
Fターム[4F202CP07]の内容
プラスチック等の成形用の型 (108,678) | ベント、空気抜き (1,466) | 吸引機構を有するもの (400) | 型全体を減圧雰囲気下に置くもの (54)
Fターム[4F202CP07]に分類される特許
1 - 20 / 54
樹脂モールド方法および樹脂モールド装置
【課題】所望の成形品質の成形品を得ることのできる技術を提供する。
【解決手段】まず、金型クランプ面23aで開口するキャビティ凹部5の底面に設けられたポット27と、ポット27内で型締め動作に応じて相対的に往復動するように設けられたプランジャ31とを有するモールド金型2を準備する。次いで、ポット27内にポット用樹脂6aを供給した後、キャビティ凹部5内にキャビティ用樹脂6bを供給する。次いで、モールド金型2を型締めすることによって、溶融したポット用樹脂6aおよびキャビティ用樹脂6bを混ぜ合わせるようにプランジャ31で押圧し、キャビティ凹部5内に溶融樹脂6を充填する。次いで、キャビティ凹部5内の溶融樹脂6を所定の樹脂圧で保圧して加熱硬化させる。
(もっと読む)
成形金型および樹脂封止装置

【課題】リリースフィルムの破れを可及的に防止できる成形金型を提供する。
【解決手段】型開閉方向に形成された収納孔16および収納孔16に続く拡径孔17を有するクランパ18と、クランパ18の収納孔16内に収納されたキャビティブロック20とを有し、キャビティ凹部24が、キャビティブロック20の底面20a、段差壁面16aおよび拡径孔17の内壁面17aをキャビティ面とする空間で形成され、キャビティ凹部24に連通して、キャビティ凹部24に沿って供給されるリリースフィルム38をキャビティ凹部24面に吸着する吸引孔40が形成された成形金型において、キャビティブロック20の底面20aの周縁部に、キャビティ凹部24内方向に突出して、キャビティ凹部24の深さを浅くする突周部50が設けられていることを特徴とする。
(もっと読む)
発泡成形装置及び発泡成形方法
【課題】カウンタープレッシャー法を採用した発泡成形において、発泡性樹脂の充填完了時等の所定の時期に、速やかにキャビティ内のガスを排出することにある。
【解決手段】発泡成形装置は、発泡性樹脂が射出されるキャビティを形成するための金型と、キャビティ内を加圧状態にするためにガスを圧入するためのガス圧入装置と、ガス圧入装置によりキャビティ内に圧入されたガスを大気に放出するために金型に形成されたガス放出口と、キャビティ内への発泡性樹脂の充填動作が行われている間はガス放出口を塞ぎ、設定されたガス放出時にガス放出口を開く放出口開閉機構と、を有する。
(もっと読む)
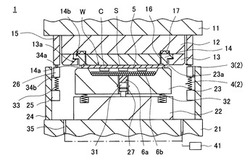
樹脂モールド装置
【課題】モールド金型にワークと共に搬入された樹脂が金型クランプ面からの加熱により硬化が進まないように搬入して金型クランプ時のモールド樹脂の流動性を確保することで成形品質を向上させた樹脂モールド装置を提供する。
【解決手段】プレス部Cに備えたモールド金型には、半導体チップ粘着面側に樹脂が供給されたキャリアプレートKを金型クランプ面より離間させて支持するワーク支持部37が金型クランプ状態において金型クランプ面より金型内に退避可能に設けられている。
(もっと読む)
射出成型装置および樹脂の成形体の製造方法
【課題】キャビティの形状によっては、樹脂が既に充填されている部分にもさらに樹脂が注入されるため樹脂がキャビティ内から溢れてしまい、樹脂の使用効率が悪いという課題を解決して、かつ樹脂を成形する射出成型装置および樹脂の成形体の製造方法を提供するものである。
【解決手段】第一の型と第二の型によって形成されるキャビティを有する型を用いて樹脂を成形する射出成型装置において、減圧された空間の容積である減圧容量を独立に制御可能で、前記キャビティに接続可能なキャビティ接続端部を有する複数のアウトゲートを持つことを特徴とする射出成型装置である。減圧された空間の容積である減圧容量を独立に制御することにより、キャビティの形状が複雑な成形体を形成する場合であっても、キャビティ内の樹脂の充填されていないそれぞれの領域が、適切な減圧容量で減圧される。そのため、キャビティ内から溢れる樹脂の量が少なく、樹脂の使用効率が悪いという課題が解決できるようにした。
