
Fターム[4F202CL17]の内容
プラスチック等の成形用の型 (108,678) | 型締め、型開閉 (2,962) | 駆動力発生手段 (613) | 流体圧シリンダを有するもの (265) | 空気圧を利用するもの (23)
Fターム[4F202CL17]に分類される特許
1 - 20 / 23
圧力パッドを有しプラスチック製予備成形物をプラスチック製容器に成形するための装置
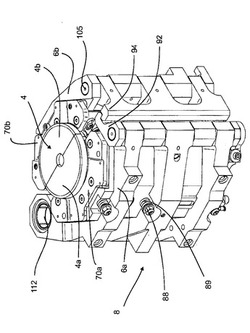
【課題】圧力パッド配列の圧力パッドは、少なくとも一方のブロー金型運搬部と当該ブロー金型運搬部に配置されたブロー金型部とを両者の間に作用する力によって互いに引き離すために、流動性を有する圧力媒体を作用されることができる、プラスチック製予備成形物をプラスチック製容器に成形するための装置を提供する。
【解決手段】圧力パッド配列は、ブロー金型運搬部6aとブロー金型部4aとの間に作用する力が、ブロー金型部4aの周囲方向の第1の所定の領域B1に作用する第1の力成分F1と、ブロー金型部4aの周囲方向の第2の所定の領域B2に作用する第2の力成分F2とを有し、第1の領域B1と第2の領域B2とが互いに離れて位置し、第1の力成分F1および第2の力成分F2の方向が互いに対して0°ではない角度をなすように設計される。
(もっと読む)
ブロー成形型開閉機構および二軸延伸ブロー成形機

【課題】型開閉動作を円滑に行うことのできる小型でコンパクトな構成のブロー成形型開閉機構を提案すること。
【解決手段】型開閉機構23では、左右一対の第1、第2ブロー成形型21、22の下方に配置した揺動板41の左右の第1、第2揺動端部41a、41bの上下方向の揺動運動を、垂直に配置した第1、第2連結軸45、46を介して、左右の第1、第2昇降スライダ51、52の昇降運動に変換し、これらの昇降運動を左右の平行リンク機構61、62を介して左右の第1、第2ブロー成形型21、22の開閉運動に変換している。トグルリンク機構の屈伸運動によって型開閉動作を行う場合のような複雑なリンク機構を用いる必要がないので、型開閉動作を円滑かつ高速で行うことができる。型開閉機構の構成部品点数を削減できるので機構の小型・コンパクト化を実現できる。
(もっと読む)
樹脂成形装置及び樹脂成形方法
【課題】複数のキャビティによる高い生産性を保持しつつ、成形樹脂の品質のばらつきの発生を回避することが可能となる。
【解決手段】上型108A、108Bと下型112A、112Bと対をなす金型を2対有し、且つ上型108A、108Bと下型112A、112Bを相対的に接近・離反させるエアシリンダ144を有する打錠プレス100において、エアシリンダ144は互いの移動方向が逆方向とされ移動することにより互いに反力を受けるシリンダ本体146及びロッド150を備え、シリンダ本体146が一方の対の下型112Bに連結され、ロッド150が他方の対の下型112Aに連結され、シリンダ本体146及びロッド150の移動により上型108A、108Bに対する下型112A、112Bの相対的な接近・離反が2対の金型で行われる。
(もっと読む)
ポリウレタン発泡体成形装置
【課題】成形型からのポリウレタン樹脂の漏出を防止しながらも、表面凹みやパンクの発生が十分に防止された発泡成形体を生産性よく、かつ簡便に製造する発泡体成形装置を提供すること。
【解決手段】上型11および下型12を有する成形型10;下型を支持し、空気の注入または排出により下型を上下方向で移動させるエアバッグ20;およびエアバッグ内部の空気圧力を低減させ、発泡成形時に型開けと型締めとを瞬間的に起こす減圧機構50を有することを特徴とする発泡体成形装置。
(もっと読む)
光学素子の製造方法
【課題】成形型とともにキャビティを構成する別部材を用いる場合に、成形面から転写される光学機能面に非対称性の誤差等が発生することを防止する成形方法を提供する。
【解決手段】変形スリーブ14の内部に下型11、上型12を、そのそれぞれの成形面を、外周規制部材13を介して対向させて配置することで、キャビティC1を構成し、このキャビティC1に熱可塑性の成形素材15を装填して加熱/加圧して光学素子に成形する工程において、成形時に、下型11、上型12、外周規制部材13を変形スリーブ14で拘束することで、それぞれの成形面、変形スリーブ14の同心度を確保し、冷却による硬化時に変形スリーブ14による外周規制部材13の拘束を解除して、冷却中の光学素子を自由に熱収縮させることにより、光学素子における熱応力による歪み等に起因する、アス、コマ収差等の非対称性の誤差の発生を防止する。
