
Fターム[4F202CS10]の内容
プラスチック等の成形用の型 (108,678) | 補助操作 (492) | その他の点 (108)
Fターム[4F202CS10]に分類される特許
41 - 60 / 108
合成樹脂製コイルスプリングの製造方法及び合成樹脂製コイルスプリングの中間物並びに合成樹脂製コイルスプリングの製造に用いられる金型
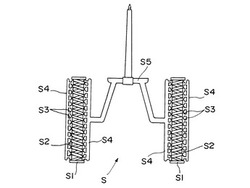
【課題】コイルスプリングのピッチ間を保護樹脂部によって連結することにより、ピッチ間寸法を所定寸法になすことができる合成樹脂製コイルスプリングの製造方法及びコイルスプリングの中間物並びに合成樹脂製コイルスプリングの製造に用いられる金型を提供することを目的とするものである。
【解決手段】本発明にかかる合成樹脂製コイルスプリングの中間物は、コイルスプリングのピッチ間に形成された保護樹脂部S2と、コイルスプリングの径方向外側に対向して、軸線方向に沿って形成された一対の縦方向ランナー樹脂部S4と、前記保護樹脂部と縦方向ランナー樹脂部とを接続する横方向ランナー樹脂部S3と、前記縦方向ランナー樹脂部S4の何れか一方に接続された主ランナー樹脂部S5とを少なくとも備える。
(もっと読む)
射出成形システム及びこれを用いた射出成形方法

【課題】 射出過程で射出物に対する印刷を同時に行える射出成形システム及び射出成形方法を提供する。
また、射出物に印刷される印刷像を半永久的に保存できる射出成形システム及び射出成形方法を提供する。
【解決手段】射出物を成形するための成形空間を限定する第1及び第2金型と、前記成形空間が開放され、前記射出物の一面が前記第1金型に固定された状態で前記射出物の他面に印刷を行うための印刷装置とを含んで射出成形システムを構成する。
(もっと読む)
無線コントローラ
【課題】複数の成形品取出機を無線コントローラを用いて無線通信により個別に遠隔操作する場合に、無線コントローラで操作すべき成形品取出機を容易に識別でき、安全且つ確実に成形品取出機の操作を行うことができる無線コントローラを提供する。
【解決手段】複数の成形品取出機を無線通信により個別に遠隔操作する無線コントローラであって、前記複数の成形品取出機を遠隔操作するための通信手段と、遠隔操作する成形品取出機を特定する認証情報を無線コントローラの表示部に表示させる画像信号作成手段と、を備える無線コントローラ。
(もっと読む)
成形品取出機のコントローラ
【課題】成形品取出機の操作方法やトラブル対処方法等の解説を実機の動きが実感できる動画表示によって行う成形品取出機のコントローラを提供する。
【解決手段】成形品取出機5のコントローラ1は、外部回線2を通じて動画マニュアルサーバー3と通信接続される。動画マニュアルサーバー3には、成形品取出機5の取扱いに関する解説が成形品取出機5の実写、模擬映像又はアニメ等による動画によって行われる動画情報を含む動画マニュアルが格納されている。そして、コントローラ1は、通信部14を介して動画マニュアルサーバー3と通信し、表示制御手段により動画マニュアルを読み出し表示部11の表示画面上に動画表示させる。これにより、コントローラ1において成形品取出機5の操作方法等の解説が実機の動きを実感できる動画表示によって行われ、作業者への理解を容易にすることができる。
(もっと読む)
型締装置
【課題】エジェクタ装置に使用される潤滑剤の飛散を適切に防止することのできる型締装置の提供を目的とする。
【解決手段】一対の金型の一方が固定された第一のプラテンと、前記一対の金型の他方が固定され、型開閉方向に進退可能な第二のプラテンと、前記第二のプラテンに固定され、前記第一のプラテンの反対側より前記第二のプラテンに対して型締力を伝達させるロッドとを備え、前記ロッドは中空構造であり、前記中空構造によって形成される中空部に、成形品のエジェクタ用のボールねじ機構が配設されることにより上記課題を解決する。
(もっと読む)
コントローラ
【課題】非常停止信号を成形品取出機に無線送信する機能を備えたコントローラに於いて、成形品取出機での非常停止信号の確実な受信を可能にする。
【解決手段】前記非常停止信号は、前記成形品取出機を停止させる為の複数の強制停止信号を多重化したものとする。又、成形品取出機とコントローラの通信が途切れた場合は成形品取出機を非常停止させる。
(もっと読む)
成形品取出機のコントローラ
【課題】成形品取出機のエネルギー消費量や稼動量等の稼動情報を表示することのできる成形品取出機のコントローラを提供する。
