
Fターム[4F202CM06]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 型内に設けられた突出し機構 (983) | スリーブ突出しによるもの (64)
Fターム[4F202CM06]に分類される特許
1 - 20 / 64
注型成形品エジェクト装置
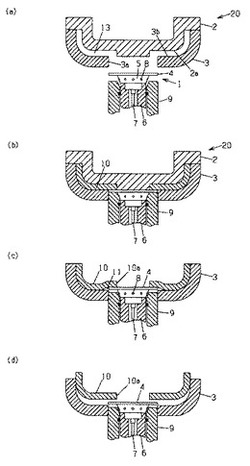
【課題】排出口を有する成形品を容易に脱型させることができる注型成形品エジェクト装置を提供することである。
【解決手段】上金型2と下金型3の間のキャビティ13内で成形品10が形成されると、成形品10の排出口10a部分に配置された閉塞板4で上金型2と成形品10を押圧し、成形品10から上金型2を外すと共に成形品10を部分的にリフトさせる。すなわち成形品10は自身の弾性によって変形し、排出口10a付近の部位が下金型3から剥離し、排出口10a付近以外の部位は下金型3に付着した状態を保っている。そのため、成形品10と下金型3の間には隙間11が形成される。そして、成形品10と下金型3の間の隙間11に加圧気体12を供給する。加圧気体12は隙間11にくさびのように入り込み、成形品10は下金型3から滑らかに脱型する。
(もっと読む)
樹脂封止成形品の製造方法

【課題】複雑な工程を要さず、1回の成形工程で所定の外形形状と電子部品の品質を確保できる樹脂封止成形品の製造方法を提供することを目的とする。
【解決手段】電子部品11に当接しない距離で成形品外形面Aよりも天面が金型キャビティの中心側に突き出しているスリーブピン12と冷媒により冷却されているセンターピン13a〜13dを備え、下側保持材14a,14bと上側保持材15a,15bをインサートすることにより冷却され寸法収縮する。寸法収縮しているため、樹脂封止後の熱膨張により保持材14a,14b,15a,15bと封止樹脂40との境界面は締まりばめとなり、境界面の密着力が高くなる。
(もっと読む)
転がり軸受用保持器及びその製造方法、並びに転がり軸受
【課題】ポケットのバリ取り作業や圧縮専用の別機構が不要で、低コストで寸法精度や強度に優れる転がり軸受用保持器を提供する。
【解決手段】保持器形状と一致するキャビティ本体部と、前記キャビティ本体部の保持器の下端面相当部分から該下端面の幅で形成される円筒状の空所とで形成されるキャビティを有し、かつ、前記空所内を昇降する可動スリーブを備える成形用金型を用いるとともに、前記可動スリーブを前記下部円環部の最終厚さとなる位置よりも降下させた状態で、溶融樹脂組成物を射出して前記キャビティを充填した後、前記溶融樹脂組成物が固化する前に、前記可動スリーブを前記位置まで上昇させて該溶融樹脂組成物を圧縮し、圧縮状態のまま前記溶融樹脂組成物を固化させて転がり軸受用保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
成形用金型、成形用金型の組立方法及び成形方法
【課題】可動側金型に配置され突き出し可能な入れ子と、この入れ子を保持する保持部材に摩耗を生じることが無く、メンテナンス不要で長期にわたって形状の安定した成形品を得ることができる成形用金型、該成形用金型の組立方法及び成形方法を提供すること。
【解決手段】成形面が形成された第1の入れ子を保持する第1の金型と、第1の金型と離接可能となされ、成形面が形成された第2の入れ子を第1の金型の方向に突き出し可能に保持する第2の金型と、を有する成形用金型において、第2の入れ子と第2の金型に、互いに反発するように磁石を配置し、磁石の反発力により、第2の入れ子の突き出し方向に直交する面内の位置決めを行う成形用金型とする。
(もっと読む)
射出成形における、ガス抜きピン
【課題】従来のエジェクタピンのガス抜き方法は、外周部を経路とした排出の為に、ガスから発生した気化した分解物や添加剤の付着や、ガスベントが大きい場合に生じるバリの為に、摺動部のクリアランスを塞いでしまう事による、作動不良の問題があった。
【解決手段】ガス抜きの経路を摺動部とは近接しないエジェクタピンの内側にする事で、作動不良の問題を引き起こす事なく、ガスの排出を可能にできた。
