
Fターム[4F202CK74]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121) | 特別な可動手段によるもの (581) | 流体圧手段 (169)
Fターム[4F202CK74]に分類される特許
1 - 20 / 169
ブロー成形機、金型部品の取り付け方法及び金型ユニット
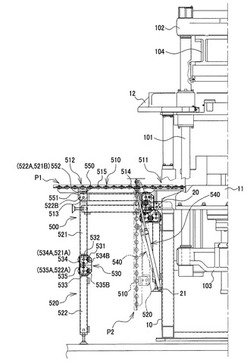
【課題】 金型部品を搬入または搬出する作業の負担を軽減できるブロー成形機を提供すること。
【解決手段】 ブロー成形機は、ブロー成形機に対して搬入または搬出される金型部品を支持する支持部材510,610と、支持部材をブロー成形機の外方に向けて水平に突出する突出位置P1,P5と収容位置P2,P6とに移動させる移動機構520,720と、を有する。ブロー成形機は第1固定支点軸20,23を有し、支持部材は、基端部は第1固定支点軸に回動自在に支持され、自由端部には第1可動支点軸513,713が設けられる。移動機構は、互いに回動自在に連結された複数のリンク521,522,721,722を含み、複数のリンクの一つは支持部材の可動支点軸に回動自在に支持され、支持部材が突出位置に設定されるときに、第1角度固定具530,730により複数のリンクが一直線状に維持されて、複数のリンクが支持部材の自由端部を支持する脚部となる。
(もっと読む)
樹脂射出圧縮成形方法、および、射出圧縮成形装置

【課題】 装置や金型の構成を複雑化・大型化することなく、厚肉な熱可塑性の樹脂成形物を製造することができる樹脂射出圧縮成形方法を提供する。
【解決手段】 金型の固定側が熱可塑性樹脂で溶融充填されるキャビティとスライドコアを有する金型、および、射出成形機を用いて、熱可塑性樹脂を圧縮して射出成形体を得る樹脂射出圧縮成形方法であって、スライドコアが、熱可塑性樹脂が溶融充填される際に樹脂量と連動して後退しながらスライドし、さらに、樹脂供給開始後に金型充填容量の20%から80%の樹脂を射出スクリューの先端側に貯留し、射出スクリューの回転により、樹脂を可塑化しながら射出シリンダーから注入した後に、さらに、射出スクリューの先端側に貯留した溶融樹脂で金型充填容量の80%から20%を高速射出し、スライドコアを固定側にスライドさせて、熱可塑性樹脂の射出圧縮成形体を成形する樹脂射出圧縮成形方法。
(もっと読む)
一体成形された細長い要素を有する容器
【課題】燃料タンクの剛性を高め、燃料タンク壁厚を薄くすることにより、使用材料の量を減少させる燃料タンクの形成方法および成形用装置を提供する。
【解決手段】燃料タンクを形成するためのキャビティを用意する工程と、前記キャビティ内に一以上の細長い要素(例えばワイヤの補強材)を挿入する工程と、前記キャビティ内で前記細長い要素の近くにパリソンを配置する工程と、前記パリソンに流圧を加え、これにより前記パリソンを変形させて前記パリソンの表面に前記細長い要素を係合させ、一体化させる工程とにより、燃料タンクを形成する。
(もっと読む)
取付部を備えた容器
【課題】ブロー成形時に、容器、例えば、車両用燃料タンクの取付部付燃料給油口を成形する方法と装置を提供する。
【解決手段】取付部36を備えた容器12を成形する方法は、成形面と、前記成形面の一部を画定する凹型領域24と、分割するために互いに開くと共に密閉するために互いに閉じる金型部14と、を有する金型、を設ける工程を有する。金型が開いた時に、溶融プラスチックパリソン16が金型に提供され、その後、金型が閉じられる。そして、パリソンの一部が凹型領域に入るように、パリソンが成形面に対して膨張する。凹型領域内に設けられたパリソンの一部は、取付部を画定するために、前記金型およびパリソンに関連して二次成形装置40を動かすことによって成形される。
(もっと読む)
射出成形方法、射出成形品及び射出成形金型
【課題】高い面精度が要求される高品質要求面と、高品質要求面よりも要求される面精度が低い面とを有する射出成形品において、高品質要求面に発生するヒケを要求される面精度が低い面よりも抑制すること。
【解決手段】可動入れ子6を含む固定側金型2と可動側金型4との間に形成されている成形空間へ射出された溶融樹脂Rの表面を可動入れ子6と接触した状態で冷却して固化させ、可動入れ子6と接触した状態で表面が固化した溶融樹脂Rが内部の固化を完了する前に可動入れ子6を移動させて、溶融樹脂Rと可動入れ子6とを離間させた状態で、溶融樹脂Rを冷却して内部の固化を完了させる。
