
Fターム[4F202CP10]の内容
プラスチック等の成形用の型 (108,678) | ベント、空気抜き (1,466) | その他の点 (152)
Fターム[4F202CP10]に分類される特許
1 - 20 / 152
成形装置
【課題】成形装置の部品点数を削減しつつ、発泡成形品を良好に成形することにある。
【解決手段】第一型11と、第一型11に閉じ合せ可能な第二型12と、第一型11と第二型12の間に形成されるキャビティ14とを有し、キャビティ14内の成形材料を発泡させて車両用シートのクッション材を成形する成形装置10において、第一型11と第二型12の少なくとも一方に、成形装置10の外部と非連通の複数の凹部30を設けるとともに、複数の凹部30に、成形材料の発泡時においてキャビティ14内に滞留する気体を流入可能な構成とした。
(もっと読む)
発泡成形体の製造方法

【課題】発泡成形時に、非通気性部材により排気孔への発泡樹脂の侵入をより確実に防止することが可能であり、且つこの排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、また発泡成形体の意匠性を良好なものとすることが可能な金型、金型の排気孔形成部材、及び発泡成形体の製造方法を提供する。
【解決手段】金型1のキャビティ4の内面に、該キャビティ4内のガスを該キャビティ4の外部に排出するための排気孔5が設けられている。金型1は、発泡成形体を製造するに当り、キャビティ4内に、排気孔5を覆うように通気性部材6が配置され、且つ該通気性部材6の該排気孔5側に、該排気孔5と対向するように非通気性部材8が配置された状態にて、該キャビティ4内において該発泡合成樹脂が発泡されるものである。排気孔5のうち、少なくともその軸心線方向の途中部からキャビティ4側の部分は、該キャビティ4側ほど大径となるテーパ形状部5aとなっている。
(もっと読む)
樹脂スタンパ用形状調整ステージ及びこれを備えたインプリント装置
【課題】熱や周囲環境の変化により伸縮して形状変化が生じた樹脂スタンパの形状を調整することができる樹脂スタンパ用ステージを提供すること。
【解決手段】一方の表面に微細な凹凸パターンが形成された樹脂スタンパ16を、その凹凸パターン形成面とは反対側の面が接するように載置するための載置台12を有し、該載置台12は、前記樹脂スタンパの反対側の面を吸引する複数の吸引孔15を有する吸引機構14と、前記複数の吸引孔15を、前記樹脂スタンパが載置される載置面12aの平面方向にそれぞれ独立して移動させる移動機構と、を備えていることを特徴とする樹脂スタンパ用形状調整ステージ。
(もっと読む)
金型、金型の排気孔閉鎖部材、及び、発泡成形体の製造方法
【課題】発泡成形時に排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、且つこの排気孔にキャビティ内の発泡樹脂が侵入することをより確実に防止することが可能であると共に、発泡成形体の意匠性を良好なものとすることが可能な金型、金型の排気孔閉鎖部材、及び発泡成形体の製造方法とを提供する。
【解決手段】排気孔閉鎖部材10は、金型1の排気孔5からキャビティ4内へ進出して該排気孔5を開放した排気孔開放位置と、該排気孔5内に後退して該排気孔5を閉鎖した排気孔閉鎖位置とをとりうるように進退可能な開閉部材11、及び、該開閉部材11を該排気孔開放位置に付勢した付勢部材12を有しており、該付勢部材12は、発泡成形時において、該排気孔開放位置にある該開閉部材11に対し、該キャビティ4内に充満してきた発泡合成樹脂から押圧力が加えられたときに、該開閉部材11が該排気孔閉鎖位置に後退することを許容するように構成されている。
(もっと読む)
リードフレーム、成形金型、半導体装置及びパッケージ
【課題】半導体装置のパッケージを成形するにあたり、成形金型のキャビティ内からエアーを外部に確実に送り出し、樹脂の充填不足による成形不良の発生を防止して歩留まりを向上させる。
