の外表面を備える。肉薄容器Wは、0.45〜0.7mmの範囲の厚さを備えることが好ましい。肉薄容器Wは、ポリ乳酸樹脂に対して2.6〜4重量%の範囲の超臨界状態の二酸化炭素を含浸させたポリ乳酸の溶融樹脂を射出する方法により得ることができる。キャビティ29は、ゲート32とキャビティ29の先端部との間に、ゲート32の周辺部よりも肉厚である肉厚部29aを備えることが好ましい。金型12に複数のキャビティ29が配設されている場合には、各ゲート32の開閉を電磁開閉弁により行うことが好ましい。
(もっと読む)
射出成形金型
【課題】 ホットランナーブロックから複数の樹脂通路を通じてキャビティ内に溶融樹脂を供給することにより、大型製品の成形を可能にした射出成形成形金型において、型締力を金型全体に均等に作用させて精度のよい成形品を製造する。
【解決手段】
固定型板上に積層状態で固定している受板及び固定側取付板側に、固定型板内に設けている複数のゲートブッシュ内の樹脂通路に溶融樹脂を供給するためのホットランナーブロックの配設空間部と、上記樹脂通路の下端ゲートを開閉するバルブピンの駆動用シリンダの配設空間部とを設けていると共に、これらの空間部以外の受板と固定型板との対向面、及び、受板と固定側取付板との対向面を接合させて、この接合面を介して圧締力を固定型板1Aに全面的に均等に作用させるように構成している。
(もっと読む)
射出成形用金型
【課題】固定金型と可動金型間の全ストローク量が小さな小形成形機を用いても先抜きストローク量を確保でき、先抜き機構が簡単で、経験の浅い金型設計者でも容易に先抜きを必要とする金型を設計できる射出成形用金型を提供する。
【解決手段】可動側金型30がパーティング面31で矢印e方向に型開き動作を開始すると棒状ラック43は可動側金型30に対し相対的に矢印f方向に移動し、ピニオン45と筒状ギア46がそれぞれ矢印g及び矢印h方向に回転し、板縁ラック51を有するカム板機構47が矢印i方向に駆動されて移動する。二本の先抜き部材ガイド54により金型の開閉方向の移動のみが許容される先抜き部材保持部材42に係合するカム53がカム溝52に沿って相対的に矢印j方向に摺動して矢印kの距離を左方に移動し、先抜き部材保持部材42に保持される先抜き部材41が矢印k=Kの距離を左方に移動してスライド入子37に対する先抜きが行われる。
(もっと読む)
射出成型装置
【課題】装置や金型の構成を複雑化・大型化することなく、厚肉,偏肉部分の有無に関わらずに製品の所望部分を高圧で圧縮可能な射出成型装置を提供する。
【解決手段】固定側型板12に対する可動側型板22は内部にスライドコア64を収容する成型穴23を端面に開口し、成型穴のスライドコアと固定側型板間にキャビティCを形成する。可動側型板を固定したブロック30と可動側取付板20の間に傾斜面を有するスペーサ40を設ける。キャビティに溶融樹脂を射出充填したあと、冷却の途中でスペーサを抜くことにより、可動側型板が可動側取付板方向に変位するので、スライドベース60を介して可動側取付板に着座しているスライドコアが相対的に固定側型板方向にスライドして押込まれ、キャビティ内の樹脂を圧縮して、ヒケやボイドの発生を抑える。スライドコアによる押込み(再圧縮)には前記型締め機構が利用される。
(もっと読む)
医療用物品の回転成形
【課題】医療用装置のシェル、または、他の成形物品を成形するためのシステム及び方法の提供。
【解決手段】本システムは、成形型100が内部に取付けられる多軸回転成形機械50を備える。成形型100は、成形されるべき物品の形状のキャビティ60を有している。成形型100は、シールされて真空が保持される。操作において、シリコーンまたは他の成形材料が成形型100に挿入され、成形型100が真空引きされ、成形型100は少なくとも2本の軸A、B回りに回転されて、成形材料が成形型100の内壁を被覆して、シェルまたは医療用物品を形成する、回転成形システム。
(もっと読む)
レンズ成形用金型およびレンズ成形装置ならびにレンズ
【課題】レンズの入光面と出光面との2面間の相対的なズレを成形工程の金型のレンズ成形面上で確認できるようにし、サブミクロンレベルの調整を可能にする。
