
Fターム[4F202CM72]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 離型剤 (1,022) | 離型シート (223)
Fターム[4F202CM72]の下位に属するFターム
Fターム[4F202CM72]に分類される特許
81 - 100 / 140
樹脂成形装置
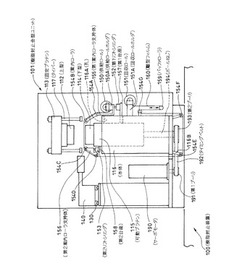
【課題】金型が進退動した場合でも、離型フィルムに掛かるテンションを一定の範囲内に調整する。
【解決手段】上型112と該上型112に対して進退動可能な下型114とを備え、該下型114の表面に離型フィルム160を介在させた状態で樹脂封止を行う樹脂封止装置であって、使用前の離型フィルム160が巻回された供給ロール150と使用後の離型フィルム160を巻回して回収する回収ロール151とを下型114に対して水平方向同じ側に配置すると共に、離型フィルム160を供給ロール150から回収ロール151まで案内する複数の案内ローラ154を備え、下型114が進退動した場合でも、離型フィルム160に掛かるテンションを一定範囲内に調整可能なバッファローラ159を備える。
(もっと読む)
金型装置及び樹脂成形品の成形方法

【課題】離型用のフィルムをキャビティ面に設けたことにより、離型剤に関する問題点が回避されると共に、脱型に際しこのフィルムをキャビティ面から離反させることなく、容易に成形品を脱型することが可能な金型装置及びこの金型装置を用いた樹脂成形品の成形方法を提供する。
【解決手段】下型3のキャビティ面にフィルム15が設けられている。下型3に、気体吹込口4aを有したノズル4が取り付けられている。ノズル4の先端の外周部に押え部材16が装着され、この押え部材16によってフィルム15のノズル周囲部分が下型3に固定されている。
(もっと読む)
表面を加飾した複合材料成形品の製造方法と同方法により製造される複合材料成形品
【課題】複合材料成形品の成形と同時に、その表面に一体的に様々な加飾が可能であるとともに、模様などを任意に変更することも可能であり、しかも低コストで経時変化が生じない、表面に加飾を有する複合材料成形品の製造方法とその複合材料成形品を提供する。
【解決手段】加熱加圧成形により製造する複合材料の成形にあたり、その複合材料の同じ表面上に表面粗さの異なる2種類の離型フィルム(10a,10b) を配して加熱加圧成形を行い、或いは型表面と表面粗さの異なる離型フィルム(10a) を用いて加熱加圧成形を行い、加圧加熱成形と同時に複合材料成形品の成形表面を加飾する。
(もっと読む)
電子部品の圧縮成形方法及び金型
【課題】電子部品の圧縮成形用金型において、所要複数個の下型キャビティ4内で加熱溶融化された樹脂材料16を所要の加圧力(樹脂圧)にて均等に且つ各別に加圧する。
【解決手段】上下両型1(2・3)を所要の型締圧力にて型締めすることにより、下型キャビティ4内で加熱溶融化された樹脂材料16中に基板6に装着した電子部品5を浸漬する。このとき、まず、キャビティ側面部材9の先端面9a(下型面)を上型2の基板供給部7に供給セットした基板6の表面6aに当接し、次に、加圧部材13による所要の加圧駆動力を、第二弾性部材15を介してキャビティ底面部材8に伝達することにより、下型キャビティ4内で加熱溶融化された樹脂材料16をキャビティ底面部材8で所要の加圧力にて(弾性付勢力にて)均等に且つ各別に加圧(圧縮)する。
(もっと読む)
離型フィルムおよび電子部品の製造方法
【課題】本発明は、キャビティ内における溶融樹脂の流動分布の均一化を図ることができる離型フィルムおよび電子部品の製造方法を提供する。