(もっと読む)
成形方法
【課題】成形型ユニットを用い、液状の混合材料から製品を成形する方法であって、成形品中に気泡が存在することも成形品の表面が局部的に欠損することも容易に防止できるものを提供する。
【解決手段】成形型ユニット100のキャビティを材料で充填し、成形型ユニット100うちの少なくともめす型102を、キャビティが材料で充填されている状態で、攪拌機40内に配置し、その攪拌機40により、成形型ユニット10のうちの少なくともめす型1−2を、真空圧下において、公転軸まわりに公転させつつ、その公転軸に対して偏心した自転軸まわりに自転させ、それにより、キャビティ内において材料を攪拌しつつ脱泡する。
(もっと読む)
成形体の製造方法
【課題】第一の発泡層と第二の発泡層と非発泡層とを有する積層体を真空成形して成形体を製造する方法において、得られる成形体における第一の発泡層と第二の発泡層との剥離がおこりにくい方法を提供する。
【解決手段】前記積層体を、前記第一の発泡層の表面温度が、前記非発泡層の表面温度よりも高い温度となるように加熱し、
加熱された積層体を、夫々その内側にキャビティ面を持つ一対の型部材を有する成形型内に配置し、
次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面との間に空隙を生ずるように、成形型を密閉し、
次いで、キャビティ内を減圧状態とし、積層体を膨張させ、
前記膨張させた積層体が固化した後、成形型を開いて成形体を取り出して、
成形体を製造する。
(もっと読む)
樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法
【課題】交換用、多品種用のゴム型の製造に用いるゴム材料の使用量を低減させることができ、ゴム型の型開きを簡単な構造によって防止し、かつ光発生手段の制約を緩和することができる樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法を提供すること。
【解決手段】樹脂成形用のゴム型2は、熱可塑性樹脂5の成形品6を成形するキャビティ213を形成してなる中子型21と、中子型21を内部に配置する形状を有するベースモールド型22とからなる。中子型21とベースモールド型22とが合わさる接触面23には、複数の分割型部211の型開きを防止するために真空状態にする型空間24が形成してある。型空間24は、接触面23において、中子型21とベースモールド型22とが互いに接触する接触部と互いに接触しない溝部とを繰り返し交互に形成してなる。
(もっと読む)
ステアリングリム加飾装置及びステアリングリムの加飾方法
【課題】溝形加飾ピースを熱軟化させる際にリム部が受ける熱を抑制することが可能な防止することが可能なステアリングリム加飾装置及びステアリングリムの加飾方法を提供することを目的とする。
【解決手段】本発明のステアリングリム加飾装置10は、溝形加飾ピース300を、ステアリングホイール200のリム部202ではなく、加飾ピース保持蓋60にて保持する。ステアリングホイール200を保持したワーク収容器12の開口12Aを、溝形加飾ピース300を保持した加飾ピース保持蓋60によって閉塞して、溝形加飾ピース300を熱軟化させかつ溝形加飾ピース300内にリム部202の一部(上側円弧部202A及び下側円弧部202B)を挿入しかつワーク収容器12内を負圧状態にすると、ワーク収容器12の内外の圧力差により、溝形加飾ピース300がリム部202の一部に密着して加飾が行われる。
(もっと読む)
光学素子成形用型
【課題】下型により保持部材に支持された熱可塑性素材を持ち上げて上型に押し当てる際、熱可塑性素材が下型の成形面の中心から遠く離れるのを防止する成形型を提供する。