【解決手段】端子リード13を有するリードフレーム1を成形金型に設置して樹脂成形を行うことにより樹脂成形体が一体となったパッケージ2を成形するにあたり、リードフレーム1に樹脂成形体の周辺部に連結して支持する複数の吊りリード14、14を設け、この吊りリード14、14の表面に複数のベント溝14aを形成し、キャビティ内のエアーをベント溝14aから外部へと送り出す。
(もっと読む)
インプリント装置、モールド及びインプリント用治具
【課題】所望のパターン形状を再現性良く得ることができるインプリント装置を提供する。
【解決手段】凸部12を有するモールド10を載置可能な第1ステージ1と、第1ステージ1と対向し、凸部12が圧入される樹脂層20を載置可能な第2ステージ2と、第1及び第2ステージ1,2の少なくともいずれか一方に配置され、モールド10の凸部12を樹脂層20に圧入したときに樹脂層20のパターン転写領域の外周に位置し、モールド10から樹脂層20にかかる圧力により樹脂層20の余分な一部を外部へ押し出す空隙部4を有するガイド3とを備える。
(もっと読む)
金型装置および成形方法
【課題】表面に凹部が形成される場合であっても、フローマークが生じるのを防止可能な樹脂成形品を形成可能な金型装置および成形方法を提供する。
【解決手段】金型装置10において、ガスベント26に一端側が接続され、キャビティ23から排出される気体が導入されるガス圧導入管路27と、ガス圧導入管路27の他端側が接続され、開口部28aがキャビティ23に連通するシリンダー穴28と、気体の圧力に応じてシリンダー穴28を移動させられる押出し駒30と、押出し駒30のシリンダー穴28における引き込み位置を制限する第1の位置決め部材33とを具備し、押出し駒30の開口部28a側の端面30aは、第1の位置決め部材33で位置決めされている状態においては内壁面23aと面一となる部位に位置し、シリンダー穴28に導入される気体の圧力が増大した後に、押出し駒30は、端面30aが面一な位置よりもキャビティ23の内部に押し出される。
(もっと読む)
樹脂詰まり検出装置および樹脂詰まり検出方法
【課題】金型に設けられた複数のエアベントのそれぞれについて、樹脂の詰まりを検出することが難しいという問題を解決することが可能な樹脂詰まり検出装置を提供する。
【解決手段】圧力センサ1A〜1Bを有する検出部は、キャビティー21に設けられた複数のエアベントのそれぞれと接続された複数の配管のそれぞれにかかる圧力を検出する。データ収集部2は、各圧力の時間変化を監視し、各時間変化に基づいて、各エアベントの状態を示す複数の状態値を求める。異常判定制御部3は、複数の状態値に基づいて、エアベントごとに、そのエアベントに前記樹脂が詰まっているか否かを判断する制御部と、
(もっと読む)
樹脂製部品の製造方法
【課題】表面の曇り、色むら、表面の亀裂、ボイド、表面の白化等の、ガスに起因する外観欠陥が、成形品に発生しにくい樹脂製部品の製造方法を提供する。
【解決手段】金型のキャビティ内に樹脂組成物を配し加熱しながら加圧して、樹脂組成物をキャビティの形状に略一致する形状に成形する。次に、型開きを行いキャビティ内の樹脂組成物を加圧状態から常圧状態とすることにより、予備成形工程で熱硬化性樹脂から発生したガスを金型内から外部へ放出するガス抜き動作を、複数回行う。ガス抜き工程が終了したら、樹脂組成物を再度加圧して圧縮成形する。この本成形工程での加圧力の高さは、予備成形工程及びガス抜き工程におけるいずれの加圧力よりも高圧とする。このような状態で所定時間加熱して熱硬化性樹脂が硬化したら、型開きを行い、成形品を金型から取り出す。
(もっと読む)
成形装置及び成形方法
【課題】押出装置からシート状に押し出した熱可塑性樹脂を金型の周囲に位置する型枠に密着させることが可能な成形装置を提供する。
【解決手段】押出装置(12)からシート状に押し出した熱可塑性樹脂(P)を金型(32)のキャビティ(116)に真空吸引し、熱可塑性樹脂(P)をキャビティ(116)に沿った形状に賦形する成形装置(1)であり、金型(32)の周囲に位置し、当該金型(32)に対して移動可能な型枠(33)を備え、型枠(33)は、熱可塑性樹脂(P)と当接する当接面に、熱可塑性樹脂(P)を吸引するための吸引部が設けられている。
