
Fターム[4F204AA13]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | ポリスチレン系(←ABS、AS樹脂) (95)
Fターム[4F204AA13]に分類される特許
61 - 80 / 95
高縦横比のナノ構造物の形成方法及び微細パターンの形成方法

【課題】簡単かつ経済的な工程により、ナノサイズの直径である高縦横比の構造物を形成できる高縦横比のナノ構造物の形成方法を提供する。
【解決手段】基板上に高分子薄膜を形成し、高分子薄膜にモールドを接触させる。次に、モールドの陰刻部のベース面と接触する高分子パターンを形成し、高分子薄膜から前記モールドを除去し、高分子パターンを伸張させることによって、高縦横比のナノ構造物を形成する。本発明のナノ構造物の形成方法を使用すれば、最適化されている自然系の各種繊毛を摸写できる。また、超疎水性又は高接着性などの性質を有する新しい機能性素材を開発できる。進んで、ますます微細化している電子素子のナノサイズの微細パターン形成工程などに応用が可能であり、かつ最近、注目されつつある炭素ナノチューブと共に、各種超精密産業の技術開発にも大きく寄与できる。
(もっと読む)
蓄熱効果を利用する自発的フロンタルポリメリゼーションによる改良された屈折率分布型光伝送体の作製方法
【課題】 蓄熱効果を利用する自発的フロンタルポリメリゼーションを利用した、屈折率が中心軸から徐々に変化する屈折率分布型の光伝送体であって、中心軸と周辺との屈折率差が大きい光伝送体の提供。
【解決手段】 熱効果を利用する自発的フロンタルポリメリゼーションを利用した、屈折率が中心軸から徐々に変化する屈折率分布型の光伝送体の作製方法であって、材料としてモノマー、ポリマーおよび重合開始剤を用いて、自発的フロンタルポリメリゼーションを重合容器中心部から重合容器周辺部に向かっておよび/または重合容器周辺部から重合容器中心部に向かって進行させることを含む屈折率分布型の光伝送体の作製方法。
(もっと読む)
樹脂成形機および樹脂成形方法

【課題】低コストで精度よく成形品を形成する。
【解決手段】上下一対の上型100および下型200のいずれか一方を昇降して上型100を下型200の上部に載置し、下型200と上型100を締結して内部に密封空間SPを形成し、密封空間SP内に樹脂材料を封入した状態で密封空間内を加熱加圧して樹脂成形品MDを形成し、その後、上型100と下型200の締結を解放した状態で、樹脂成形品MDが上型100に密着したまま下型200から離型するように下型100と樹脂成形品の間に空気層300を形成する。
(もっと読む)
熱可塑性材料及び繊維から物品を形成する方法、熱可塑性材料及び繊維から物品を形成するシステム、熱可塑性構造要素を形成する方法、熱可塑性構造要素を形成するシステム、熱可塑性材料及び繊維から構造的部品を形成する方法、及び熱可塑性材料及び繊維から構造的部品を形成するシステム
【課題】 部品の高生産量を目指すのに有用であり、低圧成型で、高強度繊維を有する大きな部品又は構造物を提供する。
【解決手段】 熱可塑性樹脂又は熱可塑性混合材料からの熱成型するための装置10は、押出し機11、型変換ステーション12、及び圧縮型ステーション13を有して描かれている。押出機は、オーガーが押出しダイ16への押出し通路に沿ってその材料を送る間、ヒーターが熱可塑性樹脂材料を加熱して流体材料とする場所であるオーガー15内へ熱可塑性樹脂又は熱可塑性樹脂混合材料を送るために、頂上に設けられたホッパー14を有する。送られて押出し機から出た材料は、ダイ16の後端に設けられたトリマー17により切断される。
(もっと読む)
熱可塑性材料及び繊維から物品を形成する方法、熱可塑性材料及び繊維から物品を形成するシステム、熱可塑性構造要素を形成する方法、熱可塑性構造要素を形成するシステム、熱可塑性材料及び繊維から構造的部品を形成する方法、及び熱可塑性材料及び繊維から構造的部品を形成するシステム
【課題】 部品の高生産量を目指すのに有用であり、低圧成型で、高強度繊維を有する大きな部品又は構造物を提供する。