(もっと読む)
高さが異なる中空突起を有するシート成形体およびその製造装置
【課題】 種々の複雑な形状を有する製品を、製品の凹凸に対応した形状に適合して包装できる中空突起を有するシート成形体およびそれらを効率よく製造する手段に関する。
【解決手段】 樹脂シートの片方の面又は両面に、樹脂シートの一部が変形されることによって多数の中空突起が形成されているシート成形体であって、少なくとも片面にある突起の数の10%以上の中空突起の高さが、15%以上の高さの差を有することを特徴とする、高さが異なる中空突起を有するシート成形体、および高さを異にする針状型により高さを異にする中空突起を有する成型体の製造装置。
(もっと読む)
型締め装置
【課題】 大きな容量の流体供給源を必要とせずに長い型閉ストロークを確保できるとともに、確実な型締め動作を行うことができるようにした型締め装置を提供する。
【解決手段】 筒状の密閉構造をなし、先端面に環状の挿通溝(21B)が形成されたシリンダ(21)と、シリンダに進退自在に内蔵され、型閉ストロークの間にシリンダ後端面との間に高圧流体を吸引し、シリンダ後端面との間に高圧流体が加圧供給されたときに高圧流体の圧力を受けてピストン先端面に向けて前進されるピストン(22)と、先端が封鎖された筒状をなし、先端に金型取付け部(23A)が設けられ、後端がシリンダ先端面の挿通溝からシリンダ内に挿入されてピストンに固定され、高圧流体によるピストンの前進によって前進されて金型の型締めを行うピストンロッド(23)と、を備える。
(もっと読む)
射出成形機
【課題】一定品質の加飾成形品を安定して製造できるようにする。
【解決手段】成形凹部100の開口を覆って加飾フィルムFが張られた状態の下型30Yが、エアシリンダ45の駆動により半締め位置に上昇すると、上型30Xの環形切断刃111が加飾フィルムFを成形凹部100の開口縁に押し付けて密着し、供給口114から溶融樹脂Pが射出されたのち両型30X,30Yが本締めされることで加飾成形品が成形される。下ダイプレート31Yの対角の角部に被突当部70が設けられる一方、縦フレーム12の所定高さ位置に突当部73が設けられる。下型30Yが半締め位置に上昇する終盤で、被突当部70が突当部73に下方から当たることにより下型30Yが常に一定の上昇位置で停止し、このとき環形切断刃111の先端と、下型30Yの上面との間には、加飾フィルムFの厚さよりも若干小さい所定寸法sの間隔が取られる。
(もっと読む)
樹脂製スロットルボディの射出成形方法及びこの樹脂製スロットルボディの射出成形用金型及び樹脂製スロットルボディ
【技術課題】熱可塑性樹脂を用いたの射出成形において、真円度が高く、機械的強度に優れたスロットルボディの成形方法および金型及びスロットルボディを提供する。
【解決手段】円筒状ボア部2の一端に取り付け用のフランジ5を形成したスロットルボディ1を成形するための金型キャビティ10において、スロットル弁が組み込まれるボア部2の外側に加圧流体注入口6を設け、キャビティ10内に樹脂を充填後、キャビティ内の圧力が低下したタイミングに合わせて加圧流体注入口6から不活性ガス等の加圧流体を注入してスロットル弁が位置するボア部2の外側領域に圧力をかける。次に、樹脂保圧をかけ、この保圧停止後も加圧流体圧をかけながら冷却を行い、固化後に型開きを行って成形品を取り出す。この結果、ボア部2の内径部3において、限りなく真円度を高めることができる。
(もっと読む)
高周波誘電加熱装置、及び高周波誘電加熱方法
【課題】円筒状の被加熱材を厚さ方向、軸方向の両方において、均一に加熱する。
【解決手段】加硫成型装置10は、内型20と外型40を備える。内型20の外周面27には、筒状に形成された被加熱材30を装着する。外型40は、略円筒形の収納室を有し、その内周面に沿うように円筒形の電極材65を備える。電極材60の内部には、被加熱材30を装着した内型20を配置する。外型40のゴムジャケット43は、圧力媒体によって、電極材60を介して、被加熱材30を加圧する。電極材65と内型20の間に高周波電圧を印加し、高周波誘電によって被加熱材30を加熱する。内型20内の中空部28には、加熱媒体を供給し、被加熱材30を加熱する。外型40の外周を取り囲むように補助加熱装置90を設け、補助加熱装置90によっても被加熱材30を加熱する。
