
Fターム[4F202CM72]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 離型剤 (1,022) | 離型シート (223)
Fターム[4F202CM72]の下位に属するFターム
Fターム[4F202CM72]に分類される特許
21 - 40 / 140
金型成形用離型フィルムおよびその製造方法、ならびに樹脂封止半導体の製造方法
【課題】金型構造や離型剤によることなく成形品を容易に離型でき、かつ成形品に皺や欠け等の外観不良を生じさせることのない金型成形用離型フィルムを提供する。
【解決手段】ポリエステル樹脂と、100質量部の前記ポリエステル樹脂に対して1〜30質量部の4−メチル−1−ペンテン系重合体と、を含む樹脂組成物からなる、金型成形用離型フィルム。
(もっと読む)
複合材成形品の製造方法

【課題】 離型フィルムを簡単且つ効率的に剥離することができ、複合材成形品を製造する効率が向上する複合材成形品の製造方法を提供する。
【解決手段】 プリプレグ体100を加工する複合材成形品200の製造方法において、第1の離型フィルム111連続的に繰り出す工程と、前記第1の離型フィルム111上に前記プリプレグ体100を所定間隔をおいて搭載する工程と、前記第1の離型フィルム111との間に前記プリプレグ体100を挟むように前記第1の離型フィルム111の上方に第2の離型フィルム121を連続的に繰り出す工程と、前記第1の離型フィルム111と前記第2の離型フィルム121との間に挟まれた前記プリプレグ体100に対して加熱加圧成形する工程とを含む複合材成形品の製造方法。
(もっと読む)
インモールド転写材用粘着離型ポリエステルフィルム
【課題】 インモールド転写箔の基材に用いるフィルムの少なくとも一方の面に粘着離型層を設けるに際し、かかる粘着離型層としてハードコート層を粘着離型層上に容易に加工でき、かつ転写後はハードコート層と剥離しやすく、しかも被転写物の大きさに合わせた幅にスリット加工する際に箔こぼれ現象が生じないような粘着剥離特性を有しており、インモールド用転写箔の基材フィルムとして有用なインモールド転写材用粘着離型ポリエステルフィルムを提供する。
【解決手段】 ポリエステルフィルムの少なくとも片面に粘着離型層を有し、該粘着離型層が特定のフルオロアルキルアクリレートとフッ素を含まないアクリレートとを構成成分とする共重合体および架橋剤を含有し、該共重合体のガラス転移温度が20℃以下であって、該粘着離型層に対するハードコート層の剥離力が0.2N/mm以上0.4N/mm以下であるインモールド転写材用粘着離型ポリエステルフィルムによって得られる。
(もっと読む)
モールディング成形用離型フィルム及びその製造方法
【課題】 本発明は、撥水性、離型性、ガスバリア性及び非転移性であり、金型への追従性にも優れ、均一かつ安定的な、環境負荷も低減され、低コストのフッ素ドープ有機成分含有有機珪素化合物の蒸着膜を有するモールディング成形用離型フィルム及びその製造方法を提供することを目的とする。
【解決手段】 プラズマ化学気相蒸着法(PE−CVD法)により、プラスチック基材上にフッ素ドープ有機成分含有有機珪素化合物の蒸着膜を形成させてなるガスバリア性、撥水性及び離型性の離型フィルム及びその製造方法において、フッ素化炭化水素化合物(フルオロカーボン)と有機珪素化合物を蒸着モノマー材料とし、希ガス及び/又は酸素ガス雰囲気下、有機珪素化合物の蒸着膜をプラズマ化学気相蒸着させ、最終的にフッ素ドープ有機成分含有有機珪素化合物の蒸着膜をプラスチック基材フィルム上に成膜することで、高速にかつ90°以上の水接触角を有する撥水性及び離型性に優れ、ガスバリア性も付与された離型フィルムを得る。
(もっと読む)
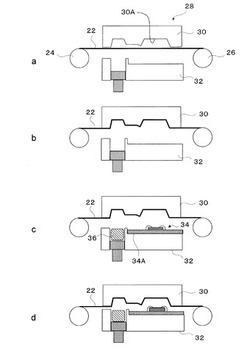
被成形樹脂とシートの剥離装置、剥離方法
【課題】被成形樹脂を破損することなくシートから被成形樹脂を良好に剥離することができる。
