
Fターム[4F202CM08]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 型内に設けられた突出し機構 (983) | 流体圧によるもの (128)
Fターム[4F202CM08]に分類される特許
1 - 20 / 128
成膜方法
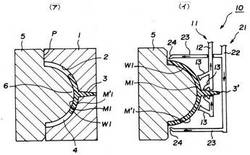
【課題】成膜用ワークを、その成膜面に成形痕あるいは取出痕が付かないように成形して取り出し、高均質の薄膜を成膜する方法を提供する。
【解決手段】射出成形により成形した成膜用ワーク(W1)を取り出すとき、成膜用ワークの成膜面(M1)が可動側金型(5)に残るように型を開き、型を開くことにより露出した非成膜部(M’1)を吸着して前記可動側金型(5)から取り出す。このとき、成膜用ワーク(W1)の縁部と、該縁部が付着している可動側金型(5)のパーティング面(P)との間に圧縮空気(24、24)を吹き付け、真空吸着力を破壊して剥離する。
(もっと読む)
繊維強化樹脂成形体の製造装置

【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
注型成形品エジェクト装置
【課題】排出口を有する成形品を容易に脱型させることができる注型成形品エジェクト装置を提供することである。
【解決手段】上金型2と下金型3の間のキャビティ13内で成形品10が形成されると、成形品10の排出口10a部分に配置された閉塞板4で上金型2と成形品10を押圧し、成形品10から上金型2を外すと共に成形品10を部分的にリフトさせる。すなわち成形品10は自身の弾性によって変形し、排出口10a付近の部位が下金型3から剥離し、排出口10a付近以外の部位は下金型3に付着した状態を保っている。そのため、成形品10と下金型3の間には隙間11が形成される。そして、成形品10と下金型3の間の隙間11に加圧気体12を供給する。加圧気体12は隙間11にくさびのように入り込み、成形品10は下金型3から滑らかに脱型する。
(もっと読む)
発泡成形用金型及び発泡成形方法
【課題】キャビティの内方へ突出する凸部が設けられていても、脱型後のフィルム復帰時にフィルムをスムーズにキャビティの内面に沿って配置することが可能な発泡成形用金型と、この発泡成形用金型を用いた発泡成形方法とを提供する。
【解決手段】金型10は、上型12及び下型11を有している。金型10は、少なくとも下型11のキャビティ13の内面に沿って配設されたフィルム20と、該フィルム20とキャビティ13の内面との間への流体の供給及び該流体の排出のための給排手段とを備えている。キャビティ13内には、該キャビティ13の内方へ突出する凸部30が設けられている。凸部30は、フィルム20と共にキャビティ13の内面に対し接近及び離反移動可能である。
(もっと読む)
圧縮成形機械
【課題】密閉シェル又は密閉シェル内の密封ライナのようなプラスチック物品を成形するための機械を提供する。
【解決手段】金型コア(220)は、中空内部と端壁(224)とを有する形成ピン(222)を含む。通路は、好ましくは、中空チューブ(66)の形態であり、形成ピンの中空内部の中に延び、形成ピンの端壁から離間した位置に密封固定された端部を有する。ポペット弁(254)が、形成ピンの端壁上に配置されている。ポペット弁は、通路内の空気圧に応答して開き、形成ピンの端壁を通る空気の流れを可能にして金型コアからの成形物品の型抜きを助ける。ポペット弁は、形成ピンの端面における外端と通路の端部に隣接する内端とを有する弁要素(256)を含む。バネ(260)が、好ましくは、弁要素を閉鎖位置に付勢する。バネは、好ましくは、弁要素と形成ピンの間に圧縮して捕捉されたコイルバネを含む。
(もっと読む)
エンボス形成装置及びそのエンボス形成装置により製造されたフィルム
【課題】高速搬送によってエンボス形成した場合に発生する同伴エアーを低減させ、低速搬送時と同一形状を有するエンボスを形成する。
【解決手段】マットローラ31と、フィルムFをマットローラ31と挟持して搬送することで、フィルムFにエンボスを形成するエンボス形成ローラ32と、マットローラ31とフィルムFとの間に発生する同伴エアーを緩和させるエアー緩和手段とを備え、エアー緩和手段を、表面粗さ(Ra)が1.0μm≦Ra≦10μmで規定されるマットローラ31で構成した。
(もっと読む)
軟質の樹脂成形品の製造方法
【課題】 エジェクターピンなどの可動機構を用いずに容易に軟質の樹脂成形品を成形型より取出すことができる樹脂成形品の製造方法を提供することを目的とする。
【解決手段】 一対の成形型により形成される成形空間へ成形材料を射出して軟質の樹脂成形品を製造する方法において、前記一対の成形型を型締めする工程と、前記一対の成形型により形成される成形空間へ成形材料を射出し、少なくとも成形品の外周縁で、型開時に一方の成形型と接しない側に突出する脱型補助部を形成する工程と、前記一対の成形型を型開きし、一方の型に残置されている軟質の樹脂成形品の前記脱型補助部に外周方向から内方へ向かい外力を加えることにより前記軟質の樹脂成形品の周縁の一部を型面から剥離させると共に、該剥離した軟質の樹脂成形品の型面側を押圧して前記軟質の樹脂成形品を脱型する工程と、を有している。