(もっと読む)
射出成形機
【課題】コンパクトにまとまりかつ安価に対応できる射出成形機を提供する。
【解決手段】上型30Xと下型30Yの型締めと型開き用にエアシリンダ15が設けられるとともに、下型30Yと下ダイプレート31Yとの間に、ブースタ60を介して作動エアで駆動される油圧シリンダ50が配される。可動受け体40が前向きのエアシリンダ45により受け位置R1と受け解除位置R2との間で往復駆動される。型締めされたのち(I)、可動受け体40が受け位置R1に駆動され(II)、油圧シリンダ50が駆動されることで(III) 、上下のダイプレート31X,31YがCフレーム20の上フレーム23と、可動受け体40の受け面41で挟まれて受けられつつ、上下の型30X,30Yが高圧で型締めされて同圧力が保持され、これによりキャビティ内に射出供給された溶融樹脂が圧縮されて樹脂成形品が成形される。
(もっと読む)
パーティングロック装置及びその装置を備えた金型装置
【課題】金型のパーティングロックにエアを採用し、そのエアを型閉状態でのみエアシリンダに供給できるように構成して、型閉前には作動せず、型閉抵抗による異物検出装置に影響を与えないパーティングロックを、エア作動のロックロッドと直交位置するロックプレートとの嵌合により行えるようにする。
【解決手段】本体ブロックの内部にリターンスプリングを備えるエアシリンダと、エアシリンダのピストンと一体のロックロッドと、本体側方からエアシリンダのピストン加圧側に穿設したエア供給路とを設ける。本体ブロックの側面に当接する当接ブロックに、当接側面から突出してロックロッドの先端と直交位置するロックプレートを設ける。本体ブロックとの当接時にエア供給路と連通するエア通路とを設ける。
(もっと読む)
射出成形機
【課題】コンパクトにまとまりかつ安価に対応できる射出成形機を提供する。
【解決手段】上型30Xと下型30Yの型締めと型開き用にエアシリンダ45が設けられるとともに、下型30Yと下ダイプレート31Yとの間に、ブースタ60を介して作動エアで駆動される油圧シリンダ50が配される。Cフレーム20がロッドレスシリンダ65により受け位置R1と受け解除位置R2との間で往復駆動される。型締めされたのち(I)、Cフレーム20が受け位置R1に駆動され(II)、油圧シリンダ50が駆動されることで(III) 、上下のダイプレート31X,31YがCフレーム20の上下の受け部23,24で挟まれて受けられつつ、上下の型30X,30Yが高圧で型締めされて同圧力が保持され、これによりキャビティ内に射出供給された溶融樹脂が圧縮されて樹脂成形品が成形される。
(もっと読む)
離型方法と離型装置
【課題】成形品に余分な形状を付さずに割れのない高精度な成形品を安定的に得る。
【解決手段】転写面11aと非転写面11bを備えた上側成形型11と、該上側成形型11を移動させるエアシリンダ12と、該エアシリンダ12の移動を制御する制御装置14とを備え、エアシリンダ12は、非転写面11b側に設けられ、エアシリンダ12から所定の力を与える領域を第1の領域30、それと異なる領域を第2の領域31とした場合、エアシリンダ12は、第2の領域31の支点19を使って転写面11aを移動させることが可能な位置に設けられ、制御装置14は、転写面11aの移動速度が略一定となるように、エアシリンダ12の駆動を制御する。
(もっと読む)
回転ハンドルの圧縮成形方法
【課題】インサート金具を封入した熱硬化性樹脂製回転ハンドルをバリ発生少なく圧縮成形する。
【解決手段】円筒状インサートボス金具90の底部に接触して位置決めする突き出しピン57を下金型中央部に備えるとともに、把手インサート用円筒状ナット金具91底部に接触して位置決めする突き出しピン58を備え、かつ、型窩60につながる樹脂流路溝60dを下金型上表面に備えている下金型50aと、前記円筒状インサートボス金具の上部に接触するボスキャップ67と前記円筒状ナット金具上部に接触するナットキャップ68を備える上金型50bよりなる圧縮金型50を用い、型窩60に熱硬化性樹脂バルクを敷設した後、圧縮成形金型50を加熱しながら型締めを行い、加熱を続行して熱硬化性樹脂を硬化させることにより熱硬化性樹脂環状ハンドル本体が前記円筒状インサートボス金具の外周回りに形成された回転ハンドル40を生産する。