【解決手段】成形品取出機1のコントローラ2は、成形品取出機1における電力又はエアー等のエネルギー消費量や、各フレーム軸11〜13での走行距離、サイクル回数又はバルブ作動回数等の稼動量を表示する表示画面22〜24を有する表示部21と、成形品取出機1に設けた各種の検出器18からの検出値に基づいてエネルギー消費量や稼動量を求める演算部52と、演算部52で求めたエネルギー消費量、稼動量を表示部21に画面表示させる表示制御部53とを備える。これにより、作業者は、成形品取出機1に関するエネルギー消費量や稼動量等の稼動情報を容易に把握することができる。
(もっと読む)
樹脂封止装置
【課題】可動プラテンに生じる部分的な熱の偏りを平準化することで部分的な熱膨張差の発生を防止し、可動プラテンの歪みを防止する。
【解決手段】本体130と、本体130に内包され上下に往復動可能な可動プラテン140と、樹脂を加熱するためのヒータ115とを有する樹脂封止ユニット101を備えた樹脂封止装置100であって、樹脂封止ユニット101が、複数台隣接配置され、可動プラテン140の底面側から上面側に延在して中空部140Aを設け、中空部140A内に前記往復動のためのボールねじ150を配置すると共に、中空部140A内の空気を循環させるためのエア噴出口142を設けた。
(もっと読む)
プラスチック成形型
【課題】良好な強度を維持できるプラスチック成形型を提供する。
【解決手段】成型用モールドは、少なくとも一面に形成されるプラスチックレンズを成形する凸状成形面11A、およびこの凸状成形面11Aと反対側の非成形面部11Bを有するモールド本体11を備えた。そして、モールド本体11は、非成形面部11Bに、プラスチックレンズの成形に関する成形情報を情報処理手段により読み出し可能に記録した情報記録部30を備えた。
(もっと読む)
金型再生用シートおよびそれを用いた金型クリーニング方法
【課題】吸引孔が形成された金型のクリーニングに用いても、吸引孔に詰まらせることなくクリーニングすることができる金型再生用シートおよびそれを用いた金型クリーニング方法を提供する。
【解決手段】通気性シート1の片面もしくは両面に、未加硫ゴム系組成物または熱硬化性樹脂系組成物からなるクリーニング材料層2が厚み10〜150μmの範囲内で形成され、そのクリーニング材料層に貫通孔3が分布形成されている。
(もっと読む)
導光体付ピンおよび導光体付ピンを有する温度センサならびに射出成形用金型
【課題】
導光体付エジェクタピンを比較的単純な構造で実現し、且つ耐衝撃性を向上させる。
【解決手段】円筒状の中空軸部と、前記中空軸部に内接して第1の耐熱性接着材層で固着される管状スペーサと、前記管状スペーサに内接して第2の耐熱性接着材層で固着される円柱状の導光体を有し、前記導光体はその表面の一部に緩衝層が形成され、前記第2の耐熱接着材層の前記中空軸部内の端部は前記緩衝層上に形成される構成する導光体付きエジェクタピンにより上記課題を解決する。
(もっと読む)
金型ユニット逆取付防止機構
【課題】ユニット7が、常に正しい上下関係で取付けられるように、また成形機に対し正しい上下関係で取付けられるようにする。
【解決手段】固定側ホルダ9a又は可動側ホルダ9bのコーナにホルダ位置規制部15を形成し、固定側ユニット7a又は可動側ユニット7bのコーナにユニット位置規制部21を形成する。これにより固定側ユニット7a又は可動側ユニット7bのいずれかを上下逆に取付けようとした場合には、ホルダ位置規制部15がユニット7と干渉して逆取付けを規制し、ユニット7が正しい上下関係の場合には、当該干渉が回避されて取付けが可能になる。
(もっと読む)
型締め用の締め付け装置
【課題】締め付け又は緩めを繰り返し行っても座面の傷みの無い状態が維持できて、締め付け又は緩めの作業性に不都合を発生せず、また、ネジの取り外しをしないでも固定側及び可動側の金型を開くことができる型締め用の締め付け装置を提供する。
【解決手段】2枚のプレートが用いられて締め付け又は緩めが繰り返し行われる、低圧成形の金型に使用する型締め用の締め付け装置において、一方のプレート側に差し込まれた締め付けボルトの外周に沿ってコイルスプリングを配置することを特徴とする。
(もっと読む)
樹脂封止方法及びモータ
【課題】 熱硬化樹脂の熱硬化状態をリアルタイムで正確に把握することにより、製品を管理する樹脂封止方法を提供すること。
【解決手段】 硬化収縮を伴う熱硬化性樹脂を金型に注入して、ワークを樹脂封止する樹脂封止方法において、圧力センサ5により金型内の樹脂圧力を計測し、樹脂圧力が下降から上昇に転ずる変極点Eを決定し、変極点Eを前記熱硬化性樹脂の熱硬化状態の指標とする。
(もっと読む)
成形金型の配管接続機構
【課題】成形機のダイプレートに付属したジョイント部を、所定の2方向に移動可能に構成して、金型側のジョイントをコンパクト化と共に定形化可能とし、併せて金型の統一化を可能とする、成形金型の配管接続機構を提供する。