(もっと読む)
動力伝達機構の異常検出手段を備えた射出成形機
【課題】モータなどによって駆動され回転運動を直線移動に変換する複数の駆動装置を有する動力伝達機構に発生する異常検出を、ひずみセンサを用いることによって行うことが可能な射出成形機を提供する。
【解決手段】回転運動を直線移動に変換する複数の駆動装置であるボールネジ14a,14bを駆動するエジェクタ用サーボモータ10と、ボールネジ14a,14bの支持部材であるベアリングハウジング16a,16bに取り付けられたひずみセンサ17a,17bと、同時刻に前記それぞれの支持部材に取り付けられたひずみセンサで検出されたひずみ量を読み取り、ベアリングハウジング16a,16bに取り付けられたひずみセンサ17a,17bで検出されたひずみ量の差の絶対値があらかじめ設定した設定値より大きいか否かを判別し、異常信号を出力する制御装置20と、制御装置20からの異常信号により警報を発生する警報装置22とを備えた射出成形機。
(もっと読む)
ロッド状部材の保持機構
【課題】ロッド状部材の交換作業が容易となるように、ロッド状部材を着脱可能に保持することができるロッド状部材の保持機構を提供する。
【解決手段】ロッド状部材10に取り付けられる保持ブロック11に係止突部12を形成し、この係止突部12が係止される係止段部242と、係止突部12が挿通可能な切り欠き部243とが周縁に沿って隣接して形成された挿通孔241を天面に穿設したハウジング部24、及びベース部21に凹陥状に設けられた収容部22に前記係止段部側へ付勢された状態で収容され、ハウジング部24内に挿通された係止突部12に対して押圧可能に当接する当接部材23とを有する保持部本体20を備える。
(もっと読む)
往復移動を用いる成形物品移送機構
射出成形用金型100、200、300に組み込まれる金型内シャッター140、240、340、440、540が明細書に記載される。金型内シャッター140、240、340、440、540は、第1の成形物品102Aを射出成形用金型100、200、300で成形する工程中に、金型ストローク軸Xに沿って射出成形用金型100、200、300の第1の金型シュー130を延出位置Eに保持し、第1の金型シュー130を型締め組立体996のプラテンと選択的に係合させるように構成されるシャッターアクチュエーター148、548を含む。射出成形用金型100、200、300と共に使用する成形物品移送機構150、250が明細書に記載される。成形物品移送機構150、250は、使用時に射出成形用金型100、200、300に摺動可能に配置されるシャトル154を含む。シャトル154は、(i)内部に配置される第1の金型スタック106A、206A、306Aと、(ii)第1の金型スタック106A、206A、306Aを開くことで内部に受け入れられる第1の成形物品102Aと、を交互に収容する第1の開口156Aを少なくとも部分的に画定する。  (もっと読む)
(もっと読む)
高速かつ低圧縮の熱可塑性材料の回転式成形機
本発明の一実施形態による成形装置は、複数の深絞り加工用圧縮型を備える。各圧縮型は、型キャビティ及び同型キャビティに対応する型コアを有する。回転支持構造が、型キャビティ及び型コアを互いに対して動作可能に支持する。圧縮型は、回転支持構造により形成される閉路を移動する間に開閉する。型材吐出機構が、各圧縮型に所定量の型材を順次導入する。熱源が、圧縮型を加熱し、型閉鎖機構が、加熱された圧縮型を閉じ、型キャビティ及び型コアの間において型材を圧縮して深絞り部品を形成する。冷却源が迅速かつ活発に圧縮型を冷却し、型開放機構が冷却された圧縮型を開く。取出装置が深絞り部品を圧縮型から取り出す。深絞り部品の形成方法も開示されている。本発明によるシステム及び方法により、深絞り部品の圧縮成形が容易になる。 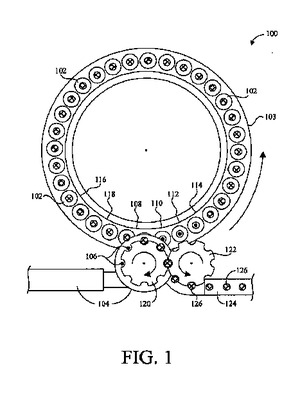 (もっと読む)
(もっと読む)
オフサルミックレンズモールド組立体の製造中における脱型