【解決手段】キャビティに対向する面に、第1の性状の第1の領域と、前記第1の性状とは異なる第2の性状の第2の領域と、が設けられたことを特徴とする離型フィルムが提供される。
(もっと読む)
樹脂封止金型
【課題】キュアタイムを短縮すると同時に、樹脂流動時においては樹脂の流動性を高く維持する。
【解決手段】対向する上下金型102、104で半導体チップ132が搭載された基板130をクランプし、金型内に充填した樹脂160を用いて基板130を封止する樹脂封止金型100であって、下型104を構成する圧縮金型108に、金型内に充填される樹脂160の対向方向の厚みよりも圧縮金型108の表面に近い位置に、シートヒータ140Bを埋設する。
(もっと読む)
電子部品の樹脂封止成形用金型
【課題】電子部品の樹脂封止成形用金型1において、樹脂材料9の高製品化率を目指すと共に、製品(樹脂成形体18)の生産性を効率良く向上させる。
【解決手段】上型2、下型3と、中間型4とから構成した金型1に、中間型キャビティ対応部8と、樹脂材料供給用の下型孔部10と、孔部10に供給した樹脂材料9を加圧する樹脂加圧ブロック11とを設けて構成し、更に、中間型4と下型3との型締時に、キャビティ対応部8と下型面とで金型キャビティ8を形成し、且つ、キャビティ8と孔部10との間にエッジゲート(短い金型ゲート)16を形成すると共に、離型フィルム17を被覆した孔部10内で加熱溶融化した樹脂材料15を樹脂加圧ブロック11で加圧することにより、エッジゲート16を通してキャビティ8内に注入充填して基板6に装着した電子部品5を金型キャビティ8の形状に対応した樹脂成形体16内に封止成形する。
(もっと読む)
離型フィルム
【課題】防シワ性と離型性とが両立した離型フィルムを提供する。
【解決手段】少なくとも一方の表面性状が、JIS B0651:2001に準拠する方法により、先端半径2μm、円錐のテーパ角60°の触針を用い、測定力0.75mN、カットオフ値λf=2.5mm、λc=0.08mmの条件にて測定されるうねり曲線の最大高さうねりWzが0.5〜20μm、かつ、うねり曲線要素の平均長さWSmが100〜900μmである離型フィルム。
(もっと読む)
電子部品の圧縮成形方法
【課題】下型キャビティ8内の金型キャビティ面10に離型フィルム9を吸引して装着する場合に、金型キャビティ面10に形成される「しわ」を効率良く防止する。
【解決手段】まず、キャビティ8内から所要の吸引圧力(吸引作用)で吸引することにより、離型フィルム9をキャビティ面10に接触させない状態で、離型フィルム凹部18を安定して形成保持し(離型フィルムの中間装着)、次に、離型フィルム凹部18内に所要量の顆粒樹脂13を供給することにより、顆粒樹脂13の重量作用と移動作用及び離型フィルム9に対する吸引作用とによる相乗効果で顆粒樹脂13をセンタリングし、更に、離型フィルム凹部18内で顆粒樹脂13を加熱溶融化することにより、溶融樹脂20の重量作用と流動作用及び離型フィルム9に対する吸引作用との相乗効果による均等な押拡作用(均等な装着力)で離型フィルム9を金型キャビティ面10に(完全に)装着する。
(もっと読む)
樹脂封止装置
【課題】樹脂封止装置全体の生産効率の向上、及び、コンパクト性の向上を図る。
【解決手段】離型フィルムとして所定の大きさに切断した短冊状フィルム151を用い、使用後の前記短冊状フィルム151を樹脂封止後の成形品152から剥がし取る剥がし機構161を備えた樹脂封止装置100であって、前記剥がし機構161を、前記成形品152を保持して樹脂封止金型内から搬出する基板用ローダ・アンローダ140に設けて構成する。
(もっと読む)
フィルム供給機構
【課題】簡易な構成でロール状の離型フィルムを案内プレート側に送り出して展開し、切断することのできる離型フィルム供給機構を提供する。