【解決手段】シート104上に載置されている被成形樹脂102をシート104から剥離するための、被成形樹脂102とシート104の剥離装置100において、シート104の少なくとも一端部(位置M)及び他端部(位置N)を固定する手段112と、シート104の存在する側から押し当て、被成形樹脂102を押出し可能な押出部106を有する押出機構108と、を備えており、押出機構108が、被成形樹脂102を押出した状態の押出部106を被成形樹脂102の一端側(位置M)から他端側(位置N)まで移動可能に構成されている。
(もっと読む)
樹脂成形装置及び樹脂成形方法
【課題】樹脂の量が少なくても予備成形樹脂における孔の発生(周囲よりも薄い部分の発生を含む)を低減して、均一な厚みの予備成形樹脂が成形可能となる成形装置及び成形方法。
【解決手段】相対的に接近・離反可能な上型132と下型134とを有し、上型132と下型134との間に設けられたキャビティに供給された樹脂102を加熱押圧して予備成形する樹脂成形装置100であって、樹脂102が粒径の異なる粒子を含む樹脂成形装置100において、樹脂102をキャビティに移動させキャビティに配置される離型フィルム104と、予備成形樹脂103の平面積の70%以下の面積で、樹脂102を離型フィルム104上に搭載する樹脂供給機構120とを備えた成形装置及び成形方法。
(もっと読む)
離型フィルム
【課題】モールド成形装置を用いた樹脂の成形加工において、モールド成形後に金型から樹脂を脱型するために使用する樹脂モールド成形用の離型フィルムの金型追従性を向上させる。
【解決手段】中間層の両側に含フッ素ポリマー層からなる外面層を有し、上記中間層が、含フッ素ポリマー層の両側にフッ素非含有ポリマー層を有する複合層、あるいは、上記中間層の含フッ素ポリマー層と、フッ素非含有ポリマー層とをそれぞれ2層以上有する複合層とする。
(もっと読む)
接着剤付成形部品及びその製造方法
【課題】 打ち抜き加工を用いず、両面テープ貼付工程の不要な接着剤付成形部品及びその製造方法の提供。
【解決手段】 接着剤層の形状を少なくとも一部に有するスペーサーを成形部品に当接してなる構造体を型として用いて、プラスチックフィルムを真空成形又は圧空成形して前記構造体に沿った凹み型を製造する凹み型形成工程と、
前記凹み型形成工程後、前記スペーサーを接着剤組成物に置き換えて、前記成形部品上に接着剤層を形成する接着剤層形成工程と、
を有することを特徴とする接着剤付成形部品の製造方法。
(もっと読む)
離型用フィルム
【課題】 モールド金型への追従性、及び、モールド金型やモールド樹脂を成形加工して得られる成形品との剥離性に優れ、180℃前後の使用温度における耐熱強度を有する離型用フィルムを提供する。
【解決手段】 熱可塑性エラストマーを1種類もしくは2種類以上組み合わせてなる樹脂組成物を成形して得られる単層フィルムもしくは2層以上の多層フィルムをベースフィルムとし、このベースフィルムの少なくとも一方の表面に、加水分解性部位を含むシリル基を分子内に有するフルオロシリコーン化合物を含有してなる離型組成物によってフルオロシリコーン化合物層が形成され、前記ベースフィルムと前記フルオロシリコーン化合物層との間にバインダー層が形成されてなり、少なくとも3層以上の層構造を有することを特徴とする。
(もっと読む)
離型用フィルム
【課題】モールド金型やモールド樹脂を成形加工して得られる成形品との剥離性に優れ、しかも、200℃を超える使用温度においてもフィルムが溶断することのない耐熱強度を併せて有する離型用フィルムの提供を目的とする。
【解決手段】フィルムの少なくとも一方の面にフルオロシリコーン化合物層が形成されている。前記フィルムは、熱可塑性樹脂からなる樹脂組成物、あるいは熱可塑性樹脂を主として熱可塑性エラストマーを混合してなる樹脂組成物を成形して得られる。前記フルオロシリコーン化合物層は、加水分解性部位を含むシリル基を分子内に有するフルオロシリコーン化合物を含有する離型組成物を前記フィルムに塗布、乾燥して得られる。
(もっと読む)
離型用フィルム
【課題】モールド金型やモールド樹脂を成形加工して得られる成形品との剥離性に優れ、また、モールド金型への追従性にも優れ、180℃前後の使用温度における耐熱性と機械的強度をも併せ有する離型用フィルムを提供する。
