
Fターム[4F202CP02]の内容
プラスチック等の成形用の型 (108,678) | ベント、空気抜き (1,466) | 孔、穴によるもの (436) | 多孔質材料の (66)
Fターム[4F202CP02]に分類される特許
1 - 20 / 66
成形装置
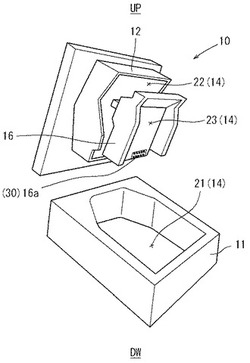
【課題】成形装置の部品点数を削減しつつ、発泡成形品を良好に成形することにある。
【解決手段】第一型11と、第一型11に閉じ合せ可能な第二型12と、第一型11と第二型12の間に形成されるキャビティ14とを有し、キャビティ14内の成形材料を発泡させて車両用シートのクッション材を成形する成形装置10において、第一型11と第二型12の少なくとも一方に、成形装置10の外部と非連通の複数の凹部30を設けるとともに、複数の凹部30に、成形材料の発泡時においてキャビティ14内に滞留する気体を流入可能な構成とした。
(もっと読む)
成形用機器

【課題】発泡成形時に、非通気性部材により排気孔への発泡樹脂の侵入をより確実に防止することが可能であり、且つこの排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、また発泡成形体の意匠性を良好なものとすることが可能な金型及び成形用機器を提供する。
【解決手段】金型1のキャビティ4の内面に、該キャビティ4内のガスを該キャビティ4の外部に排出するための排気孔5が設けられている。金型1のキャビティ4内に、排気孔5を覆うように通気性部材6が配置され、且つ該通気性部材6の該排気孔5側に、該排気孔5と対向するように非通気性部材8が配置されている。排気孔5のうち、少なくともその軸心線方向の途中部からキャビティ4側の部分は、該キャビティ4側ほど大径となるテーパ形状部5aとなっている。
(もっと読む)
金型、金型の排気孔閉鎖部材、及び、発泡成形体の製造方法
【課題】発泡成形時に排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、且つこの排気孔にキャビティ内の発泡樹脂が侵入することをより確実に防止することが可能であると共に、発泡成形体の意匠性を良好なものとすることが可能な金型、金型の排気孔閉鎖部材、及び発泡成形体の製造方法とを提供する。
【解決手段】排気孔閉鎖部材10は、金型1の排気孔5からキャビティ4内へ進出して該排気孔5を開放した排気孔開放位置と、該排気孔5内に後退して該排気孔5を閉鎖した排気孔閉鎖位置とをとりうるように進退可能な開閉部材11、及び、該開閉部材11を該排気孔開放位置に付勢した付勢部材12を有しており、該付勢部材12は、発泡成形時において、該排気孔開放位置にある該開閉部材11に対し、該キャビティ4内に充満してきた発泡合成樹脂から押圧力が加えられたときに、該開閉部材11が該排気孔閉鎖位置に後退することを許容するように構成されている。
(もっと読む)
注型成形金型
【課題】突出部を有する成形品を成形する注型成形金型であって、キャビティに成形剤を充填する際に、キャビティ内を良好に脱気することができると共に、上型と成形品とを容易に外すことができる注型成形金型を提供することである。
【解決手段】キャビティ12に成形樹脂剤を充填すると、キャビティ12と連通する上型2の凹部5に成形樹脂剤が達する。上型2には外部と凹部5とを連通させる孔2aが設けてある。孔2aには剛性を有するシリンダロッド8が配置されており、シリンダロッド8は脱型用シリンダ7によって上下移動が可能である。成形樹脂剤がキャビティ12内に充填される際には、キャビティ12内の空気はシリンダロッド8を介して成形型1の外部に排出され、成形品11が成形されると凹部5に付着したリブ11bをシリンダロッド8で押圧する。これにより、凹部5からリブ11bが外され、成形品11が脱型される。
(もっと読む)
金型及び発泡成形体の製造方法