(もっと読む)
樹脂成形品の製造方法
【課題】第1層及び第2層を射出成形によって製造する場合において、第2層の端末処理作業を廃止することができる樹脂成形品の製造方法を提供する。
【解決手段】第1型40と第2型50とを型閉じするとともに、中子60を第1型40及び第2型の双方に当接させた状態とすることで、基材11を成形するための基材成形空間15を形成する第1型閉じ工程と、基材成形空間15に樹脂を射出して基材11を成形する第1層成形工程と、第1型40と第3型70とを型閉じすることで、表皮材本体部22を成形するための本体部成形空間25Aを形成するとともに、中子60を第1型40及び第3型70の双方に当接させた状態とし、表皮材折返部23を成形するための折返部成形空間25Bを形成する第2型閉じ工程と、本体部成形空間25A及び折返部成形空間25Bに樹脂を射出して表皮材21を成形する第2層成形工程と、を備えることを特徴とする。
(もっと読む)
樹脂封止成形品の製造方法
【課題】複雑な工程を要さず、1回の成形工程で所定の外形形状と電子部品の品質を確保できる樹脂封止成形品の製造方法を提供することを目的とする。
【解決手段】電子部品11に当接しない距離で成形品外形面Aよりも天面が金型キャビティの中心側に突き出しているスリーブピン12と冷媒により冷却されているセンターピン13a〜13dを備え、下側保持材14a,14bと上側保持材15a,15bをインサートすることにより冷却され寸法収縮する。寸法収縮しているため、樹脂封止後の熱膨張により保持材14a,14b,15a,15bと封止樹脂40との境界面は締まりばめとなり、境界面の密着力が高くなる。
(もっと読む)
プリフォームの射出成形装置、射出成形方法及び合成樹脂製壜体
【課題】 本発明はプリフォームの周壁内で、所定の範囲に所定の層厚の着色層を高精度に主材層に積層するための、射出成形装置および射出成形方法を創出することを課題とするものである。
【解決手段】 本発明の射出成形装置に係る構成は、主材樹脂と第2の樹脂を合流させて合流樹脂体を形成するノズル部を、外側から順に、主材樹脂が流動する外流路と、第2の樹脂が流動する内流路と、これら外流路と内流路からの主材樹脂と第2の樹脂が合流する円柱状の合流路を配設し、また、外流路の合流路への第1合流部を所定の間隔を置いて、内流路の合流路への第2合流部の下流側に配設し、合流路に摺動可能に円柱状のシャットオフピンを挿入配設し、このシャットオフピンの摺動位置により、第1合流部あるいは第2合流部、またはその双方を遮断あるいは開放する機能が発揮される構成とする。
(もっと読む)
管状中空成形品の製造方法及び成形型
【課題】異なる径部分を有し、かつ異なる径部分における中空内周面の内径も異なる管状中空成形品を効率的かつ容易に製造することができる管状中空成形品の製造方法及び成形型を提供する。
【解決手段】基準中空内周面に対して拡径した中空内周面を有する大径部を端部に有する管状中空成形品60を成形する成形型10を用いた管状中空成形品の製造方法において、キャビティ面との間で大径部を成形するとともにキャビティ13と成形型10の外部とを連通する加圧ポート34のキャビティ13側にフローティングコア50が保持された中子20をキャビティ13の一端部に装着して成形型10を型締めし、キャビティ13に溶融材料を充填した後に加圧ポート34から圧入される加圧流体によってフローティングコア50を溶融材料中に押し出してキャビティ13に沿って進行させて管状中空成形品60の基準中空内周面を成形する。
(もっと読む)
繊維強化プラスチックの成形方法とその成形装置
【課題】開断面をもつ繊維強化プラスチック成形品の成形時の、成形金型として片側の金型だけを使って、金型の製作コストを半減させると同時に、押圧成形の成形コストを低減させる繊維強化プラスチック成形品の成形方法とその成形装置を提供する。
【解決手段】押圧成形用の一対の成形型のうち、一方を従来と同様の金型(2)を使い、他方の成形型を内部に多数の粒体(31)を収容した可撓性袋体(32)からなる変形自在な変形型(3)を使う。側壁部(12)を有するハウジング(1)の床面部(11)に前記変形型(3)を載置し、その上にプリプレグ(4)を載せて、プリプレグ(4)を片側の金型(2)に所定の加重をかけて押圧する。このとき、片側金型(2)のキャビティ面にてプリプレグ(4)の片面を成形し、同時にプリプレグ(4)の他面をプリプレグの片面側の変形に追随させて変形する変形型(3)によって押圧成形する。変形型(3)の変形は内部の粒体(31)の流動によりなされる。