【解決手段】1種類あるいは2種類以上の熱可塑性エラストマーを組み合わせてなる樹脂組成物を成形して得られるフィルムの少なくとも一方の面に、加水分解性部位を含むシリル基を分子内に有するフルオロシリコーン化合物を含有する離型組成物を塗布、乾燥して得られるフルオロシリコーン化合物層が形成されている。
(もっと読む)
紐状反応性樹脂発泡成形体の製造方法
【課題】本発明は一枚のシート状基材を繰り出してシート状基材の進行方向に放射状成形ガイドと押圧冶具を用いて複数列の溝成形体を製造すると共に該溝内に反応性樹脂気泡化原料を充填、反応、硬化させて同時に複数本の紐状樹脂成形体を製造するに当たり、シート状基材の幅中心部の製品から端部の製品まで良好な製品を製造すること、並びにより多列数の製品を同時に製造すること並びに他の部材との一体品を製造することを目的とする。
【解決手段】連続して繰り出す一枚のシート状基材を放射状成形ガイド並びに押圧冶具を用いて溝成形体を製造した後、複数列の進行方向に広幅で、幅方向の中心線がシート状基材の進行方向に平行な略台形状のせり上げ平行ガイドレールに沿わせた後、反応性樹脂気泡化原料を放射状成形ガイド以降からシート状基材からなる溝の上部が閉ざされる前までで吐出充填させて、溝成形体の上部を閉じ反応硬化することを特徴とする。
(もっと読む)
偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム
【課題】コントラスト性や耐破れ性が良好で、優れた光学軸精度と熱寸法安定性を有する偏光板離型用二軸延伸ポリエチレンテレフタレートフィルムを提供する。
【解決手段】二軸延伸ポリエチレンテレフタレートフィルムであって、下記構成要件(1)〜(4)を満たす偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム。(1)150℃、30分間加熱したときの熱収縮率が長手方向および幅方向とも2.0%以下、(2)150℃、30分間加熱したときの長手方向の熱収縮率と幅方向の熱収縮率の差が1.0%以下、(3)マイクロ波透過型分子配向計で測定したMOR値が1.80〜2.10、(4)フィルム幅方向における配向角の変化量が500mm当り3.0°〜5.0°
(もっと読む)
偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム
【課題】コントラスト性や耐破れ性が良好で、加熱処理によるヘイズ変化が少なく、優れた光学軸精度と熱寸法安定性を有する偏光板離型用二軸延伸ポリエチレンテレフタレートフィルムを提供する。
【解決手段】二軸延伸ポリエチレンテレフタレートフィルムであって、下記構成要件(1)〜(5)を満たす偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム。(1)150℃、30分間加熱したときの熱収縮率が長手方向および幅方向とも2.0%以下、(2)150℃、30分間加熱したときの長手方向の熱収縮率と幅方向の熱収縮率の差が1.0%以下、(3)マイクロ波透過型分子配向計で測定したMOR値が1.80〜2.10、(4)フィルム幅方向における配向角の変化量が500mm当り3.0°〜5.0°、(5)170℃、20分間の熱処理後のヘイズ変化量が0.1%以下
(もっと読む)
離型フィルムの製造方法
【課題】離型性に優れた離型フィルムを、損傷を抑制しながら効率良く製造することのできる離型フィルムの製造方法を提供する。
【解決手段】ポリエステル系樹脂を含有するフィルムの表面を摩擦処理ロールで摩擦処理する工程を有する離型フィルムの製造方法であって、前記摩擦処理ロールの表面の素材は、引張強度が1.0〜5.0g/dである繊維からなる織物であり、前記摩擦処理を、下記式(1)で表される仕事エネルギー量En(KJ)が50〜500KJとなるように行う離型フィルムの製造方法。
[数1]
式(1)中、Arは摩擦処理装置が摩擦処理する面積(m2)を表し、Jは摩擦処理するための単位時間あたりの仕事量(KJ/分)を表し、Wは摩擦処理されるフィルムの巾(m)を表し、LSは摩擦処理されるフィルムのライン速度(m/分)を表す。
(もっと読む)