【課題】排気孔への離型剤等の異物の侵入を防止することができ、且つ仮に排気孔に異物が侵入しても容易に除去することが可能な金型と、この金型を用いた発泡成形体の製造方法とを提供する。
【解決手段】金型30は、発泡合成樹脂よりなる発泡成形体を製造するためのものである。金型30のキャビティ33の内面に、該キャビティ33内のガスを該キャビティ33の外部に排出するための排気孔34が設けられている。排気孔34に、キャビティ33からのガス排出方向と反対方向に流体を供給する流体供給手段35が設けられている。
(もっと読む)
ノッキングセンサの製造方法
【課題】 樹脂成形体のウエルド部において、樹脂密度を高めて、熱衝撃に対する強度を高めることができるノッキングセンサの製造方法を提供する。
【解決手段】 樹脂成形体110を射出成形する射出成形工程であって、成形型50の内部に形成された空間内にセンサ本体190を収容した状態で、成形型50のうちセンサ本体190の側方に位置するゲート51から成形材料を成形型内に流入すると、この成形材料が、センサ本体190の周方向周囲を時計回りR1と反時計回りR2との二手に分かれて流れた後にウエルド部Wにおいて合流するように流れる射出成形工程を備える。成形型50のうちウエルド部Wと接触する部位の少なくとも一部は、成形型50の内部から外部への通気性を有する多孔質体12からなる。
(もっと読む)
発泡成形用金型
【課題】穴形状を利用した発泡成形用金型を適用することにより、金型内の意匠面のエアを効率良く吸引して金型外に排気することができるようにする。
【解決手段】本発明の発泡成形用金型は、可動型3を有する開閉可能な金型に発泡成形用のキャビティ14を形成し、このキャビティ14内に意匠面を設定して、カウンタープレッシャ法を適用することにより溶融樹脂をキャビティ14に供給し、溶融樹脂の発泡成形を行なうものである。発泡成形用金型は、キャビティ14内を意匠面まで貫通する突出し用金型ピン8を設け、この金型ピン8の先端に多孔質金属部材10をキャビティ14内に露出可能に設け、可動型3のコアバック時に、多孔質金属部材10が露出し、意匠面側キャビティ14a内に残る気体を多孔質金属部材10から金型ピン8内を通して金型1外に排気して溶融樹脂を発泡成形し、発泡成形品に穴形状を形成する構成としたものである。
(もっと読む)
発泡樹脂成形体の成形方法及びその装置
【課題】 キャビティ内にガスを注入してそのガス圧により発泡樹脂材料の発泡を抑制しながら発泡樹脂材料を射出充填するカウンタープレッシャ法を用いた発泡樹脂成形体の成形方法において、残留ガスによる凹跡等の発生をなくして優れた外観を呈する発泡樹脂形成体を得る。
【解決手段】
キャビティ13内にガスを注入してキャビティ13内のガス圧を一定に保持しながら発泡樹脂材料を射出充填し、この射出充填完了直前又は完了時から発泡開始に至る間に、キャビティ13内に臨ませた開口端部に焼結金属又は焼結セラミックからなる多孔質部材29を有するガス強制排出通路28を通じてキャビティ13内に緩やかな吸気力を作用させることによりキャビティ13内のガス圧を常圧にまで徐々に低下させ、キャビティ13内の全ての残留ガスを円滑に排除する。
(もっと読む)
インプリント装置、型、および、物品の製造方法
【課題】インプリント装置の構成の複雑化を抑えながらインプリント処理のスループットおよび/または収率を向上させる。
【解決手段】インプリント装置は、基板に樹脂を塗布し該樹脂に型を押し付けた状態で該樹脂を硬化させる。前記型は、ポーラス層を有する。前記インプリント装置は、前記型を保持するチャックと、前記チャックによって保持された前記型の前記ポーラス層から気体が排出されるように前記ポーラス層に気体を供給する供給部とを備える。
(もっと読む)
多孔構造体の製造方法
【課題】従来の多孔構造体の場合よりも多数の貫通孔を形成することが可能で、かつ、従来の多孔構造体の場合よりも機械的強度を高くすることが可能な多孔構造体を製造することが可能な多孔構造体の製造方法を提供する。