(もっと読む)
成形体の製造方法
【課題】エジェクタピンやシール材を必ずしも使用せず、金型形状を複雑にしないことにより金型のコストを抑えつつ、かつ、離型不良を発生させずに、成形体を金型から手際よく離型させる方法を提供する。
【解決手段】まず、芯材2を挿入した金型10に原料1を充填し、原料1を加熱乾燥固化させる。その後、芯材2を金型10から引き出し、内部空間Nを形成する。次に、成形後の内部空間Nに気体を流入させることにより、成形体3の外面と金型10の内面との間に、成形体3を透過させた気体が介在して、成形体3を離型させる。
(もっと読む)
車両用内装部品の製造装置
【課題】 本発明は、接着剤を塗布、あるいはラミネートした表皮材の裏面に直接エアを供給し、接着剤の粘着力を弱めて表皮材の離型を容易にする構造を有する車両用内装部品の製造装置を提供する。
【解決手段】 車両用内装部品の樹脂芯材に、接着剤層が形成された表皮材を貼着する製造装置であって、樹脂芯材が装着される成形型17と、成形型17の外周部に沿って設けられ、樹脂芯材に貼着された表皮材の周辺部裏面にエアを供給して離型を促進するエア供給部26と、エア供給部26に接続されるエア供給系と、を備え、エア供給部26は、エア供給系26から供給されたエアを噴出する複数の噴出孔24を有する。
(もっと読む)
差圧成形装置、及び、差圧成形シート製造方法
【課題】離型時の差圧成形シートの変形を抑止しながら差圧成形のサイクルタイムを短縮することを課題とする。
【解決手段】シート保持部21を有するシート保持手段20と、シート保持部21で保持されたシートS1の一面S1aに対向した凹部32を有する閉空間形成体30と、凹部32に対向した成形型40と、を用い、シート保持部21と閉空間形成体30とを近接させてシートS1の一面S1aと凹部32とで囲まれた成形前空間SP1を形成し、閉空間形成体30と成形型40とを近接させ、成形前空間SP1の圧力よりもシートS1の他面S1b側の圧力が低くなる差圧を設けてシートS1を成形型40に密接させ、成形シートS2の他面S2b側を大気圧以上にするとともに成形シートS2の一面S2aと凹部32とで囲まれる成形後空間SP2を減圧して大気圧未満とし、閉空間形成体30と成形型40とを離間させて成形シートS2を離型する。
(もっと読む)
ポリ乳酸含有樹脂製耐熱性中空体の製造方法
【課題】無機充填剤をナノコンポジット化したポリ乳酸含有樹脂組成物の射出成形により中空体を得るときに、製造条件に関わらず金型を開く時期を決定できる耐熱性中空体の製造方法を提供する。
【解決手段】凹部を備える雌金型と、凸部を備える雄金型と、縁部形成部を備えるストリッパープレートとを備えた金型を用いた耐熱性中空体の製造方法。キャビティに臨む表面が射出されたポリ乳酸含有生分解性樹脂組成物の結晶化温度に対応する温度に金型を加熱する。生分解性樹脂組成物の温度T(℃)がT=(t+3.5)±1.5(t(℃)は金型の表面温度)となったことが赤外線温度センサにより検知されたときに、雄金型とストリッパープレートとを雌金型から離間させる。中空体の内面と雄金型の凸部との間に気体を導入し、ストリッパープレートを中空体方向に前進させて、中空体を金型から取り出す。
(もっと読む)
フィルム付き衝撃吸収材の製造方法
【課題】衝撃吸収材の表面形状が複雑であっても、衝撃吸収材に樹脂フィルムを容易に精度良く配置することができるフィルム付き衝撃吸収材の製造方法を提供することを課題とする。
【解決手段】衝撃吸収材成形用の金型10の下型キャビティ16の形状に沿った外形の樹脂フィルム34を予め成形する。そして、この樹脂フィルム34を金型10内に配置し、更に、硬質ポリウレタン発泡材料を金型10内に入れて発泡させることにより、硬質ポリウレタン製の衝撃吸収材32を樹脂フィルム34と一体的に成形する。
(もっと読む)
離型方法とその装置
【課題】 簡易な構成で凹部を有する成形品を円滑に離型させることができる離型装置を提供する。
【解決手段】 内側にテールライト取付用ボス2を有する成形品1を離型させる装置であって、直押しコア7内に配設されテールライト取付用ボス2を成形する押出ピン12と、下型4内に配設され押出ピン12を突出方向に押し出す押出ブロック14からなり、直押しコア7が上昇すると押出ピン12が押出ブロック14に押されて突出方向に前進し、更に直押しコア7が上昇すると押出ピン12が押出ブロック14から外れて後退してテールライト取付用ボス2から抜ける。
(もっと読む)
ロッド状部材の保持機構
【課題】ロッド状部材の交換作業が容易となるように、ロッド状部材を着脱可能に保持することができるロッド状部材の保持機構を提供する。