半導体装置製造用耐熱性粘着シート、該シートに用いる粘着剤、及び該シートを用いた半導体装置の製造方法
【課題】粘着テープを仮固定用支持体として用いた基板レス半導体パッケージの製造方法においては、樹脂封止の際の圧力によりチップが保持されず、指定の位置からずれ、配線とチップの相対的な位置関係もずれる。また、粘着テープを剥離する際に糊残りが発生し、パッケージ表面を汚染して、その後の配線工程で、配線とチップとの接続を妨害することになる。これらの問題点を解決する耐熱性粘着シートを提供する。
【解決手段】基板レス半導体チップを樹脂封止する際に、貼着して使用される半導体装置製造用粘着シート2であって、前記粘着シート2は基材層と粘着剤層とを有し、粘着剤層中にゴム成分およびエポキシ樹脂成分を含み、粘着剤中の有機物に占めるゴム成分の割合が20〜60重量%であることを特徴とする半導体装置製造用耐熱性粘着シートを用いて、基板レス半導体チップを樹脂封止する。
(もっと読む)
半導体パッケージ製造装置及び半導体パッケージの製造方法
【課題】半導体パッケージの製造プロセスにおける静電破壊を防止することが必要とされている。
【解決手段】半導体パッケージ製造装置は、半導体チップを搭載した基板50を吸引固定する金型20と、金型10とを具備する。基板50は、半導体チップの内部回路と導通する導通部分を備える。金型20は、電気的に接地された導電性端子31を備える。金型10及び金型20に基板50が挟まれた状態で、半導体チップを封入するモールド樹脂70が金型10により成型される。金型10及び金型20を相対的に遠ざけてモールド樹脂70を金型10から離型する間、導電性端子31は基板50の導通部分に接触し続ける。
(もっと読む)
離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルム
【課題】離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルムを提供すること。
【解決手段】本発明は、離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルムに関する。本発明においては、幅方向に2m間の配向角差が3°以内であり、複屈折率が0.05以上である離型フィルム用2軸延伸ポリエステルフィルムを提供する。本発明に係る離型フィルム用2軸延伸ポリエステルフィルムは、複屈折率が大きく、且つ、延伸によるボーイング現象の減少により配向角に優れていることから、偏光板を用いた欠点検査時に光漏れ現象や光沢現象を制御することができる。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】搬送の際に仮成形された樹脂の割れや欠損を低減すると共に、ランニングコストの低減が可能となる樹脂封止装置及びその方法を提供する。
【解決手段】粉粒体状樹脂102を仮成形し、仮成形樹脂を用いて金型160で被成形品を圧縮成形して樹脂封止をする樹脂封止装置100であって、粉粒体状樹脂102を載置する第1フィルム122を連続して金型160内に搬送する第1フィルム搬送装置114と、粉粒体状樹脂102を第1フィルム122上で加熱して所定の形状に仮成形する仮成形機112とを備える。
(もっと読む)
プレス成形と同時に熱転写する方法
【課題】射出成形用金型を利用しつつ、極めて薄い製品ピースに対し、立体成形を行いつつ同時に転写シートから適切に絵柄を熱転写することが可能なプレス成形と同時に熱転写する方法を提供する。
【解決手段】金型8,10を型締めした状態で、キャビティ12内に加圧充填される加熱溶融状態の樹脂Pの圧力及び熱により、成形型11に向けて熱間プレスするプレス装置7を用い、金型間に、熱可塑性樹脂製の製品ピース6及び絵柄層を有する転写シート1をインサートし、その後、型締めする第1工程と、キャビティ内に加熱溶融状態の樹脂を加圧充填し、成形型で製品ピースをプレス成形すると共に、転写シートの絵柄層を製品ピースに熱転写する第2工程と、型開きし、製品ピースを取り出すと共に、キャビティ内で固化した樹脂を回収する第3工程とを備えた。
(もっと読む)
21 - 40 / 140
[ Back to top ]