
Fターム[4F203AA45]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 樹脂材料等(主成形材料) (877) | ゴム、エラストマー(熱可塑剤ゴム一般) (629)
Fターム[4F203AA45]の下位に属するFターム
共役ジエン系ゴム(←天然ゴム) (21)
Fターム[4F203AA45]に分類される特許
81 - 100 / 608
弾性クローラの製造方法
【課題】 芯金の翼部の帯長手方向両端に位置する縁端面に対する加硫接着をより確実に行うことにより、耐久性に優れた弾性クローラを製造する。
【解決手段】 本発明は、芯金4を有する弾性クローラ1の製造方法に関する。この製造方法は、芯金4の翼部5の帯長手方向両端に位置する第1端縁面33を、未加硫ゴムよりなる被覆材30で予め被覆する第1工程と、クローラ本体2の接地側部分を構成する未加硫の第1ゴム層21と、クローラ本体2の非接地側部分を構成する未加硫の第2ゴム層22との間に翼部6を挟んだ状態で、各ゴム層21,22を金型11のキャビティ内にセットする第2工程と、キャビティ内の未加硫の各ゴム材を加圧下で加熱して加硫成形する第3工程とを含む。
(もっと読む)
加硫治具および加硫装置

【課題】ブラダーの外面とローカバーの内面との間のエアー溜まりによるベアーケースの発生を防止する加硫治具および加硫装置を提供する。
【解決手段】ローカバーRの加硫工程に成形用のブラダー25とともに使用される加硫治具2を以下のように形成して、加硫処理までにブラダーの外面とローカバーの内面との間のエアーを放出する。すなわち、加硫治具は、ブラダーを押さえその外縁が略円形のおもて面38を備えた押さえ部35を有し、おもて面に、径方向に伸びた溝である表ソーカット41が設けられている。
(もっと読む)
空気入りタイヤおよびその製造方法
【課題】厚みが薄く、耐空気透過性に優れ、インナーライナーとカーカスとの間にエアーイン現象を生じにくい空気入りタイヤの製造方法を提供する。
【解決手段】本発明の空気入りタイヤの製造方法は、スチレン−イソブチレン−スチレントリブロック共重合体100質量部に対し、有機化処理粘度鉱物0.1〜50質量部を含むポリマー組成物からなる第1層、第2a層および第2b層のいずれかからなる第2層を含むポリマー積層体をインナーライナーに用いた生タイヤを準備する工程と、該生タイヤを金型に装着し、ブラダーにより加圧しつつ加硫して加硫タイヤを得る工程と、該加硫タイヤを金型から取り出さずに50〜120℃で10〜300秒間冷却する工程とを含むことを特徴とする。
(もっと読む)
タイヤの製造方法
【課題】高品質なタイヤを安定に製造しうる加硫装置30及びこれを用いた製造方法の提供。
【解決手段】この加硫装置30は、ローカバーRと当接してタイヤのビード94を形作るビードリング50と、このローカバーRをその内面から押圧しうるブラダー40と、このビードリング50の軸方向内側に位置する円盤状のサポートリング42とを備えている。このブラダー40の一部は、このビードリング50とこのサポートリング42との間に位置している。このサポートリング42の外径がDAとされ、上記タイヤのリム径の呼びがDBとされたとき、この外径DAは下記数式(1)を満たす。
DB×25.4−40.0 ≦ DA ≦ DB×25.4−15.0 (1)
(もっと読む)
タイヤの製造方法
【課題】モールド6の耐久性を損なうことなく、高品質なタイヤを安定に生産しうるタイヤの製造方法の提供。