(もっと読む)
射出成形機
【課題】型締中における金型コアによる溶融樹脂の圧縮をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】固定金型21の端面SF1と、可動金型22の端面SF2と、可動金型22に対してX1−X2方向にスライド可能に取り付けられる枠型コア22fの内面SF3とによって形成されるキャビティ空間CVに溶融樹脂HRを充填する射出成形機100は、キャビティ空間CV内の溶融樹脂HRに対して、可動金型22の金型コア22aを押し付ける型締装置10と、金型コア22aによる溶融樹脂HRの圧縮力及び圧縮速度の少なくとも一方を可変制御可能な圧縮制御部52とを備える。
(もっと読む)
繊維強化プラスチックの成形方法
【課題】成形用金型による中空状の断面をもつ成形品の成形時に、加圧気体や加圧流体を用いる大型のプレス機を不要として、中子の内圧を高めて変形させることができ、しかも、中子の内圧を高めたときに、上型が下型から離れる方向に移動することを防いで、高品位の成形品が得られる金型間隔保持手段を備えた、成形用金型を用いた繊維強化プラスチックの圧縮成形方法を提供する。
【解決手段】粒体4aを伸延性ある包装材で包装した中子4 を用い、上型2 を下降して下型1との間でプリプレグ3 を加圧して圧縮成形するとき、金型間隔保持手段20を作動させて、左右一対の押え部材21a,21a で上型2 が上方に移動することを阻止する。同時に、下型1に設けたピストンロッド5aをキャビティ内に突出させて、中子4 の一部を押圧する。中子4 をピストンロッド5aで押圧することにより、中子4 の粒体4aを流動させながら変形させ、中子4 とプリプレグ3 間にあった空隙をなくす。得られる成形品には内部にボイドがなく高品質が得られる。
(もっと読む)
羽根車の成形型および羽根車の成形方法
【課題】導入路を囲む羽根が湾曲し、かつ導入路が外周側(高さH01)、中心側(H02>H01)で傾斜して形成される羽根車を、支障なく樹脂で一体成形する。
【解決手段】導入路を成形する多数の単位金型30は放射求心に移動し、成形の第1位置、後退の第2位置をとる。単位金型30は第1単位金型31と第2単位金型41とからなり、先端32a、43aを重ねてA状態として(先端高さH=H02 )は羽根車を成形する(a)。成形が完了したならば、第2単位金型41のみをG方向に回転して、第2単位金型41が収容部35に後退したB状態をとり(先端高さH<H01)、第1単位金型31に取り付けた操作具75の第1係止突起79を第2単位金型の係止溝71に係止してB状態を維持する(b)。この状態で、成形した羽根車から単位金型30を放射状に抜いて、第2位置をとることができる。
(もっと読む)
ポリウレタン発泡体成形装置
【課題】成形型からのポリウレタン樹脂の漏出を防止しながらも、表面凹みやパンクの発生が十分に防止された発泡成形体を生産性よく、かつ簡便に製造する発泡体成形装置を提供すること。
【解決手段】上型11および下型12を有する成形型10;下型を支持し、空気の注入または排出により下型を上下方向で移動させるエアバッグ20;およびエアバッグ内部の空気圧力を低減させ、発泡成形時に型開けと型締めとを瞬間的に起こす減圧機構50を有することを特徴とする発泡体成形装置。
(もっと読む)
テンプレートチャック、インプリント装置、及びパターン形成方法
【課題】様々な厚さ、材料、形状のテンプレートの保持及び変形制御が可能なテンプレートチャック、インプリント装置、及びパターン形成方法を提供する。
【解決手段】インプリント装置用のテンプレートチャック111であって、前記テンプレートチャックは、テンプレート101の上面及び下面にそれぞれ接触させて、前記テンプレートを上下方向から挟み込むための第1及び第2の構造体401,402と、前記テンプレートの側面に接触させて、前記テンプレートを側面方向から挟み込むための複数の接触部材403とを備える。更に、前記テンプレートチャックは、前記複数の接触部材を介して前記テンプレートに応力を加えることで、前記テンプレートを変形させる変形制御装置404を備える。更に、前記第1の構造体、前記第2の構造体、及び前記複数の接触部材は、それぞれが個別に駆動可能なよう構成されている。