【解決手段】対向配置され、それらの間に加熱軟化して加圧成形される球状の熱可塑性素材38が配置される上型41及び下型42と、これら上型41及び下型42Bを嵌挿するスリーブ43と、上型41及び下型42Bの対向面間でスリーブ43内に摺動可能に配置され、下型42Bの先端部が挿通される貫通孔44aを備え、少なくとも該貫通孔44a上に熱可塑性素材38を接触して保持する保持部材44と、を有し、保持部材44と熱可塑性素材38との接触部から上型41の成形面41aまでの加圧方向の寸法Lは、熱可塑性素材38の成形前の直径Dよりも小さい。
(もっと読む)
樹脂の収容及び注入のためのシステムと方法
【課題】注入プロセスを単純化する為に、樹脂と、樹脂を含浸させる繊維プリフォームとを共に同じツールに配置することができるような、樹脂の収容及び注入の為のシステムと方法を提供する。
【解決手段】樹脂収容及び注入システムは、ツールと、ツール内に設けられた樹脂貯蔵ウェルと、ツール上に設けられた複合材料積層区域と、樹脂貯蔵ウェルを覆うように設置された真空引きフィルムとを含んでいる。真空引きフィルムは、真空引きフィルム全体の圧力均衡が確立されると樹脂保存ウェル内の容積を規定し、且つ真空引きフィルムに陽圧が印加されると容積をほぼゼロにするように構成されている。
(もっと読む)
電磁波照射成形用のゴム型及び電磁波照射成形方法
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、キャビティの内壁面付近における熱可塑性樹脂組成物を積極的に加熱することができ、成形する樹脂成形品の外観、形状、表面精度等の品質及び機械的強度を効果的に向上させることができる電磁波照射成形用のゴム型及び電磁波照射成形方法を提供すること。
【解決手段】電磁波照射成形用のゴム型2は、ゴム材料からなり、0.78〜2μmの波長領域を含む電磁波を照射して、キャビティ22内に充填する熱可塑性樹脂組成物6Aを加熱成形するために用いる。ゴム型2は、キャビティ22の内壁面221に赤外線吸収性能を有する表面層25を有している。
(もっと読む)
OA用ブレード用金型
【課題】ショートだけでなく、バリの発生も抑制して効率良く製造できるように設計したOA用ブレード用金型を提案する。
【解決手段】長尺形状のプレート上に、弾性部材が長手方向に沿って設けてあるOA用ブレードの製造に用いる金型であって、プレートがセットされる金型表面に粗面加工が施してあるので、OA用ブレードを製造する際にキャビティ内に滞留していた不要ガスを排出するガス逃げ機構として機能させることができる。よって、製造時にショートの発生を確実に防止して、製品の歩留り向上を図ることができる。
(もっと読む)
電子部品の圧縮樹脂封止成形方法
【課題】半導体素子等の電子部品を小型・軽量化した圧縮樹脂封止成形装置を用いて樹脂封止成形する。
【解決手段】上型6と下型10に冷却手段(64、104) を備えると共に、上型6内に冷却手段(154a)を備えたゲートノズル15を配設し、下型10に単数枚の基板装填用キャビティ(106) を配設する。更に、成形時には上型6と上型加熱用ヒータ(52)及び下型10と下型加熱用ヒータ(94)との間に空気断熱用の間隙Sを設定した状態で上下両型(6、10) を冷却し、また、この間隙Sを無くした状態で上下両型(6、10) を加熱する温度管理を行う。
また、この型構造とゲートノズル15の配設により装置の小型軽量化が図れると共に、樹脂材料の性状に適応した温度管理を行うことができる。
(もっと読む)
金型装置
【課題】射出成形用の型面に成膜されるワークを支持する第一金型と、真空引きされる成膜チャンバーを備えた第二金型とを用いてワークを成膜するにあたり、成膜チャンバーの真空引きにかかる時間を短縮する。
【解決手段】 第一金型2に、該第一金型2に形成される型面2aからコア2b内部に至る隙間S1、S2をコア2b内部側から第二金型3の成膜チャンバー3b内に連通せしめる連通孔11を形成して、成膜チャンバー3bの真空引き時に前記連通孔11を通して間隙S1、S2を真空引きする構成にした。
