
Fターム[4F203AA29]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 樹脂材料等(主成形材料) (877) | ポリアミド(←蛋白質、ナイロン) (18)
Fターム[4F203AA29]の下位に属するFターム
全芳香族ポリアミド (1)
Fターム[4F203AA29]に分類される特許
1 - 17 / 17
加水分解耐性を有するガスバリアフィルムの製造方法及び加水分解耐性を有するガスバリアフィルム
【課題】 基材表面に位置する官能基がアミド化や窒化することを防ぎつつ、また酸素結合に頼ることなく層間密着力を向上させることを可能としたガスバリアフィルムの製造方法及び係る製造方法によるガスバリアフィルムを提供する。
【解決手段】 基材となるプラスチックフィルムの表面に対し、不活性ガス導入下において、気圧気圧0.1Pa〜10Paという環境下にて予めプラズマ処理を施すプラズマ処理工程と、前記プラズマ処理工程を実施した後に、その表面にシラノール基を有する鱗片状シリカを主剤に対して添加した第1高分子樹脂層、ガスバリア層、シラノール基を有する鱗片状シリカを主剤に対して添加した第2高分子樹脂層、をこの順に積層してなる備えてなる製造方法、及び該方法により得られるガスバリアフィルムとした。
(もっと読む)
成形品の製造方法および成形品
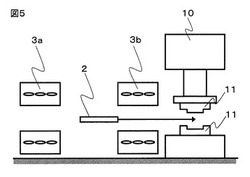
【課題】加熱中に熱膨張を生ずる成形材料のスタンピング成形において、成形サイクルを短縮させ、かつ、厚みが不均一な材料についても均一に加熱できる成形材料の製造方法を提供する。
【解決手段】不連続強化繊維基材に熱可塑性樹脂を含浸してなる成形材料を、次の(A)〜(C)の工程を経て加熱して後、プレス成形する成形品の製造方法で(A)がオフラインにて実施されることを特徴とする。(A)その表面温度および中心温度のそれぞれが成形温度域となるまで昇温する第一の加熱工程3a。(B)成形品前駆体を第二の加熱工程(C)に搬送する工程であって、かかる工程中における成形品前駆体の表面温度および中心温度のそれぞれが、特定の関係を満たす搬送工程2。(C)成形品前駆体を加熱して、その表面温度および中心温度のそれぞれを、成形温度域まで昇温する第二の加熱工程3b。
(もっと読む)
熱転写フィルムの製造方法

【課題】熱転写フィルムの層間密着性及び耐候性を向上し得る熱転写フィルムの製造方法を提供すること。
【解決手段】基材シートにハードコート層を積層する工程と、該ハードコート層を予備硬化する工程と、該ハードコート層に接着性付与層を積層する工程と、該接着性付与層表面上から該ハードコート層に電子線照射する工程とを含み、該予備硬化する工程が、該ハードコート層表面をJIS K 5600−1−1:1999に記載された指触乾燥状態とし、かつJIS K 5600−6−1:1999に規定された点滴法に従った耐液体性試験により該ハードコート層表面に酢酸エチル滴下後30分後に該ハードコート層表面にクラックが目視で観察されるように電子線照射する工程であることを特徴とする熱転写フィルムの製造方法である。
(もっと読む)
タイヤの空気バリア性回復方法
【課題】エチレン−ビニルアルコール共重合体などの熱可塑性樹脂のフィルムをインナーライナーとして用いた空気入りタイヤの空気バリア性が使用により低下した後に、その空気バリア性を回復する方法を提供する。
【解決手段】使用により空気バリア性が低下したタイヤを100℃以上かつ熱可塑性樹脂組成物に含まれる最も高い融点を有する熱可塑性樹脂の融点より低い温度で熱処理をすることにより、空気バリア性を回復する。熱処理には、タイヤ加硫用ブラダーおよびタイヤ加硫用モールドのうち少なくともいずれか一方、ギヤーオーブン、ヒーター、または熱風を使用することができる。
(もっと読む)
加硫ゴム成形体の製造装置および加硫ゴム成形体の製造方法
【課題】加硫容器の内部の密閉性を確保しつつ、未加硫ゴム成形体等を円滑に移送する。
【解決手段】加硫容器11の入口部、および出口部12のうちの少なくとも一方に配設されたシール部材13は、通過する未加硫ゴム成形体W等が摺接するシール体14と、加硫容器11に装着されてシール体14を保持する保持体15と、を備えるとともに、未加硫ゴム成形体W等との間に、前記移送方向に沿って複数のシール空間C1〜C3を画成し、保持体15には、加硫容器11の内部Aと外部Bとを連通する連通路17と、連通路17と複数のシール空間C1〜C3とを各別に連結する複数の導入路18と、が形成され、連通路17において、複数の導入路18それぞれに前記移送方向に沿う加硫容器11の内部A側から隣接する各部分に、該移送方向に対して交差する方向に延びる迂回部19が各別に備えられている。