【解決手段】上型1に、レンズの入光面を成形する光学レンズ成形面3を形成し、該光学レンズ成形面3にて光学レンズとして成形されたときのレンズ光軸中心部分に、光ビームであるレーザ光5が通過する微細孔1aを貫通して形成する。一方、上型1に対向設置される下型2に、レンズの出光面を成形する光学レンズ成形面4を形成し、該光学レンズ成形面4にて光学レンズとして成形されたときのレンズ光軸中心部分に、レーザ光5が通過する微細孔2aを貫通して形成する。両微細孔1a,1bを通るレーザ光5を受光装置7で測定することにより、光学レンズ成形面3,4間の位置ズレを検知する。
(もっと読む)
磁気によって金属インサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および前記インサートを固定するための磁石の使用
本発明は、特に窓(4)の周囲に沿って、縁取りビード(3)を成型する、またはプラスチックで作られた窓を成型するプロセスに関し、縁取りビード(3)またはプラスチック窓を形成するプラスチック材料は、トリムなどの少なくとも1つの強磁性インサート(2)が配置されている型空洞内に導入される。本発明は、2つの位置、すなわち、型空洞の内面を通じてインサート(2)に吸引力を印加する作動位置Aと、インサート(2)に吸引力を印加しない非作動位置Iと、の間を移動することができる少なくとも1つの磁石(40)によって、インサート(2)がプラスチック材料の導入中に型空洞(5)内の所定位置に保持されることを特徴とする。 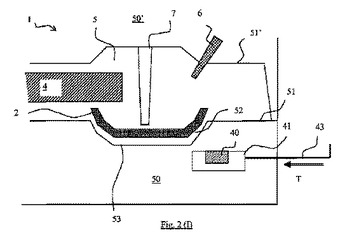 (もっと読む)
(もっと読む)
インサート材を備えた樹脂成形品及びその製造に用いる金型
【課題】インサート材を強固に保持できる樹脂成形品を得ること、及び、そのための金型を提供する。
【解決手段】インサート材3を、その一部が表面に露出するよう樹脂部5に埋設した樹脂成形品Pであって、樹脂部5に、インサート材3の周縁部のうち少なくとも一部をインサート材3の厚み方向に挟持する挟持部5aを備え、挟持部5aのうちインサート材3の裏側を挟持する部位が、樹脂部5の裏面に対して突出形成してある。
(もっと読む)
樹脂封止装置
【課題】現状のトランスモールドの設備を流用でき、なおかつキャビティ内に未充填部分やボイドを生じることを防止した樹脂封止装置及び樹脂封止方法を提供すること。
【解決手段】上下に対をなす上金型と下金型との間に形成され、半導体チップを樹脂封止するためのキャビティ部と、前記下金型に形成され、樹脂を圧送するプランジャを備えたポット部と、前記上金型と前記下金型との間に形成され、前記ポット部に連通したカル部及びこのカル部に連通して前記ポット部から圧送される樹脂を前記キャビティ部に供給するランナー部からなる樹脂流路と、この樹脂流路と独立して前記上金型内に形成され、前記ポット部から前記カル部に加わる圧力を前記キャビティ部に伝達する圧力伝達部と、前記上下金型を加熱するヒータ部と、を備えた樹脂封止装置とした。
(もっと読む)
成形体の離型装置
【課題】超音波振動装置によって適切な周波数を付与しながら成形体の離型を行う離型装置を提供する。
【解決手段】
離型装置1は、パンチ2と、金型3と、突き出し機構4と、超音波振動子5aを有した超音波振動装置5と、を備える。金型3には、例えば金属粉末6が充填されかつパンチ2によって金属粉末6が押し固められる金型内空間が設けられている。突き出し機構4は、金型3に設けられた貫通孔3cに挿通された突き出し部4aによって金型内空間3aから金属粉末6を外方に突き出す。超音波振動子5aは、金型3の外壁部3dに取り付けられ、超音波振動装置5の周波数は、金型3の共振周波数である。また、超音波振動装置5の周波数が既定値であった場合には、金型3は、金型3の共振周波数が超音波振動装置5の既定周波数になるように金型3が設計変更される。
(もっと読む)
石鹸の製造方法及び製造装置
【課題】所望の形状の石鹸を効率良く製造することができる石鹸の製造方法及び製造装置を提供すること。