(もっと読む)
金型及び樹脂発泡成形品の成形方法
【課題】キャビティからガスを十分に排出することができると共に、ベントホールに樹脂が入り込むことを防止するよう構成することも可能な金型と、この金型を用いた樹脂発泡成形品の成形方法を提供する。
【解決手段】金型1は、下型2と、上型4と、この上型4に取り付けられた中子型3とを有する。中子型3の壁部3b,3cにそれぞれベントホール6が設けられている。壁部3b,3cの外面側に付設部材7が着脱可能に取り付けられている。この付設部材7は、ベントホール6に連通した細孔状の通気孔を有した筒状であり、通気孔の少なくとも一部がベントホール6よりも通路断面積が小さいものとなっている。中子型3のそれぞれキャビティに臨む面を覆うように不織布10が中子型3に装着されている。不織布10の端部側は壁部3b,3cも覆っており、ベントホール6をキャビティ側から覆っている。
(もっと読む)
回転成形体およびその成形方法
【課題】気泡の発生しないポリカーボネート樹脂製回転成形体を提供する。
【解決手段】ポリカーボネート樹脂粉粒体を回転成形してなる回転成形体であって、該ポリカーボネート樹脂粉粒体は、Tyler篩による標準篩法で得られた60メッシュより大きい粒子の割合が20〜100重量%であり、且つ60メッシュより大きい粒子の長径が、長径と直行する粒子の幅である短径の1.0〜2.5倍であることを特徴とする回転成形体。
(もっと読む)
微小針の製造方法
【課題】生体分解性樹脂を用いて、微小針の先端部に欠損のない、品質の安定したマイクロアレイを大量に製造すること。更には、そのための金属母型を精度良く作製すること。
【解決手段】所望の微小針に対応する貫通孔を有するPDMS製の鋳型を品質良く大量に作成し、生体分解性樹脂の遷移点から融点までの高温で転写加工を行い、遷移点近傍で樹脂を離型させ、それによって樹脂製の微小針を製造する方法を提供する。更に、良質なPDMS製の鋳型を大量に作製するための金属製母型の製造方法を提供する。これらにより、製品規格的に信頼性の高い微小針が効率的に製造できることとなった。
(もっと読む)
樹脂封止金型
【課題】シール部材を上下に開閉する場合でも、シール部材の開閉位置を自動的にロック可能とする。
【解決手段】少なくとも上型110と下型140とで構成される樹脂封止金型101であって、下型140が、キャビティ部を有したチェイスユニット143と、チェイスユニット143を着脱可能に保持するベースブロック141と、チェイスユニット143を内包し外気を遮断可能なシール部材144と、チェイスユニット143を着脱するためにシール部材144をベースブロック141に対して上下に開閉可能に支持する開閉機構と、を備え、該開閉機構が、シール部材144に対して反重力方向に力を与えるリフト機構を有し、このリフト機構が発生する反重力方向の力が、シール部材144の開いた位置においてシール部材144の自重より大であり、且つ、シール部材144の閉じた位置においてシール部材144の自重よりも小となるように構成する。
(もっと読む)
カーボン材射出成形のガス抜き孔構造及びカーボン凝結成形品の製造方法
【課題】金型内部に残存するガスのガス抜き孔に原料の流出防止手段を有し、且つ成型品から流出防止手段を容易に除去可能なカーボン材射出成形のガス抜き孔構造及びカーボン凝結成形品の製造方法を提供することを目的とする。
【解決手段】この発明に係るカーボン材射出成形のガス抜き孔構造は、カーボン粉粒と結合材が主体の混合物を金型内に射出注入して賦型した成形品に焼成処理を施してカーボンの凝結体を得るカーボン材射出成形のガス抜き孔構造において、混合物の最終充填部分近傍に設けたガス抜き孔に細い貫通孔を密に配して焼成処理温度以上で分解するフィルター7を設けるとともに、フィルター7の下部に設けた空隙の側壁部から排気を行う排気管5を設けたことを特徴とする。
(もっと読む)
1 - 20 / 54
[ Back to top ]