(もっと読む)
自動車燃料用インタンクチューブおよびその製法
【課題】耐圧性能に優れたインタンクチューブの提供を目的とする。
【解決手段】燃料タンク2内に配設され、燃料タンク2の変位および燃料ポンプ5の振動を吸収する構成を備えた単層構造の自動車燃料用インタンクチューブ1である。そして、上記自動車燃料用インタンクチューブ1が、脂肪族ポリアミド樹脂を主成分とする樹脂材料からなる単層構造に形成され、かつ、下記の耐圧特性(X)を備えている。
(X)試験液〔Fuel C:メタノール=85:15(容量基準)〕中に80℃で168時間浸漬したインタンクチューブ内に、加圧媒体としてシリコンオイルを充填し、インタンクチューブの両端を試験用パイプで塞ぎ、昇圧速度1.0MPa/minで、室温にて耐圧試験を行い、インタンクチューブが破裂するか、もしくは試験用パイプが抜けた時の圧力(破壊圧力)が2.8MPa以上である。
(もっと読む)
空気入りタイヤの製造方法
【課題】インナーライナーとブラダーとの粘着を防止して、インナーライナーとインスレーションまたはカーカスとの間にエアーイン現象を生じさせない空気入りタイヤの製造方法を提供する。
【解決手段】空気入りタイヤの製造方法は以下の工程を含む。ポリマー成分が、スチレン‐イソブチレン‐スチレントリブロック共重合体100〜60質量%と、ポリアミドを分子鎖に含むショアD硬度が70以下のポリアミド系ポリマー0〜40質量%とを含むポリマー組成物をインナーライナー9に用いた生タイヤを準備する。生タイヤを金型に装着し、かつブラダーにより加圧しつつ加硫する。得られた加硫タイヤを10〜120℃で10〜300秒間冷却する。
(もっと読む)
自動車パネル用成型製品
ポリアミドマトリックスおよび強化繊維からなる少なくとも1つのポリアミド強化層を含む複合材成型製品であって、該ポリアミド強化層が、加圧蒸気工程を使用した固化のために多孔質であることを特徴とする、複合材成型製品。  (もっと読む)
(もっと読む)
タイヤ製造方法及びタイヤ製造用金型
【課題】熱可塑性樹脂を含んで構成されたタイヤ骨格部材にトレッドゴムを接着する際の、タイヤ骨格部材への熱供給に伴う影響を少なくできるタイヤ製造方法と、このタイヤ製造方法に適用可能なタイヤ製造用金型を得る。
【解決手段】タイヤ骨格部材14に対し、クラウン部26よりも外周側にトレッドゴム16を配置する。外金型部材56及び内金型部材60、62に熱を供給すると、トレッドゴム16がクラウン部26に接着される。内金型部材60、62からの供給熱量は、外金型部材56からの供給熱量よりも少なくされる。
(もっと読む)
空気入りタイヤの加硫方法
【課題】インナーライナーを熱可塑性樹脂又は熱可塑性エラストマー組成物で形成した未加硫タイヤを加硫成形するときに、生産性を維持しながら、インナーライナーを損傷しないようにした空気入りタイヤの加硫方法を提供する。
【解決手段】上下のプラテン1,2間に上型11と下型12を配置した加硫金型10に、熱可塑性樹脂又は熱可塑性エラストマー組成物からなるインナーライナーを備えた未加硫タイヤTを挿入し、その内側に挿入したブラダー16を加熱流体の圧入により膨張させて加硫成形するときに、ブラダー16内部の温度を前記インナーライナーの構成材料の融点より5℃以上低くすると共に、プラテン1,2の温度を加硫成形サイクルの前半と後半とを変化させ、加硫前半のプラテン温度を前記融点より15℃以上高くし、加硫後半のプラテン温度を前記融点より5℃以上低くしたことを特徴とする。
(もっと読む)
空気入りタイヤの製造方法及び空気入りタイヤ
【課題】熱可塑性樹脂または熱可塑性エラストマー組成物からなるインナーライナー層を有する空気入りタイヤにおいて、生産性の悪化を招くことなく、インナーライナー層の擦れ故障を改善することが可能な空気入りタイヤの製造方法及び空気入りタイヤを提供する。
【解決手段】熱可塑性樹脂または熱可塑性樹脂成分とエラストマー成分とをブレンドした熱可塑性エラストマー組成物からなるインナーライナー層10をタイヤ内面に配置したグリーンタイヤTを成形した後加硫機30の金型31内で加硫する際に、ブラダーがない加硫機30を使用し、グリーンタイヤTの空洞部T2内に加熱媒体を供給し、グリーンタイヤTに加熱媒体を直接接触させて加硫する。
(もっと読む)
小片を等間隔に設置するための帯状体