【解決手段】この製造方法は、(1)開かれたモールド6にローカバーRを投入する工程、(2)このモールド6を閉じ、第一締め付け力でこのモールド6を締め付ける工程、(3)ヒーター8、10、12の内部に加熱媒体を供給し、このローカバーRを加熱する工程、(4)上記第一締め付け力よりも大きな第二締め付け力で、このモールド6をさらに締め付ける工程及び(5)このブラダー4の内部に上記加圧媒体を供給し、このローカバーRを加圧する工程を含む。この製造方法では、上記第二締め付け力は、上記第二締め付け工程がないとしたときに上記加圧工程で計測される第三締め付け力よりも大きい。
(もっと読む)
加硫ゴム積層体の製造方法および加硫ゴム積層体
【課題】界面接着性を向上した加硫ゴム積層体の製造方法および加硫ゴム積層体を提供すること。
【解決手段】未加硫ゴム組成物からなる少なくとも2層の未加硫ゴム層を加硫接着する加硫ゴム積層体の製造方法であって、少なくとも1層の前記未加硫ゴム層が、ゴム成分の全量を100重量部としたとき、非ジエン系ゴムを50重量部以上含有する未加硫ゴム組成物からなり、未加硫ゴム層のうち、少なくとも一方の貼り合わせ面に、脂肪酸亜鉛または脂肪酸銅を塗布する塗布工程と、脂肪酸亜鉛または脂肪酸銅を塗布した貼り合わせ面が界面側となるように、2層の未加硫ゴム層を貼り合わせた後、加硫接着する加硫接着工程とを有する。
(もっと読む)
流体送り装置及びタイヤ加硫装置
【課題】ロータ表面のゴミを除去することが可能な流体送り装置を提供する。
【解決手段】キャン式電動モータのロータ10を収容するロータ収容室14が設けられたロータ収容体15と、ロータ収容室14と密閉状に連設された流体送り室6が設けられ、この流体送り室6内に羽根車5が収容されたポンプケーシング4を備える。また、流体送り室6の側面近傍とロータ収容室14の上端とを中空状の管体16で接続する。
(もっと読む)
空気入りタイヤの製造方法
【課題】タイヤの加硫工程において、インナーライナーを損傷することなく、ブラダーとタイヤ内面との間の気体の排出を行なうとともに、エアーイン、屈曲亀裂性調整、転がり抵抗、および操縦安定性において優れた性能を示す空気入りタイヤの製造方法を提供する。
【解決手段】本発明の空気入りタイヤの製造方法は、複数のベントラインを備えるタイヤ加硫用ブラダーを用いて、インナーライナーを内面に備える空気入りタイヤを製造する方法であって、インナーライナーは、0.05mm以上0.6mm以下の厚さのSIBS層を有し、該SIBS層は、炭素数4のモノマー単位を重合して得られる重合体を0.5質量%以上40質量%以下含み、ベントラインは、タイヤビードトウ部からタイヤバットレス部に対応する部分の第1ベントラインと、前記タイヤバットレス部からタイヤクラウン部に対応する部分の第2ベントラインとを含むことを特徴とする。
(もっと読む)
加硫装置
【課題】
ゴム材料の射出が完了した複数の金型を積み重ねて加硫を行なう加硫装置において、加硫後のゴム材料の品質ばらつきを低減することである。
【解決手段】
それぞれ内部に電気ヒータを有する金型30a〜30cを積み重ねた積層金型26と、金型30a〜30cの表面に設けられたヒータ側電気接点に給電側電気接点を押圧して接続する接続ユニット40a〜40cとを有する。
(もっと読む)
タイヤの製造方法
【課題】高品質なタイヤを安定に生産しうる製造方法の提供。
【解決手段】この製造方法は、予備成形によって、ローカバーを得る工程(STEP1)と、このローカバーをモールドに投入する工程(STEP2)と、このローカバーの内側に位置するブラダーに第一加熱媒体を充填してこのローカバーを加熱しつつ、このブラダーの内圧を一次圧P1に到達させる工程(STEP3)と、このブラダーに第二加熱媒体をさらに充填してこのローカバーをさらに加熱しつつ、このブラダーの内圧を二次圧P2に到達させる工程(STEP4)と、このブラダーに加圧媒体をさらに充填してこのローカバーを加圧する工程(STEP5)とを含んでいる。このタイヤの製造方法では、上記二次圧P2が上記一次圧P1よりも高い。
(もっと読む)