レンズモールド組立体を脱型する方法、装置及びシステムが開示され、この場合、各々が少なくとも1本のパンチピンを備えたパンチャヘッダの下にレンズモールド組立体を位置決めする。脱型プロセスにおいて、次に、パンチャヘッダを動かしてレンズモールド組立体に当て、各パンチャの少なくとも1本のパンチピンが第1のモールド部分のレンズモールド層を打ち抜き、次に第2のモールド部分の第2のレンズモールド層を押し、それにより2つのモールド部分を互いに分離する。 (もっと読む)
金型装置
【課題】部品点数が少なく構成が簡単であり組み立てに手間と時間がかからない2段突き出しを可能とする金型装置を提供する。
【解決手段】エジェクタ台板15の突き出し動作に伴って、突き出し初期にはコアピン20とスリーブ30とが同時に型抜き方向へ移動し、突き出し途中から移動が規制されたコアピン20に対してスリーブ30のみが型抜き方向へ移動する。
(もっと読む)
ハウジングの成形型構造及びハウジングの成形方法並びにハウジング
【課題】係止ランスを成形するコアの強度が低下することがなく、端子保持力を十分に確保できる係止ランスを成形することが可能なハウジングの成形型構造を提供する。
【解決手段】端子11が係止される端子係止突起17と、この端子係止突起17より自由端側に設けられたランス変位突起18とを有する可撓性の係止ランス15を有したハウジング5を成形する一方の成形型2と他方の成形型3とからなる。一方の成形型2には第1コア部材23が設けられ、他方の成形型3には、第1コア部材23との間にハウジング5を成形可能な空間を形成する第2コア部材35と、第1コア部材23との間に端子係止突起17及びランス変位突起18を成形可能な第3コア部材37とが設けられ、第2コア部材35には係止ランス15が変位可能なランス撓み空間41が設けられ、第1コア部材23にはランス撓み空間41に挿入可能なランス撓み空間挿入部43が設けられる。
(もっと読む)
金型装置および射出成形品の製造方法
【課題】薄肉射出成形品を射出成形する場合であっても、生産性が良く、簡便な構造の金型装置および該金型装置を用いる射出成形品の製造方法を提供する。
【解決手段】金型装置は、スプルー部が形成された固定型20と、前記固定型に対して移動自在に装着された可動型10と、前記可動型に対して装着されたスプルーロックピン11とを有する、射出成形品を成形するための金型装置であって、前記金型装置の内部には、型締め状態で、前記スプルー部に連通するランナー部22とキャビティ部23とが形成され、前記金型装置に注入される樹脂成形材料は、前記スプルー部から前記ランナー部を通過して前記キャビティ部に注入され、前記スプルーロックピンは、前記ランナー部の可動型側の面より樹脂注入側へ所定距離突出するように配置されている。
(もっと読む)
逆流防止弁の製造方法及び逆流防止弁
【課題】 成形工程数が少なく製造コストが安価である逆流防止弁の製造方法
【解決手段】
少なくとも、キャビティとコアピンとからなる金型を用いて逆流防止弁を成形する逆流防止弁の製造方法において、
前記キャビティの中心に、上型ピンと上スリーブピンを配置すると共に、コアピンの中心に、下型ピンと下スリーブピンを配置し、前記キャビティと上スリーブピン及びコアピンと下スリーブピンで囲まれる空間部に樹脂を流入して中栓体を成形すると共に、上型ピンと上スリーブピン及び下型ピンと下スリーブピンで囲まれる空間部に樹脂を流入して、弁体を成形し、前記中栓体と弁体が分離した状態で、同時成形されることを特徴とする逆流防止弁の製造方法。
(もっと読む)
自動車用内装部品および該部品を成形するための射出成形金型
【課題】ボスの当接面が軸線方向に対して傾斜面に形成されているとしても、射出成形金型からの離型時に、当てボスに掛かる斜め横方向の力を軽減してスリーブコアピンの破損事故を防止すべくなした自動車用内装部品および該部品を成形するための射出成形金型を提供する。
【解決手段】車体パネルの傾斜面にボス2を当接させた状態で車体パネルに装着する場合において、ボス2の車体パネル側への当接面2aを、その中央部にボス2のボス軸線に対して直交するように形成した水平面部2a−1と、水平面部2a−1を挟んで両側部にそれぞれ存して車体パネルの傾斜面に対応すべくボス2の軸線に対して傾斜した状態で交差するように形成した一対の傾斜面部2a―2とにより構成した。これに関連して、射出成形金型10側のスリーブピン14の上端面14aに、水平面部14−1およびこの両側部に存する一対の傾斜面部14−2を形成した。