【解決手段】 熱可塑性樹脂又は熱可塑性混合材料からの熱成型するための装置10は、押出し機11、型変換ステーション12、及び圧縮型ステーション13を有して描かれている。押出機は、オーガーが押出しダイ16への押出し通路に沿ってその材料を送る間、ヒーターが熱可塑性樹脂材料を加熱して流体材料とする場所であるオーガー15内へ熱可塑性樹脂又は熱可塑性樹脂混合材料を送るために、頂上に設けられたホッパー14を有する。送られて押出し機から出た材料は、ダイ16の後端に設けられたトリマー17により切断される。
(もっと読む)
防汚性を備えた便座およびその製造方法
【課題】 乾燥固化した汚れの付着力が小さい表面を有する便座部品、局部洗浄便座部品、及びその製造方法を提供することを目的とする。
【解決手段】 便座シート、便蓋、本体ケース、洗浄ノズル等の局部洗浄用便座の露出構成部品の構成材料の少なくとも一部材であって、その表面に、シリコーンレジンにより、表面自由エネルギーが28dyne/cm以上45dyne/cm未満の基材樹脂表面よりも低い低表面自由エネルギー層を形成した局部洗浄用便座。
(もっと読む)
エンボス化粧シートおよびその製造方法
【課題】 立体感があって装飾的に優れたエンボス化粧シート、およびこのようなエンボス化粧シートを簡単に、かつ、安価に製造することができるエンボス化粧シートの製造方法を提供する。
【解決手段】 一面にエンボス模様が形成され、他面が平滑面とされた透明樹脂板2と、透明樹脂板2の平滑面20に一面側が一体に積層されるとともに、他面側にエンボス模様が形成され、透明樹脂板2の屈折率と近似した屈折率の熱硬化性樹脂層3と、からなる基材シート4のいずれか一方のエンボス模様を加飾して隠蔽層5が設けられてなる。
(もっと読む)
玩具用部品素材及びその製造方法
【課題】 玩具の部品素材として軽量で破損し難く、容易に成形することができる玩具用部品素材及びその製造方法を提供する。
【解決手段】 一対の発砲プラスチック板11,13の間に繊維入テープ12を介装した3層構造材料に形成する工程と、この3層構造材料を金型14,15で玩具用部品の形状に圧縮成形してから該金型14,15を加熱した後に該金型14,15を冷却した状態を維持させる工程と、この冷却した状態を維持させる工程の後に圧縮成形された部品部分以外の不要な周辺部分を除去する工程とを備える。また、発砲プラスチック板11,13の間に繊維入テープ12が介装されて玩具用部品の形状に圧縮成形され、それぞれの発砲プラスチック板の表面にプラスチックフィルム16,17が張り付けられた構造を有する。
(もっと読む)
プラスチックレンズの製造方法
【課題】 インクジェット方式により顔料を用いて着色されたプラスチックレンズを製造する方法を提供する。
【解決手段】 レンズを成形するためのモールド型50の成形面51の側に、レンズ基材35と一体で離型される膜32〜34を形成するための組成物を付着させる膜付着工程と、これらの膜付着工程の後または間に、顔料40をインクジェット方式で付着させる着色工程と、モールド型50を合わせてレンズ基材35を形成する組成物を注入し、熱硬化する重合工程と、レンズをモールド型50から離型する工程とを有するプラスチックレンズの製造方法を提供する。顔料40をモールド型の中に塗布できるので、市販の顔料インクを用いて着色されたプラスチックレンズを製造できる。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】自動車用内装部品及びその製造方法であって、軽量化及びコストダウンを図るとともに、外周端末部の見栄えを向上させ、かつ端末処理作業を簡素化する。
【解決手段】ドアトリム10のベースであるドアトリム本体(積層構造体)20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂モールド部22と、発泡樹脂基材21の表面に一体化される加飾材23とから構成する。従って、軽量な発泡樹脂基材21を使用するとともに、樹脂モールド部22との投影面積の軽減により、軽量化、コストダウンを図る。また、ドアトリム10の外周縁の端末折曲部70をコア部421の外側に設けた押圧機構部50により、薄肉化並びに成形上型41の絞模様60を転写することで、端末折曲部70の見栄え並びに端末処理作業性を高める。