【課題】機能表面を有する帯状体の小片(B)を、ひとつずつほぼ均等な隙間を設けて配列する手間を省略でき、機能表面を保護しながら、各々の保護材、すなわち個々の小片(B)の表面を保護している伸縮性剥離材(A)を除去する手間も省略でき、さらには、延伸プレス加硫に用いた場合においては、各小片(B)が規則的に延伸に追随することが出来、ほぼ等間隔で小片(B)をゴム製品表面に存在させることができる帯状体を提供する。
【解決手段】機能表面を有する帯状体(b−1)を型抜きして得られる少なくとも一部が繋がった状態の型抜きされた帯状体(b−2)に、帯状の伸縮性剥離材(a)を、該機能表面が該伸縮性剥離材(a)に埋没するように圧着し、そして帯状体(b−2)の繋がっている部分を切除することにより帯状体(b−2)を複数の独立した小片(B)とする。
(もっと読む)
熱可塑性フィルムの製造方法
【課題】熱可塑性フィルムに対する延伸に特化して過熱水蒸気を用いることにより、フィルム自体の延伸、熱固定に要する時間の縮減を可能とする生産効率を高めた熱可塑性フィルムの製造方法を提供する。
【解決手段】延伸工程を伴う熱可塑性フィルムの製造方法に際し、延伸工程は、テンター式延伸装置1内で100〜400℃の常圧過熱水蒸気を被延伸フィルムに当てて加熱して延伸するものであって、テンター式延伸装置は、予熱部11と、延伸部12と、熱固定部13とを有すると共に、テンター10内を加熱する加熱部31と、テンター内に過熱水蒸気を噴射する過熱水蒸気噴出部32とを有し、過熱水蒸気噴出部を予熱部、延伸部、熱固定部の少なくともいずれかに備えている。
(もっと読む)
耐酸化性架橋重合体状材料の製造方法
本発明は、架橋した耐酸化性重合体状材料の製造方法、及び酸化防止剤を含む重合体状材料から酸化防止剤が生体内で溶離するのを防止または最少に抑える方法に関する。本発明は、架橋及び酸化防止剤、例えばビタミンE(α-トコフェロール)の分布を空間的に制御し、重合体状材料をドーピングする方法、及び酸化防止剤、例えばビタミンE(α-トコフェロール)、を含む重合体状材料から酸化防止剤を抽出する/溶離させる方法、及びそれらの方法で使用する材料も提供する。  (もっと読む)
(もっと読む)
樹脂複合ホースの製造方法及び樹脂複合ホース
【課題】押出成形後において樹脂層と外ゴム層とが層間剥離するのを良好に防止でき、押出成形後の加工を容易に行うことができるとともに、簡単な工程で安価にホース製造を行うことのできる樹脂複合ホースの製造方法を提供する。
【解決手段】内ゴム層と外ゴム層とを樹脂層12に積層して成る樹脂複合ホースを製造するに際し、内ゴム層と樹脂層12との積層構造の中空の1次積層管10Aを直管状に連続押出成形しつつ、1次積層管の内側に挿入した電極40と、外側にセットした筒状の電極42との間に電圧印加して、樹脂層12の外周側にプラズマガスを常圧で発生させ、樹脂層12の外面を常圧プラズマ処理して表面改質し、その後に外ゴム層を連続押出して2次積層管を成形し、これを所定寸法に切断した上でマンドレルに外挿状態に挿し込んで本加硫処理を行う。
(もっと読む)
樹脂複合ホースの製造方法及び樹脂複合ホース
【課題】押出成形後において樹脂層とゴム層とが層間剥離するのを良好に防止でき、押出成形後の加工を容易に行うことができるとともに、簡単な工程で安価にホース製造を行うことのできる樹脂複合ホースの製造方法を提供する。
【解決手段】中間の樹脂層と内ゴム層と外ゴム層とを積層して成る樹脂複合ホースを製造するに際し、内ゴム層と樹脂層と外ゴム層とをマンドレルを用いることなく中空状態で積層状態に長尺且つ直管状に連続押出成形するとともに、後工程でこれを熱風炉25に連続的に通して、そこで電子線照射を行ない、直管長尺ホース10Aの内部に供給した熱風と熱風炉25の熱風とによるホース内,外面からの加熱作用と電子線照射による加熱作用とによって連続的に半加硫を行なう。
(もっと読む)
光学素子及び該光学素子を備えたオプトエレクトロニクスデバイス並びにその製造方法
本発明は、所定の形態を有し、成形処理期間中若しくは成形処理後に付加的にさらに架橋結合される熱可塑性プラスチック材料を含んでいる、光学素子(1,25)に関している。この種の熱可塑性プラスチック材料は、高められた耐熱性を有しているが、それにも係わらずその熱可塑性プラスチック特性に基づいて付加的な架橋結合の前において容易にかつ安価に成形可能なものでもある。  (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]