【解決手段】ロッド状部材10に取り付けられる保持ブロック11に係止突部12を形成し、この係止突部12が係止される係止段部242と、係止突部12が挿通可能な切り欠き部243とが周縁に沿って隣接して形成された挿通孔241を天面に穿設したハウジング部24、及びベース部21に凹陥状に設けられた収容部22に前記係止段部側へ付勢された状態で収容され、ハウジング部24内に挿通された係止突部12に対して押圧可能に当接する当接部材23とを有する保持部本体20を備える。
(もっと読む)
プラスチック成形品、プラスチック成形品の成形方法、および該プラスチック成形品を有する光走査装置
【課題】薄肉形状のプラスチック成形品における転写面の形状精度の向上を図る。
【解決手段】金型のキャビティ内の樹脂に樹脂圧力を発生させ、被転写面を転写することにより形成した転写面を有するプラスチック成形品10において、1または対向する2つの転写面11,12を有し、転写面11,12に垂直な断面形状14における、該転写面の垂直方向の成形品厚みaと該転写面の平行方向の成形品厚みbとは、a/b<1の関係を満たし、転写面11,12以外の面に、金型のキャビティ形状を不完全転写することにより形成した凹形状の不完全転写部21と凸形状の不完全転写部22とをそれぞれ少なくとも1つ有する。
(もっと読む)
ウェハレベルレンズ用成形型、ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット
【課題】成形されたウェハレベルレンズに損傷を与えることなく、成形型から剥すことができるウェハレベルレンズ用成形型、ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】基板部1と、該基板部1に配列された複数のレンズ部10とが形成されたウェハレベルレンズアレイの製造方法であって、ウェハレベルレンズアレイを型102,104から離型する際に、型102,104の内部に設けられた開閉部材E1,E2を移動させることで型102,104と基板部1との間に開口102c,104cを開放し、開口102c,104cから流体を導入することによって型102,104と基板部1との間の少なくとも一部で剥離を生じさせる。
(もっと読む)
真空成型装置及び凸部成型方法並びに凸部を有した成型品
【課題】部分的な凸部を不具合無く形成することができる真空成型装置及び凸部成型方法並びに凸部を有した成型品を提供する。
【解決手段】金型172の各小孔252に負圧を供給し金型172を軟化された基材162へ向けて下降すると、生じた負圧によって基材162が金型172に吸引され密着する。これにより、基材162を金型172の凹凸形状に応じて変形し所定時間待機した後、各小孔252からエアを噴出して基材162を離反させる。このとき、金型172の第一及び第二凸状形成部242,262の小孔252から噴出されるエアによって基材162の係合部73及び被係合部92天面76,95を付勢することができる。これにより、係合部73及び被係合部92を、その延在方向に移動して型抜きすることができる。
(もっと読む)
インプリント装置
【課題】スタンパの凹凸パターンを被成形材に転写するためのインプリント装置において、スタンパと被成形材とを信頼性高く分離可能にする。
【解決手段】本発明は、スタンパ14、16を吸着して保持する吸着保持手段と、被成形材12とスタンパ14、16との分離を促すように、吸着保持手段により保持されたスタンパ14、16を弾性変形させる弾性変形手段とを備える。吸着保持手段は、スタンパの外周部に吸着力を及ぼすことができ、また、弾性変形手段は、スタンパの中央部が被成形材に向けて張り出すように、スタンパを変形させることができる。
(もっと読む)
内装材の製造方法
【課題】本発明は、内装材の製造方法であって、凹状の形状をした基材の凹内部に、浮きやしわがないように表皮材を貼付する方法を提供する。
【解決手段】本発明は、基材支持型21と、型表面14及び型表面可変部材16を備える表皮材支持型22と、を用い、基材支持型21と表皮材支持型22とを互いに近接させることで、基材11に対する表皮材12の貼着を行う工程において、表皮材支持型21の型表面可変部材16により、型表面14を基材支持型21側に部分的に突出させる工程と、当該型表面14に支持された表皮材12を基材11の凹底面に先当りさせる工程と、その先当りの後、基材11の凹形状に沿って型表面14が変形することで、表皮材12を基材11の凹内面に沿って当接させる工程と、当接の後に、当該表皮材12の基材11に対する貼着を行う工程と、を含むことを特徴とする。
(もっと読む)
容器の製造方法、ブロー成形用金型及びブロー成形容器
【課題】ブロー成形後の容器の金型からの離型性を良好とすることができ、同時に成形後の容器に高い付加価値を持たせることが可能な容器の製造方法及びブロー成形用金型と、その高い付加価値を有するブロー成形容器を提供すること。
【解決手段】減圧吸収パネル6を備え、該減圧吸収パネル6に突起7が設けられた容器1をブロー成形により製造する容器の製造方法であって、金型に前記突起7を形成するためのエア穴14を設け、該エア穴14を前記金型の外部に連通させ、ブロー工程後の金型離型時に、前記エア穴14から前記金型内にエアを供給する。
(もっと読む)
1 - 20 / 128
[ Back to top ]