(もっと読む)
射出成形金型
【課題】一方の金型側のパーティングラインから突出したままとなる押し上げブロックの端面が、型締めの際に他方の金型のエッジ部によって損傷するのを回避できる射出成形金型の提供を図る。
【解決手段】押し上げブロック4はコイルスプリング7により成形品Aの離型後、コア型1側のパーティングラインP・Lから突出したままとなるが、型締めの際にキャビティ型2の押し戻しブロック10が押し上げブロック4の端面に先き当りして、押し上げブロック4がコア型1側のパーティングラインP・Lと面一に整合する位置まで押し戻されるので、押し上げブロック4がキャビティ型2のエッジC当りにより損傷するのが回避される。
 (もっと読む)
(もっと読む)
射出成形装置および射出成形方法
【課題】樹脂製の中空成形体を雄金型から容易に外すことが可能となる技術を提供することを目的とする。
【解決手段】 射出成形装置20であって、雌金型400と、雄金型500とを備え、前記雄金型500は、雄金型本体501と、前記雄金型500の頂部に配置され、前記雌金型400と前記雄金型500との間のキャビティ310に成形される中空成形体300を押し上げるための押し上げコア510と、前記押し上げコア510に設けられ、前記押し上げコアが前記中空成形体300を押し上げたときに前記中空成形体300と前記雄金型500との間に生じる隙間700にエアを吹き出すためのエア吹き出し口537と、を有し、前記射出成形装置20は、さらに、前記押し上げコア510を前記雄金型500の頂部方向に押し上げる押し上げ装置520、525を備える。
(もっと読む)
円筒状成形品の射出成形用金型、射出成形方法及び成形品
【課題】円筒状成形品を良好な寸法精度で得ることができる射出成型用金型を提供する。
【解決手段】
本願発明の射出成形用金型は、固定側金型および可動側金型を有し、固定側金型および可動側金型の少なくとも一方が、成形品の内面を形成するコアピンを有し、コアピンの全長が、上記コアピンを有する側の金型の厚みの10〜80%である。また、上記コアピンが、キャビティを形成する他の部材を構成する材料よりも10〜99%低い熱伝導率を有する材料で構成された金型も提供する。また、上記コアピンが断熱部分を有する金型も提供する。
(もっと読む)
射出成形装置用金型
【課題】 コアピンの冷却効率向上させ、射出成形サイクルを短縮する。
【解決手段】 射出成形用金型100のコアピン130を固定コアピン130Fと可動コアピン130Mとで構成し、コアピン冷却流体流路を前記可動コアピン130M側に設けた射出成形用金型100において、前記固定コアピン130Fに伝熱孔130FDを設け、前記可動コアピン130Mを、前記固定コアピン130Fの伝熱孔130FDに挿入密着して、固定コアピン130Fを冷却する様にした。この結果、可動コアピン130Mと固定コアピン130Fと間の熱伝導面積が拡がり、従来、冷却効率が低かった固定コアピン130Fが効率良く冷却されるようになり、その結果、射出成形サイクルの短縮による、射出成形品101の生産コストの削減が可能になった。
(もっと読む)
内面にアンダ−カットのある射出金型構造及びその作動法
【課題】従来のエルボーには、金型コアー突合せの関係で内面内側部分に給水管挿入ストッパー突起があり、この部分が給水管継ぎ手等では大きなヘッドロス(エネルギー損出)を起こしている。チーズの場合も同様である。ヘッドロスの少ないエルボー、チーズの金型構造、その作動方法を提供する。
【解決手段】給水管継ぎ手エルボーの内面内側の給水管挿入ストッパー突起(3−1)をR形状(3−2)に改良し、またストッパーの段差(2)を低くし、内面外側を半円周のみの形状とする。給水管継ぎ手チーズにおいてもエルボーと同様ストッパー突起をR形状に改良し、ストッパーの段差を低くし、内面外側を半円周のみとする。
(もっと読む)
1 - 20 / 64
[ Back to top ]