(もっと読む)
成形品の取り出し方法
【課題】 アンダーカット部分をまくりあげることなく成形品を金型から離型させて取り出すことができる成形品の取り出し方法を提供する。
【解決手段】 下型5に対して上型4を離脱させる上型離脱工程と、左右の外スライドコア6a,6bを成形品1より離脱させる外スライドコア離脱工程と、左右のアンダーカット部分3a,3bを成形する夫々2分割された左右の傾斜コア7a,7b,7c,7dを、その左右両端の幅W1,W2が対向する成形品1の端部間距離D1,D2よりも短くなるまで互いに接近させると共に押し上げる傾斜コア接近押上工程と、テール部2のアンダーカット部分2aを成形する直押しコア8を押し上げ、傾斜コア7a,7b,7c,7dを成形品1より離脱させる傾斜コア離脱工程と、成形品1を吸着手段15で吸着して移動させ、直押しコア8を成形品1より離脱させる直押しコア離脱工程を備えた。
(もっと読む)
カセット式射出成形用金型
【課題】母型に複数のカセット型を同時装着して複数の成形品を高品質かつ高精度に同時成形するカセット式射出成形用金型を提供する。
【解決手段】成形品25はカセット型の可動型18と固定型23で成形される成形品、成形品26はカセット型の可動型19と固定型24で成形される成形品である。先ず射出成形時には通常の型締めを行い、完全に型締めが終了した後、カセット型の可動型18及び19を支持している調整プレート43a及び43bが受ける圧力を圧力センサ44a及び44bにて測定する。測定の結果、測定値に差が無い場合はそのまま成形を行う。測定値に差がある場合は調整装置40a又は40bの駆動機構42a又は42bを型締め方向又は型締めとは逆方向に駆動し、圧力センサ44a及び44bの測定値を一致させる。
(もっと読む)
多層発泡基材及びその製造方法
【課題】剛性に優れた取り付け部を備える多層発泡基材及びその製造方法を提供する。
【解決手段】本発明の多層発泡基材1は、第1スキン層11、樹脂発泡層12及び第2スキン層13を順に備えたものであって、この多層発泡基材1には、他部品2を取り付けるための取り付け部が形成されており、取り付け部では、第2スキン層13が樹脂発泡層12に引き込まれた引込部分が形成されており、引込部分の第2スキン層13は一体化して第1リブ14とされている。また、取り付け部には、取り付け孔が備えられており、他部品2は、取り付け孔に挿入される軸部21を有し、軸部21の端には軸部21の径よりも幅広の頭部22が備えられ、取り付け部のうち頭部22が覆う領域に第1リブ14が形成されていてもよい。
(もっと読む)
中空品の成形用射出ノズル
【課題】本発明は、射出した成形材料と接触する部分の構造を改良し、中空部分の壁面の均一化及び成形サイクルの短縮化を実現できる中空品の成形用射出ノズルを提供するものである。
【解決手段】本発明の成形用射出ノズル1は、ノズル本体2の一端に設けた金属製のインジェクターノズル部4を構成する筒状の吐出端部4aと、ノズル本体2内に進退可能に配置したインジェクターピストン6の前進駆動により吐出端部4aに挿入されるノズル端部7aと、ノズル端部7aをインジェクターピストン6の後退駆動により吐出端部4aから退避させた状態で、吐出端部4a内を経てその突出端から前記キャビティ42内に吐出されている成形材料43内に高圧ガス、高圧水を圧送する高圧ガス流通孔13、高圧水流通孔15と、ノズル端部7aの成形材料43と接触する先端部分に装着した低熱伝導率チップ20とを有する構成としたものである。
(もっと読む)
離型剤塗布方法、離型剤塗布装置、及び離型剤供給装置。
【課題】タイヤ加硫用ブラダが取り付けられた型に対する離型剤の付着が抑制された離型剤塗布方法、離型剤塗布装置、及び離型剤供給装置を提供することを目的とする。
【解決手段】挿入工程においてケース42の内部にブラダ18を挿入する。次に、ブラダ18を膨張させ、ケース42の内壁42Dに設けられた塗布部材44にブラダ18の外面を接触させる。そして、塗布工程において、ブラダ18の中心軸Cを中心としてケース42を回転し、ブラダ18の外面に沿って塗布部材44を周方向へ移動させる。これにより、膨張したブラダ18の外面に接触した塗布部材44によって、ブラダ18の外面に離型剤が塗布される。
(もっと読む)
1 - 20 / 169
[ Back to top ]