(もっと読む)
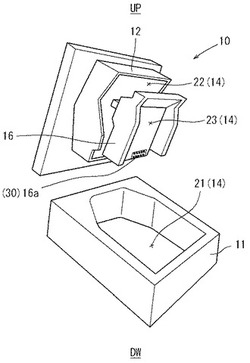
浴槽及び該浴槽を形成するための注型成形方法及び前記浴槽を注型成形によって形成するための金型装置
【課題】残留空気の発生を軽減して形成された補強リブを備える浴槽、及び該浴槽を成形するための注型成形方法と金型装置を提供する。
【解決手段】この課題を解決するために、注型成形で形成された浴槽1が、本体2底部3下面4に前記底部3を補強する補強リブ6を一体に備えると共に、前記補強リブ6の突出下端7に下方に突出した凸部8を一体に備え、前記凸部8が、注型用のキャビティ17内の空気を集める空気溜め部21に前記樹脂30を注入した、空気溜め部21跡より成るものとした。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】金型への加工を必要とせずにガス抜きを行うこと。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、前記第1の型締部の互いに異なる被付勢部位に対して、前記第2の型締部に近接・離間する方向に前記第1の型締部を移動させる移動力をそれぞれ独立して付勢する、複数の駆動手段と、前記複数の駆動手段を制御して型締力を制御する制御手段と、を備え、前記制御手段は、前記複数の駆動手段を制御して前記第1及び第2の型締部間の圧力を局所的に変更することにより、前記金型のキャビティ内のガス抜きを行うことを特徴とする。
(もっと読む)
発泡成形品の製造方法及びこれに用いる袋状体付き発泡型
【課題】バリの発生をなくし、型のメンテナンスを不要にし、離型剤の塗布も不要にして、アンダーカット部を有する発泡成形品を作製できる発泡成形品の製造方法及びこれに用いる袋状体付き発泡型を提供する。
【解決手段】発泡成形品6のアンダーカット部61を形成する窪み20が在る凹型2を、ヒンジ軸2dを中心に回動して型割れ,拡開する一対の分割型2a,2bで構成して、アンダーカット部61が解消され脱型できるようにする一方、上面開口の袋状であって、分割型の分割ライン27沿いに、袋主要部41から屈折してひだ状又は蛇腹状に突出する折畳み部分45を有し、さらに折畳み部分45が両分割型の分割面24に挟まれて、両分割型2a,2bの接合でできる断面凹形の型内面21を袋主要部41が覆うようにセットされるフィルム製袋状体4を設け、且つ折畳み部分45を分割面24に挟着させて袋状体4がセットされた両分割型2a,2bとの型閉じで、発泡成形品用キャビティCを形成する相手型を設けてなる。
(もっと読む)
成形型、並びに、樹脂成形品の成形方法
【課題】本発明は、ベント部の清掃作業を軽減し、樹脂成形品の生産性を向上できる成形型、並びに、樹脂成形品の成形方法を提供することを目的とした。
【解決手段】成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティ5と、成形キャビティ5と連通した脱気部10と、脱気部10に配される含浸部材20とを有する。含浸部材20は、樹脂が含浸した状態においては、少なくとも当該樹脂が含浸した部位が他の部位と分離可能な構成とされており、成形キャビティ5内に樹脂が充填され、その樹脂が硬化した後に成形品を離型すると、含浸部材20の一部が成形品側に一体的に付着する。
(もっと読む)
樹脂成形品の成形方法、並びに、成形型
【課題】本発明は、作業者が自ら行う作業工程を省略できると共に、製造コストを減縮できる樹脂成形品の成形方法、並びに、成形型を提供することを目的とした。
【解決手段】成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティ5と、成形キャビティ5と連通し排出流路20と導入流路21を有した脱気部10と、樹脂の存在の有無を検出する樹脂検出手段17と、少なくとも排出流路20の一部の部位を閉塞状態にすることが可能な閉塞手段16と、排出流路20及び導入流路21が接続された流路切替手段18を有する。樹脂検出手段17によって、排出流路20に導入された樹脂の存在が検出されると、閉塞手段16が排出流路20を閉塞し、その後、離型するタイミングになれば、流路切替手段18が導入流路21に対して連通して、成形キャビティ5内に気体が供給される