加硫機
【課題】流動速度および流動方向に起因した熱量の伝達差を生じさせないように加熱媒体を流動させる。
【解決手段】内側空間Bに収容された加熱媒体を強制的に流動させてその熱量を生タイヤ4の内側全体に付与して加硫を行う。生タイヤの内周側で加熱媒体をタイヤ幅方向の全領域にわたって外周方向に吹き出す吹き出し管63と、生タイヤの内周側で加熱媒体を吸引する吸い込み管64と、吹き出し管と吸い込み管とを連絡するガス流路69と、ガス流路中で吸い込み管から吹き出し管に加熱媒体を流動させるガス循環駆動機67とを有している。吹き出し管の吹き出し口は、生タイヤの径方向に対して交差する第1角度で加熱媒体を外周方向に吹き出すように設定され、吸い込み管は、吹き出し管よりも生タイヤの中心側の吸い込み口が、生タイヤの径方向に対して第1角度とは逆方向となる第2角度で、加熱媒体を吸引する開口方向が設定されている。
(もっと読む)
タイヤ加硫用ブラダー
【課題】材料コストの上昇や生産効率の低下を招くことなく、タイヤの外観品質を向上させる。
【解決手段】ゴム状弾性体からなり、かつ未加硫タイヤの内腔内で膨張することにより、該未加硫タイヤを加硫金型の金型面に押し付けて加硫成形するためのタイヤ加硫用ブラダーであって、膨張可能な筒状のブラダー本体と、そのタイヤ軸方向両外側に配される両端部とからなり、かつ少なくとも前記ブラダー本体は、内圧が充填される側の内層部と、未加硫タイヤの内腔面に接する側の外層部とからなるとともに、前記内層部のゴム硬度Hsiを、前記外層部のゴム硬度Hsoよりも大とした。
(もっと読む)
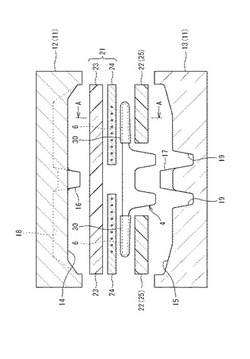
加硫成形装置
【課題】帯状ゴム様体における帯長手方向の端部付近の冷却状態と加熱状態とのコントロールを可能にする加硫成形装置を提供する。
【解決手段】加硫成形装置23は、弾性履帯を構成する帯状ゴム様体1を加硫成形するための加熱ゾーンHを構成する加熱金型24と、帯状ゴム様体1の帯長手方向端部を未加硫または半加硫状態のままで成形するための冷却ゾーンCを構成する冷却金型25と、を備える。加熱ゾーンHと冷却ゾーンCとの帯長手方向の間であって、帯状ゴム様体1の内周側及び外周側の少なくとも一方には、加硫金型24の一部39と冷却金型25の一部38とが共に存在することによって構成された中間ゾーンMが設けられている。
(もっと読む)
タイヤ加硫方法
【課題】割モールドの間に未加硫タイヤの一部のゴムが入り込むのを容易に防止できるタイヤ加硫方法を提供する。
【解決手段】未加硫タイヤ12のトレッド表面12Aにおける中型22の分割位置となる部位に凹部44を形成し、この未加硫タイヤ12を凹部44の位置が中型22の分割位置となるように金型14内に配置する。その後、ブラダーユニット16のブラダー34を加熱蒸気によって膨張させて未加硫タイヤ12の内面を加圧することにより、トレッド表面12Aを金型14に押し付け加硫成形する。
(もっと読む)
スパイクタイヤ用加硫金型およびスパイクタイヤ
【課題】型抜きに起因してスパイクピン打込み孔を形成する突起部によってスパイクピン打込み孔の周囲にクラックが形成されるのを防止する。
【解決手段】スパイクタイヤ用加硫金型1は、複数個のセクターモールド2によって円環モールド3を形成してなる。セクターモールド2に配設された突起部10は、先端側部分10bに基端側部分10aに比べて径の大きい膨出部11を有する。突起部10のうち、ラジアル線m上の位置から離れた位置にある突起部10の先端側部分10bの膨出部11は、円環モールド3の周方向断面で見て、ラジアル線mを含む平面に近い側の外面部分である第1外面部分11aと、平面から遠い側の外面部分である第2外面部分11bとで構成され、第1外面部分11aから突起部10の軸線sまでの距離である第1膨出距離X1、X2、・・・、Xnが、第2外面部分11bから突起部10の軸線sまでの距離である第2膨出距離Y1、Y2、・・・、Ynよりも小さい。