(もっと読む)
有機無機複合薄膜、その製造方法、及びそれを利用した光記録媒体
【課題】 大容量の光カードの光記録素子などに使用される有機無機複合薄膜、その製造方法、及びそれを利用した光記録媒体を提供する。
【解決手段】 基板上に規則的な二次元の格子状パターンを持つポリマーを有し、その格子の孔の部分に金属超微粒子を含有することを特徴とする有機無機複合薄膜により、耐光性が高くかつ、電子的性質、導電的性質、光学的性質等の新たな機能を充分に発揮する。また、有機無機複合薄膜を光記録媒体の記録層に用いることにより、金属超微粒子部位を照射光の回折限界よりも小さな面積を形成でき、ピックアップレンズの回折限界を超える記録密度で記録再生が可能でかつ再生安定性に優れた記録/再生信号を得ることができる。
(もっと読む)
複合成形品の製造方法
【課題】 全周を外皮に覆われた複合成形品予備成形体を切断することにより、発泡体の一部を露出させた軽量な複合成形品の製造方法を提供する。
【解決手段】 押出ヘッド9から押し出した熱可塑性樹脂製のパリソン10を一対の分割金型1a,1b内に配置する。一対の分割金型1a,1bを型締めするとともに加圧流体吹込み手段より加圧流体をパリソン10内に導入してパリソンを一対の分割金型1a,1bのキャビティに沿った中空体形状に押圧形成する。ついで一対の一対の分割金型1a,1bのパリソン10内に予備発泡樹脂粒子充填手段より予備発泡樹脂粒子を充填する。さらに水蒸気供給手段より水蒸気を吹き込むことにより、該粒子を互いに融着させた発泡体が内装された複合成形品予備成形体を成形する。複合成形品予備成形体を切断することにより発泡体の一部を露出させた複合成形品を得る。
(もっと読む)
鍵盤楽器のダンパーヘッドの製造方法
【課題】 比重を安定化しつつ、外観を簡単且つ良好に均一にすることができる鍵盤楽器のダンパーヘッドの製造方法を提供すること。
【解決手段】 先ず、木粉、熱可塑性樹脂及び相溶化剤を押出機に投入し、それらを押出機のスクリューを介して溶融しながら混練する。次いで、混練により形成された混練物を、粉砕機に投入して粒径3mm以下の粉状体に粉砕する。次いで、粉状体を型装置23のキャビティ24内に投入した後、各加熱手段26,27によりキャビティ24中の粉状体に上下両側から加熱を行い、粉状体中の熱可塑性樹脂を溶融しながら、粉状体にプレス圧を付与する。粉状体が硬化した後、脱型することにより成形体Pが成形され、これを所定間隔毎に切断することによりダンパーヘッド11が形成される。
(もっと読む)
ゲルコート強化複合材
【課題】
ゲルコート物品を形成する方法。
【解決手段】
本方法では、強化熱可塑性基材シートを所望の形状に熱成形する。こうして得られた所望の形状体は少なくともその表面にある残留空隙率を有している。この所望の形状体をゲルコーティング材料と共に成形して前記ゲルコーティング材料と所望の形状体との間に接着性結合を形成する。ここで、前記ゲルコーティング材料は所望の形状体中に浸透し、硬化してその形状体と機械的結合を形成する。
(もっと読む)
粘着製品用基材及び該基材を使用した粘着製品並びに前記基材の製造方法
【課題】 スチレン系樹脂を用いていても、優れた生産性で作製され、且つ物性のバラツキが低減された粘着製品用基材を提供する。
【解決手段】 粘着製品用基材は、スチレン系樹脂を主成分として構成され、且つ各々のカレンダロールの回転速度を個別に変速させることが可能な手段を有するカレンダにより圧延されていることを特徴とする。前記各々のカレンダロールの回転速度を個別に変速させることが可能な手段としては、各カレンダロール毎に、個別に駆動可能なモータを具備させることによる手段や、各カレンダロール毎に、個別に調整可能な変速機を具備させることによる手段などが挙げられる。カレンダロールの本数が4本で、且つそのロール配列が逆L形であってもよい。
(もっと読む)
多層成形体の製造方法および多層成形体
【課題】 加飾シートをキャビティ内に配置するとともにキャビティ内に樹脂を注入して、加飾シートの片面に樹脂成形体が一体化した多層成形体を製造する場合において、表面に傷、汚れなどの成形不良を生じさせないとともに、表面の光学的意匠性の低下をも抑制する多層成形体の製造方法を提供する。