(もっと読む)
成形装置と成形方法
【課題】成形品の品質低下、薄肉のキャビティ内への溶融素材の充填性の阻害及び金型や摺動部材の摺動動作の阻害をそれぞれ防止した成形装置と成形方法の提供。
【解決手段】薄肉成形品の形状に形成されたキャビティ5と、キャビティ5に溶融素材を送りこむ射出口7と、を金型2に設けた成形装置(と成形方法)において、キャビティ5に設けられた開口部(12〜14)から金型2の外部に連通する通気路(21〜23)と、自動開閉機構(15〜17)を介して前記開口部の閉塞位置から開放位置まで進退動作することにより、開口部(12〜14)を開閉する開閉部材(18〜20)と、を設け、開閉部材(18〜20)は、キャビティ5内の溶融素材が開口部(12〜14)に到達する前に前記開口部を閉塞するようにした。
(もっと読む)
金型装置
【課題】補強リブへのヒケの発生も抑制して、樹脂成形品を成形することができる金型装置を提供する。
【解決手段】この課題を解決するために、金型装置は本体部21の裏面に補強リブ29を備えた樹脂成形品20を熱硬化性の樹脂で成形する装置であり、本体キャビティ部5とリブキャビティ部6とからなるキャビティ4を形成する型部1と、キャビティ4内に樹脂を充填する充填手段と、樹脂を表面側から先に加熱して硬化させる加熱手段と、加熱時に樹脂に成形圧を付与する加圧手段8と、樹脂注入時にキャビティ4内の空気を排出するエアベント11と、加熱時にキャビティ4内に樹脂を補充する補充手段と、を備え、補充手段がリブキャビティ部6内の樹脂の硬化に伴い生じるヒケにエアベント11を介して樹脂を補充するものとした。
(もっと読む)
射出成形用金型
【課題】バリが発生せず、効率的にガス抜きを行えるとともに、製造が容易な射出成形用金型を提供する。
【解決手段】キャビティ面15に収容孔23を設け、前記収容孔23には、摺動部材30を出没可能に収容した。前記摺動部材30には、前記収容孔23との接面31に摺動方向に凹条32が形成されており、前記キャビティ面15に臨む端部が塞がれて非凹部34となっている。前記摺動部材30がガス抜き位置にあるときには、前記凹条32が前記キャビティ14内と連通してガス抜き路40が形成される。一方、前記摺動部材30が樹脂100の充填圧力で退避位置に押し出されると、前記非凹部34が前記ガス抜き路40を塞いで前記キャビティ14内からの樹脂100の流出を防止される。
(もっと読む)
射出成形におけるガス抜き効果の高い金型
【課題】射出成形における金型内部のガス圧を可能な限り低減させるために、金型に窄設されたランナーの末端とゲートの間に設置できる、更なる効果的ガス抜きのための付加的な構造を追求する。
【解決手段】ランナー1末端において、充填される充填物により圧縮されるガスの流れに更なる微妙な圧力変化を生み出すために、ランナー1とゲート3の間に乱流室5を介置して、乱流室5にガス抜き装置2を設置してガス抜き効果を高め、射出成形におけるガス抜き効果の高い金型を得る。
(もっと読む)
成形型
【課題】洗面台等の樹脂成形品を注型成形する成形型を改良するものであり、ベント部の清掃作業を軽減することが可能である成形型の開発を課題とする。
【解決手段】成形型1は、上型2と下型3によって構成されている。そして上型2と下型3とを合致させたとき、両者の間に、成形キャビティ5が形成される。
上型2側にベント部(脱気部)10が設けられている。ベント部10は、成形キャビティ5と連続する樹脂溜まり部11と、当該樹脂溜まり部11と外部とを連通する排気口12を備えている。樹脂溜まり部11にフェルト製の樹脂含浸部材20が配されている。また排気口12には多孔質体21が装着されている。成形型1を分割したときに、フェルト(樹脂含浸部材20)を含む樹脂溜まり部11の成形物は、製品たる成形品22と共に下型3に残る。
(もっと読む)
1 - 20 / 152
[ Back to top ]