【解決手段】筒状外周部材10の内側に、円筒状内周部材20a,20bと、円柱状最内周部材30とが順次挿入された構造を有し、かつ、筒状外周部材、円筒状内周部材及び円柱状最内周部材のうち、径方向に隣接する2つの部材間に複数の貫通孔が形成されてなる多孔構造体1を製造するための多孔構造体の製造方法。筒状外周部材に対して、1以上の円筒状内周部材及び円柱状最内周部材を軸方向に沿って圧入することにより、筒状外周部材、円筒状内周部材及び円柱状最内周部材が一体化された多孔構造体1を製造する。
(もっと読む)
成形同時転写用金型及び成形同時転写品の製造方法
【課題】成形同時転写品の成形品質が低下し難くする。
【解決手段】型締めにより転写シート1との間で樹脂充填用のキャビティを形成する第1金型A1と、転写シートが当接する凹状のキャビティ面C2、型締時に第1金型との間で転写シートを挟持する把持部8を備えた第2金型A2と、型締時及び樹脂注入時に、転写シートをキャビティ面の側に吸引する吸引機構10とを備え、型締時の吸引に際し、転写シートのうち、キャビティ面に対向する対向領域1aと把持部8により挟持される把持領域1bとの境界部分1cが、凹状のキャビティ面の縁部で過度に曲がるのを防止するよう、把持領域を縁部に対して第1金型の側に位置させる曲げ緩和部11を第2金型の把持部に設けてある。
(もっと読む)
摩擦材の製造方法
【課題】 短時間で成形可能な摩擦材の製造方法を提供する。
【解決手段】 以下の工程により製造される摩擦材の製造方法。
(a)繊維状物質、摩擦調整剤及び結合材の一部を含む原料を混合し、原料混合物を得る工程。
(b)原料混合物に常温で固体状のゴムを加え、原料混合物を被覆する工程。
(c)更に、原料全体を100質量%とし、2〜30質量%の結合材の残部を加え混合し、摩擦材組成物を得る工程。
(d)摩擦材組成物を0〜100℃にて加圧成形する工程。
(もっと読む)
型の製造方法
【課題】煩雑な後加工を要することなく、良好な通気性を有し、型内での加熱・冷却等を均一に行なうことができる型の製造方法を実現する。
【解決手段】ノボラック型フェノール樹脂等の粘結剤を含有した溶剤(例えば、アルコール類)をセラミック繊維、カーボン繊維、及び金属繊維等の繊維質材料に含浸させて塗工材を作製し、原型1の表面に離型材を塗布した後、前記塗工材を塗付して所定厚みのコーティング層3を形成し、コーティング層3から原型1を離型した後、熱処理してコーティング層3を硬化させ、反転型を作製する。
(もっと読む)
ポリオレフィン系樹脂積層発泡シートからなる熱成型用シート及びそれを使用した熱成型物品
【課題】ポリオレフィン系樹脂発泡材料を用いて、剛性や耐衝撃性などの物性が向上され、表面の触感や外観も改良された、自動車用内外装材や部品材料を生産性よく製造する。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、(A)と(B)と(C)はそれぞれ以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート。(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有し、MFRが0.2〜20g/10分である複合樹脂組成物層。(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍、連続気泡率が30%以下、MFRが0.5〜10g/10分、190℃におけるメルトテンションが5以上である。(C)層の合計厚みに拘わらず、10〜500μmの厚みを有すエラストマー層であり、デュロ硬度が90以下、MFRが30g/10分以下である。
(もっと読む)
金型
【課題】連結部材で小穴が塞がれることを防止することができる金型を提供することを課題とする。