【解決手段】 加飾シート14の一方の面に保護フィルム16が設けられた積層シート15を使用して、加飾シート15の片面に樹脂成形体を一体化する一体成形工程を行った後、保護フィルムを剥離する剥離工程を行う。その際、保護フィルム16として、その加飾シート14との接触面16aが、加飾シート14の表面層13の外面13aよりも、ビカット軟化点が小さな材料から形成されたものを使用する。
(もっと読む)
熱可塑性樹脂溶融物の成形方法
【課題】 同時に、多数個の成形体を製造する際、得られる成形品の変質や強度不足がなく、かつ、容易で安価にプレス成形できる熱可塑性樹脂溶融物の成形方法を提供する。
【解決手段】 溶融装置から供給された熱可塑性樹脂溶融物を脱気して所定の断面形状の連続体に賦形し、該連続体形状の熱可塑性樹脂溶融物を、複数の切断刃が同間隔に設けられかつ長さ測定装置を備えた切断装置に連続して供給し、該切断装置に供給された連続体の長さが所定長さになったら、複数の切断刃を同時に作動させて、該連続体を、同時に複数の同形状の個片に切断し、各熱可塑性樹脂溶融物の連続体または個片が、溶融機からプレス装置まで、ずっと溶融状態とされている。
(もっと読む)
風呂蓋及びその製造方法
【課題】 リサイクル性に優れた樹脂を用いた材料であって、軽量で高い強度を有し、反りや曲がりが発生し難く断熱性に優れた風呂蓋及びその製造方法を提供する。
【解決手段】 樹脂発泡体3の両面に、延伸オレフィン系樹脂シート2,2・・が積層されてなり、好ましくは、2層以上の延伸オレフィン系樹脂シート2,2の少なくとも2層の延伸方向が互いに直交するように積層され、積層された延伸オレフィン系樹脂シート2,2の風呂蓋に対する長尺方向の弾性率と短尺方向に切断した面の断面積の積和が、該延伸オレフィン系樹脂シート2,2の風呂蓋に対する短尺方向の弾性率と長尺方向に切断した面の断面積の積和よりも大きいことを特徴とする。
(もっと読む)
マット用滑り止めシートの製造装置と製造されたシート
本発明は、マット用滑り止めシートの製造装置及び上記装置によって製造される滑り止めシートに関する。本製造装置は、フレーム上に回転可能式に取り付けられて上記シートの片側表面に接触するベース・ローラと、上記ベース・ローラから予め決められた間隔で離隔配置されるようにフレームに回転可能式に取り付けられ、かつ上記シートのもう一方の面を圧縮するためにその表面上に形成された滑り止め副パターンを有するリセス(陥凹部)付き成形ローラと、成形部材とベース・ローラとの間に画定されるニップの予め決められた長さ内で成形ローラの少なくとも外周と接触するように配置され、かつシートの表面部分が貫通穴を通過して成形ローラの表面に接触するように主/副の滑り止めパターンの複数の貫通穴を有する成形部材とを備える。各副パターンは、幾つかの小突起と、連続する十字形またはX字形の断面とを有し、主パターンの各突起の少なくとも表面部分から突き出している。 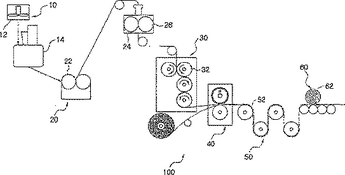 (もっと読む)
(もっと読む)
ゴム人形用注形型、ゴム人形及びその製造方法
【課題】ゴム人形の注形型および簡便な製造方法を提供する。
【解決手段】前面用注形型と後面用注形型とからなるゴム人形用注形型において、前記注形型がそれぞれ金属繊維入りコンクリート層から構成され、前記金属繊維入りコンクリート層の外面はヒーターを内包するゴムシートで覆われ、更に、前記金属繊維入りコンクリート層と前記ゴムシートは耐熱接着剤で接合されており、前記金属繊維入りコンクリート層の内面はFRP層で覆われ、前記FRP層の表面はシリコーン樹脂層で覆われており、また、前記シリコーン樹脂層の表面は耐熱塗料の薄膜で覆われている。前記耐熱塗料が弗素樹脂系潤滑塗料であり、前記耐熱接着剤が脱オキシムタイプの一液状RTVゴムである。前記ゴム人形の注形材料がエラストマー樹脂であり、前記ゴム人形の骨格がアルミニウム、ウレタン樹脂、シリコーン樹脂及びポリウレタン樹脂よりなる群から選ばれる。
(もっと読む)
61 - 80 / 95
[ Back to top ]