【解決手段】金型14a,14bをそれぞれ載置した、固定ダイプレート12と可動ダイプレート13とに、成形装置Sからの冷却水、油、電気等の配管、配線を金型側に接続するためのジョイント部16を、第1、第2方向X,Yに移動可能に支持する構成とすると共に、これら第1、第2方向X,Yにそれぞれ移動させるための第1、第2の駆動手段17,18を設ける構成とする。
(もっと読む)
成形レンズの偏心測定方法
【課題】金型成形されるレンズの光学面の偏心を前後それぞれに測定し、それに基づいて成形金型の補正を行う。
【解決手段】成形レンズ1の前後光学レンズ面10、11外周の光学面に影響しない前後二つの平面部12、13において、レンズ軸と同心の一つまたは複数の筋目14、15をそれぞれ加工形成しておき、工具顕微鏡2により拡大投影されたこれらの筋目の回転像からレンズ前後面の偏心度をそれぞれ測定し、成形金型を補正する。
(もっと読む)
玉軸受
【課題】合成樹脂製保持器の強度を高めることにより、玉軸受の信頼性を向上させる。
【解決手段】軸方向に対向する2枚の合成樹脂製環状体6,6の対向面にボール3を収容する半球状のポケット7を周方向に間隔をおいて形成し、環状体6の隣り合うポケット7,7の間に形成された結合部8を、他方の環状体6の隣り合うポケット7,7の間に形成された結合部8に結合する合成樹脂製保持器4を有し、その合成樹脂製保持器4で内輪1と外輪2の間に組み込まれたボール3を保持する玉軸受において、結合部8の他方の環状体6の結合部8との合わせ面11とは反対側に、隣り合う一方のポケット7から他方のポケット7に至る壁14を形成する。
(もっと読む)
成形型修正方法、成形型修正量算出方法、成形型修正量算出システム、及び成形型修正量算出プログラム
【課題】試作成形品の形状の測定データと、成形品モデルの設計データとを利用して、成形型の外型並びに中子の位置基準の修正量を各々算出し、成形型の位置基準をバランス良く調整する。
【解決手段】成形品モデルの輪郭形状から外部形状の設計データと内部形状の設計データとを作成し、試作成形品の輪郭形状から外部形状の測定データと内部形状の測定データとを作成する。外部形状の設計データと測定データの各形状データにて特定される形状を位置合わせし、外部形状の位置基準の座標移動量を、外部形状の位置基準修正量として算出する。外部形状の位置基準修正量だけ位置基準を移動した後の内部形状の測定データと内部形状の設計データの各形状データにて特定される形状を位置合わせし、内部形状の位置基準の座標移動量を、内部形状の位置基準修正量として算出する。
(もっと読む)
成形プロセスシミュレーション装置、成形プロセスシミュレーションプログラム及び成形品の変形解析方法
【課題】インサート成形におけるキャビティ内の流動体の変位を正確にシミュレーションすることができる成形プロセスシミュレーション装置、成形プロセスシミュレーションプログラム及び成形品の変形解析方法を提供する。
【解決手段】成形プロセスシミュレーション装置(1)は、インサートを含む成形品の解析モデルを生成し、解析モデルに複数の節点を設定する解析モデル生成部(10)と、解析モデルに基づいて流動解析を行う流動解析部(30)と、流動解析によって算出されたキャビティ内の圧力分布及び温度分布に基づいて、インサートの変形量を求めるインサート変形量算出部(52)と、金型のキャビティ面に存在するキャビティ面上節点に所定の拘束条件を設定する拘束条件設定部(40)と、その拘束条件、インサートの変形量、圧力分布及び温度分布に基づいて、キャビティ内の流動体の変位を計算するキャビティ解析部(53)とを有する。
(もっと読む)
成形プロセスシミュレーション装置、成形プロセスシミュレーションプログラム及び成形品の変形解析方法
【課題】少ない作業工数でCAE解析を実行可能な成形プロセスシミュレーション装置、成形プロセスシミュレーションプログラム及び成形品の変形解析方法を提供する。
【解決手段】成形プロセスシミュレーション装置(1)は、金型に固定され、キャビティ内に配置されるインサートを含む成形品の解析モデルを生成し、解析モデルに複数の節点を設定する解析モデル生成部(10)と、金型とインサートの境界面に存在する境界上節点に所定の拘束条件を設定する拘束条件設定部(20)と、解析モデルに基づいて流動解析を行う流動解析部(30)と、流動解析により算出した圧力分布及び温度分布と、境界上節点に設定された所定の拘束条件に基づいて、インサートの変形量を求めるインサート変形量算出部(52)とを有する。
(もっと読む)
41 - 60 / 108
[ Back to top ]