【解決手段】金型では、金属殻37の裏面43に、複数の縦の補強リブ70と複数の横の補強リブ80を立て、縦の補強リブ70と横の補強リブ80が交わる部位に、スタッド44を溶接する9個の円形の溶接座64、65、66、81、82、83、84、85、86を設けた。
【効果】補強リブ70と補強リブ70の間の金属殻37に樹脂シートを真空吸着する上側小穴61を貫通形成させても、この上側小穴61がスタッド44で塞がれることはない。したがって、スタッド44で上側小穴61が塞がれることを防止することができる金型を提供することができる。
(もっと読む)
携帯端末装置、成型方法及び成型金型
【課題】ガス抜き痕が照光範囲内に位置しても、デザイン性を向上できる携帯端末装置、成型方法及び成型金型を提供する。
【解決手段】携帯端末装置100は、金型成形によって形成される筐体10を有する。筐体10を成形するに当り金型のキャビティー面に形成された成型時のガス抜き痕19が、文字、記号、図形、又は、事物を表す所望のデザイン形状を形成する。ガス抜き痕19の他の例をあげれば、金型表面を多孔質金属体とすることも出来る。
(もっと読む)
多孔質材を使用したオレフィン系樹脂の高品質成形金型
【課題】これまで平面部の平滑度と透明度とを維持した成形品を得る事が困難とされていた、真空成形におけるシ−ト状のオレフィン系樹脂成形において、成形する金型構造を見直し、使用する材料又は加工方法を改善し、従来よりも優れた平滑度と透明度とを維持した成形品の製造ができる金型を提供する。
【解決手段】キャビティ−の平面に成形する部分を通気性の良い多孔質材料に置き換えて作製する事により、飛躍的に改善された成形品の製造をする事のできる金型の作製を可能とした。
(もっと読む)
カーボン射出成形のガス抜き用フィルタ
【課題】成形品のガス抜き孔の近傍における部位であっても、緻密で平滑な外観を確保し、成形品の強度や熱伝導率を向上することができるカーボン射出成形のガス抜き用フィルタを提供する。
【解決手段】この発明に係るカーボン射出成形のガス抜き用フィルタ10は、カーボン粉粒と結合材が主体の混合物である成形材料を射出成形する金型の最終充填部分に配設されるカーボン射出成形のガス抜き孔用フィルタ10であって、金型2に接して保持される保持部と、金型2に接しない胴部とを有し、外郭を形成するホルダー3と、胴部内に充填される粒状樹脂6とを備えたものである。
(もっと読む)
インプリント用モールドおよびパターン形成方法
【課題】モールド欠陥の発生を抑制できるインプリント用モールドを提供すること。
【解決手段】転写するべきパターンに対応した凹凸パターン11を備えたインプリント用モールド1において、少なくとも、凹凸パターン11の凹部の底と、前記凹部の底と対向する、前記凹凸パターンが形成された面と反対側の面との間の領域4は、石英よりもガスに対する透過性が高いことを特徴とする。
(もっと読む)
射出成形金型及び射出成形方法
【課題】簡単な構成の1つの金型からそれぞれ形状または体積の異なる複数の樹脂成形品を1回の射出成形で高精度で得ることができる射出成形金型及び方法を提供する。
【解決手段】体積のより大きい方の円筒容器状の成形品転写部72に連通するランナー51の流路に一端が接する樹脂流動調整部56を配置する。樹脂流動調整部56は周辺の金型部材の熱伝導率とは異なる熱伝導率を有し、断熱部材57で覆われ、他端は発熱源に連結されている。更にランナー51の端部に連設する多孔質部58を配置する。多孔質部58は一端から他端まで連続した空洞を複数有する多孔質材からなる。また、体積のより小さい方の三角容器状の成形品転写部73に連通するオーバーフロー部74を3箇所に設け、これらオーバーフロー部74にそれぞれ連設される多孔質部75を配置する。樹脂流動調整部56、多孔質部58及び75により樹脂流動経路部の樹脂の流動性を調整する。
(もっと読む)
1 - 20 / 66
[ Back to top ]