(もっと読む)
空気入りタイヤの加硫方法及び加硫装置
【課題】加硫成形時においてブラダーの上下方向に生じる温度差を従来よりも低減できる空気入りタイヤの加硫方法及び加硫装置を提供する。
【解決手段】金型1内に装着された未加硫タイヤ2の内側に配置されたブラダー4内にスチームSと窒素ガスNとを充填して、未加硫タイヤ2を加温及び加圧する空気入りタイヤの加硫方法において、未加硫タイヤ2の加硫の途中で、窒素ガスNを注入しつつスチームSの少なくとも一部をブラダー4の上部から排出する。
(もっと読む)
防振装置及びその製造方法
【課題】成形用金型を用いて内筒体及び外筒体にゴム弾性体を加硫一体成形した防振装置及びその製造方法において、バリを取るバリ取り加工を無くす。
【解決手段】成形用金型Mは、外筒体10,11の軸方向一方側の端面に対向当接すると共に、外筒体10,11の内外を連通させ且つキャビティC1,C2から漏れ出た余剰ゴム4a,5aを逃がすゴム逃がし凹部63a,68aが形成された当接面63,68を備えている。外筒体10,11の全面に加硫接着剤を塗布する。外筒体10,11の軸方向一方側の端面にゴム逃がし凹部63a,68aに逃げた余剰ゴム4a,5aを加硫接着する。
(もっと読む)
タイヤ加硫用ブラダー
【課題】従来よりも、タイヤの成形性に優れ、かつ、エア入り等の不具合を改善することができるタイヤ加硫用ブラダーを提供する。
【解決手段】タイヤを金型との間に挟み込み、膨張することでタイヤを金型に押圧するタイヤ加硫用ブラダーである。タイヤ加硫用ブラダー1のトレッドセンター部に当接する部分に凹部2を有し、かつ、タイヤ加硫用ブラダー1のブラダー幅方向長さをWとしたとき、凹部2のブラダー幅方向の長さWaが0.6W〜0.9Wである。
(もっと読む)
空気入りタイヤの成形方法および装置
【課題】成形ユニットを用いてグリーンタイヤを成形する際に、ターンアップした部材を強固に圧着できる空気入りタイヤの成形方法および装置を提供する。
【解決手段】外周面にグリーンタイヤを装着したまま加硫用モールドの中に配置される成形ユニット3の成形ブラダ4を収縮させた状態にして、バンド部材11を外嵌するように配置し、バンド部材11の外周側所定位置に規制リング7を少なくとも3つ配置して成形ブラダ4を膨張させつつ、一対のブラダ保持部5の間隔を小さくして、すべての規制リング7でバンド部材11の膨出量を規制して、バンド部材11の両端部をターンアップした後、両端側の規制リング7を退避させて、残りの規制リング7だけでターンアップを行なって形成した中間グリーンタイヤG1に外嵌するように配置したベルト部材を、成形ブラダ4を膨張させて中間グリーンタイヤG1の外周面に貼り合わせる。
(もっと読む)
タイヤ成型用折返しブラダーの製造方法および装置
【課題】エッジ部のシャープ性を維持しながら、ブラダーの各部における形状、ゲージを容易に規定の範囲内とする。
【解決手段】内型11の周囲に成形された円筒状部材12の軸方向一側部を、内型11の外側に外嵌されたインサート20と内型11とにより挟持した後、円筒状部材12の軸方向他側部を折返してインサート20の外側に重ね合わせ、次に、内型11、インサート20、外型61の内部に密閉収納された円筒状部材12を加硫してタイヤ成型用折返しブラダーを製造するようにしたので、加硫時における円筒状部材12の形状、ゲージは、内型11、インサート20、外型61により強力に規定される。これにより、ブラダーの各部における形状、ゲージは容易に規定の範囲内となり、エッジ部におけるシャープ性も充分となる。
(もっと読む)
81 - 100 / 608
[ Back to top ]