(もっと読む)
熱成形機
【課題】下側プレート及び上側プレートをともに牽引するために、下側プレート及び上側プレートのより好適な連結を確実に行う熱成形機を提供する。
【解決手段】フレームと、成形部を受承するための第1及び第2のプレートと、これらプレートの少なくとも一方が前記フレームに対して位置調節が可能であることと、プレートの相対位置を調節するための駆動手段と、第2のプレートを第1のプレートの方向に牽引するための牽引機構と、該牽引機構は、前記プレートの一方に取り付けられた少なくとも1つの牽引装置を備え、該牽引装置が牽引ロッドを有し、該牽引ロッドは、第1及び第2のプレートの相対位置の調節時に、前記プレートの他方に取り付けられた対応するクランプ装置と摩擦固定により連結されることによって挟持可能であることとを含む熱成形機。
(もっと読む)
ジンバル機構を備えた転写装置及び同装置を用いる転写方法
【課題】 型を保持するためのフレキシブルな素材に代えてジンバル機構を採用して構造をシンプルにすると共に、押し付け力や温度変化等による位置ずれをより小さく抑える。
【解決手段】成形用の基板を搭載するテーブル11と、転写用の型41をテーブル11の面側に固定保持する型保持体と、型保持体を一方の面側に保持すると共に他方の面側に凸球面部を形成してなるジンバル部材201と、前記凸球面部と対接する凹球面部を形成したジンバル部材203と、前記ジンバル部材203を保持しテーブル11の面に対し進退可能な可動体19と、弾性体255を用いて、前記ジンバル部材201の姿勢を調整保持する姿勢調整及び保持手段とを有する転写装置である。
(もっと読む)
容器ブロー成形方法および装置
方法および装置は、加熱路の領域で予め加熱された熱可塑性材料からなるプリフォームから容器をブロー成形するために使用される。プリフォームは、その加熱後にブロー装置に引き渡され、この装置において、プリフォームは、ブロー成形型内部でブロー成形圧を作用させることによって容器に成形される。ブロー成形型は、少なくとも2つのブロー成形型セグメントからそれぞれ構成される。プリフォームは、ブロー成形型と共に、回転ブローホイールの周回路の部分に少なくとも沿って搬送される。ブロー成形型セグメントの分離面は、少なくともブローステーションの開口状態で、ブローホイールの回転方向にてブローホイールの半径方向に対し或る傾斜角で前方斜めを指しつつ位置決めされる。ブローステーションのこの位置決めは、受け渡し工程の実施中に少なくとも一時的に行われる。 (もっと読む)
ダイカスト装置およびダイカスト方法
【課題】成型品の品質の向上と作業性の両立を可能としたダイカスト装置を提供する。
【解決手段】ダイカスト装置1に、合わせ面にキャビティ11が形成された固定型3・可動型4からなる金型2と、該キャビティのキャビティ面41bから該可動型の背面42bに貫通する収容孔に摺動可能に収容される押し出しピン61a・61b、該押し出しピンの基部が一方の面に固定される移動板62、および該移動板の他方の面に固定される摺動ピン63a・63bを具備し、該キャビティに付着した成型品を剥離して取り出すための取り出し部材6と、該移動板を押し出しピンの摺動方向に移動可能に収容するとともに該収容孔と連通するチャンバー12を形成するとともに、該取り出し部材の摺動ピンの中途部を摺動可能に支持するチャンバー形成部材7と、該キャビティおよび該チャンバーを加圧および減圧するキャビティ加減圧装置8・チャンバー加減圧装置9と、を具備した。
(もっと読む)
成形装置および成形方法
【課題】通常の成形では成形材料が充填しない、または充填しにくい薄肉の部位を有する成形品を、特殊な成形機や装置を必要とせず、金型表面の形状を精度良く転写し、効率良く成形する。
【解決手段】成形材料を充填して成形品を成形する成形金型50の一部を構成するキャビティブロック64を有し、キャビティブロック64の移動により成形金型50に充填される成形材料の一部を所望の厚さまで圧縮する成形金型50および成形機構20からなる成形装置本体MAを備え、作動ロッド22からの力を増大して前記キャビティブロック64に伝達し駆動するアクチュエータ21を成形装置本体MAに設けた。
(もっと読む)
1 - 20 / 23
[ Back to top ]