【解決手段】樹脂封止金型110に対して離型フィルム160を供給する離型フィルム供給機構150であって、ロール状に巻回された離型フィルム160を所定の長さの短冊状フィルム161に切断する切断装置151を有し、この切断装置151が、ロール状に巻回された離型フィルム160を送り出す送りローラ163と、該送り出された離型フィルム160が案内される案内プレート158と、該案内プレート158上に送り出された離型フィルム160を前記ロール状に巻回された離型フィルム160から切り離し可能なフィルムカッター154と、を備え、案内プレート158の表面に、送り出される離型フィルム160に向けてエアを噴出可能なエア噴出機構158Aを備える。
(もっと読む)
フィルムの剥離方法
【課題】鋳型表面うえに形成した樹脂皮膜がカバーフィルム側に移行させることなくカバーフィルムを連続的に剥離する効果的な技術を提供する。
【解決手段】
樹脂皮膜原料を鋳型の表面に塗布し、その上にカバーフィルムを密着させ、重合硬化させて樹脂皮膜とした後、カバーフィルムを剥離後、その上に基材樹脂板原料を注入し重合硬化する樹脂板の製法において、樹脂皮膜面と、剥離したカバーフィルムを引き取るための引取りロールに向かって移動するカバーフィルムの樹脂皮膜面から剥離した側の面とがなす角を剥離角度Xとする時、前記引取りロールに向かって移動する前記カバーフィルムの面と、固定された変位センサー間の距離を測定し、該距離の変化によって前記カバーフィルムの引き取り速度を変えて、前記角度Xを90度〜180度の範囲に保持するフィルムの剥離方法。
(もっと読む)
インプリント装置
【課題】離型時に型表面に付着したままの薄板状の被成形体を容易且つ速やかに剥離でき、スループットの向上を図ることのできるインプリント装置を提供すること。
【解決手段】表面にパターンが形成された型1と樹脂製の薄板状の被成形体2とを相対的に移動させて被成形体2の表面に型1を押し付け、パターンを被成形体2の表面に転写する転写手段5と、転写後に型1表面に付着した被成形体2を離型させる離型手段8とを有し、離型手段8は、表面に粘着領域を有する長尺テープ81と、該長尺テープ81の裏面を支持する支持部材85とを備え、被成形体2の離型時に、型1と離型手段8とを相対的に近接移動させ、長尺テープ81表面の粘着領域を、型1表面に付着している被成形体2の裏面に接触させて長尺テープ81表面の粘着領域に被成形体2を保持させた後、型1と離型手段8とを相対的に離間移動させ、被成形体2を型1表面から剥離させるインプリント装置。
(もっと読む)
成型同時転写用離型ポリエステルフィルム
【課題】 離型層と基材フィルムとの密着力が十分あり、かつ成型同時転写時に必要な離型性を有する、転写シート用の基材フィルムとして有用な成型同時転写用離型フィルムを提供する。
【解決手段】 ポリエステルフィルムの少なくとも片面に、ワックス、バインダー樹脂および架橋反応性化合物を含む塗布剤を塗布してなる離型層を有するフィルムであり、当該離型層表面の剥離力が2.0〜3N/cmの範囲であることを特徴とする成型同時転写用離型フィルム。
(もっと読む)
サンドイッチパネル製造設備及びサンドイッチパネル製造方法
【課題】帯状サンドイッチパネルの発泡処理工程において、側面部からのガス抜け性を改善して、ボイドの発生や側面部における収縮を抑制可能なサンドイッチパネル製造設備を提供する。