【解決手段】本発明の石鹸の製造方法は、駆動源20に接続され所定方向に往復動可能な蓋型1Aを含む複数の割型1A,1B及び1Cを組み付けることによって内部に成形用のキャビティ10が形成され、且つ駆動源20を用いて蓋型1Aを動作させることによってキャビティ10の容積を調整可能な成形型1の該キャビティ10に、溶融石鹸を充填して冷却固化させる工程を備えている。蓋型1Aにかかる圧力が、溶融石鹸の充填開始時から充填完了時の間は0.2MPa以下、該溶融石鹸の充填完了時から冷却完了時の間は0.03〜0.2MPaの範囲に維持されるように、キャビティ10の容積を増減させながら溶融石鹸を固化させる。駆動源20は好ましくはサーボモーターであり、該サーボモーターのトルクを制御することによってキャビティ10の容積を調整する。
(もっと読む)
射出成形金型装置
【課題】構成が簡易な射出成形金型装置を提供することを目的とする。
【解決手段】射出成形金型装置1は、内部にキャビティ4を形成する開閉可能な1対の型板50と、回転ピン10と、スライド部材22とを有する。回転ピン10は、その先端部にキャビティ4内に挿入されるネジ形状の型部材10aを有するとともに、一方の型板8を貫通しつつこの型板8に対して回転可能に構成されている。また、回転ピン10には、ネジ部10cが設けられている。スライド部材22は、一方の型板8に対して、回転ピン10の軸方向に移動可能に配設されており、駆動手段によって前記軸方向に駆動される。スライド部材22には、ネジ部10cと嵌合して、スライド部材22の前記軸方向移動を回転ピン10の回転に変換する複数の歯部22aが設けられている。
(もっと読む)
自動車用途ハンドルの射出成形工法及び自動車用途ハンドル
【課題】製造コストの低減を図ることができると共に、意匠性を損なわず、バリやヒケの問題も解決することができ、場合によっては肉盗み部を形成しなくてもよい自動車用途ハンドルの射出成形工法及び自動車用途ハンドルを提供する。
【解決手段】金型1は、製品キャビティ2が成形されている可動金型部3と、固定金型部4とからなり、固定金型部4には、射出用シリンダー5から注入される溶融樹脂が移動する第1樹脂流路6と、第1の栓体7が進退可能に設置されている第2樹脂流路8と、第2の栓体9が進退可能に設置されている第3樹脂流路10が形成されている。第2樹脂流路8及び第3樹脂流路10の各々に溜まった溶融樹脂は、断熱構造部16a、16bと加熱構造部17a、17bとによって、合成樹脂の相転移温度近傍に保たれる。
(もっと読む)
二色成形品の成形方法並びに成形装置
【課題】キャビティ内に仕切りプレートを昇降させてキャビティを区画、あるいは連通させ、各分割キャビティ内に異なる色彩の溶融樹脂を射出充填して成形する二色成形品の成形方法並びにその成形装置であって、金型構造の簡素化し、かつ一般部の厚みと縦壁部の厚みを均一に制御する。
【解決手段】成形上下型50,60間のキャビティCを区画する仕切りプレート70は、成形下型60に収容される膨張・収縮チューブ80に支持され、膨張・収縮チューブ80の膨張時、仕切りプレート70を成形上型50の型面に当接するまで上昇させるとともに、膨張・収縮チューブ80の収縮時、仕切りプレート70を下降させてキャビティ同士を連通させる。更に、見切りライン11の左右縁部において、仕切りプレート70、膨張・収縮チューブ80を一般部10aと縦壁部10bに分割し、動作方向を相違させることで、一般部10aと縦壁部10bとの厚みを均一に制御する。
(もっと読む)
半導体チップの圧縮成形方法及び金型
【課題】基板5に装着した半導体チップ4を樹脂成形体16に圧縮成形する金型1(上型2と下型3)に設けた下型キャビティ9内で成形される樹脂成形体16の厚さを効率良く高精度で一定に形成し、離型フィルム8を被覆したキャビティ9内に供給した樹脂材料10の量の過不足を効率良く調整し、離型フィルム8の「しわ」を効率良く伸長する。
【解決手段】キャビティ底面部材12による下型キャビティ9内の樹脂加圧時に、キャビティ底面部材12を所要の位置で係止部材17にて停止することにより、樹脂成形体16を所要の厚さ(下型キャビティの深さ)Aに圧縮成形し、更に、摺動部材18を下型キャビティ9内に突き出すことにより、下型キャビティ9内で不足した樹脂量を摺動部材18の先端部18aの容量で補い、且つ、下型キャビティ9内の離型フィルム8を、摺動部材18を突き出して伸長する。
(もっと読む)
21 - 40 / 134
[ Back to top ]