【解決手段】上下両面に対向配置された面材間に発泡性樹脂芯材が発泡成形されてなる帯状のサンドイッチパネルSPを製造するためのサンドイッチパネル製造設備であって、搬送される帯状の下面材1と帯状の上面材2の間に発泡性樹脂芯材の発泡原液組成物を供給するためのミキシングヘッド10と、供給された発泡原液組成物の発泡処理を行いながら下面材1及び上面材2を搬送するための発泡室11と、を備え、この発泡室11は、帯状サンドイッチパネルSPの上下に位置する第1コンベア装置Aと、帯状サンドイッチパネルSPの幅方向両側部に位置する第2コンベア装置Bと、を備え、この第2コンベア装置Bの搬送面と、帯状サンドイッチパネルSPの側面部との間に不織布24を介在させた状態で搬送させる。
(もっと読む)
フィルム搬送装置
【課題】使用済みのフィルムに発生する皺を除去し、1回のモールド工程に必要なフィルム搬送量を可及的に短くすることができるフィルム搬送装置を提供する。
【解決手段】モールド金型1のフィルム搬送方向上流側及び下流側においてテンションローラ4a、4b、テンションローラ5a、5bとの間に各々設けられ、水平方向に対して上方に所定の巻付け角θ2でフィルムを平滑面15a、16aに各々巻き付けて案内するガイド部15、16を備えた。
(もっと読む)
樹脂モールド方法および樹脂モールド装置
【課題】被成形品に搭載された半導体チップごとにキャビティを構成して、高品質で信頼性の高い樹脂モールドを可能とする樹脂モールド方法を提供する。
【解決手段】上型20と下型12とにより、モールド用の樹脂40とともに被成形品30を型開閉方向にクランプし、樹脂40を圧縮成形して被成形品30を樹脂モールドする樹脂モールド方法において、前記下型として、被成形品30に搭載された半導体チップごとにキャビティが分割して設けられた金型14、16を使用し、型開きした状態で、上型20に被成形品30を供給して支持する一方、前記下型14、16の前記キャビティに各々分割して樹脂40を供給し、樹脂モールド領域を外部からエアシールして真空排気した後、前記上型20と下型12とを型締めして被成形品30を樹脂モールドする。
(もっと読む)
樹脂封止装置
【課題】圧縮成形による樹脂封止装置において、樹脂の計量にある程度の許容範囲を持たせつつ、成形品の成形精度(厚み精度)を向上させる。
【解決手段】上型102と、上型102に対向して配置され上型102に対して接近・離反可能な下型104とを有し、下型104の対向面の一部に形成されるキャビティ140において被成形品160を樹脂180にて圧縮封止する樹脂封止装置を、下型104のキャビティ150が形成される対向面の更に一部が、上型102側へと独立して進退することでキャビティ150の容積が変化するキャビティ容積可変機構109を備えて構成する。
(もっと読む)
樹脂発泡体の成形方法及び成形型
【課題】一体成形用部材を成形型内面に吸引保持させるようにした成形の効率を高めることを目的とする。
【解決手段】この吸引部11は、上型10の内面から凹陥する凹穴12と、この凹穴12の入口部に装着された蓋体13と、該蓋体13の周縁部と該入口部の内周面との間に設けられた吸引用小孔14と、凹穴12の奥面に臨む排気口15とで構成されている。上記の排気口15は、小孔14の孔軸方向の延長線から離隔している。
(もっと読む)
立体成型品及びその製造方法並びにその用途
本発明は、硬化性シリコーン組成物の架橋物からなる立体成型品であって、前記硬化性シリコーン組成物の少なくとも一部を前記架橋物の誘電率よりも大きい誘電率を有し、前記架橋物に対して剥離性を有する基材と接触した状態で架橋させて得られた立体成型品に関する。接着現場における成型機並びにプライマー乃至接着剤の使用を必要とせず、複雑な立体形状を有するシリコーンゴムを任意の材質の基体へ容易に且つ比較的短時間で接着させることが可能であり、得られる製品のシリコーンゴム部分に気泡の混入や欠損がない。 (もっと読む)
81 - 100 / 140
[ Back to top ]