
Fターム[4F204AB25]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 添加剤、配合剤 (1,647) | 形状 (234) | 短繊維、ウイスカー (150)
Fターム[4F204AB25]に分類される特許
141 - 150 / 150
極細形状記憶合金ワイヤ、それを用いた複合材料とその製造方法
相変態温度を介して、オーステナイト相とマルテンサイト相があらわれるマルテンサイト相の形状記憶合金からなる、冷間延伸加工されたワイヤであって、その直径が60μm以下で、その逆変態終了温度が少なくとも250℃であることを特徴とする形状記憶合金ワイヤが記載されている。この合金ワイヤを用いることにより、ワイヤの両端を固定することなく、ガラス繊維強化樹脂や炭素繊維強化樹脂等の成形温度が180℃と高い樹脂中に該合金ワイヤを埋設した複合材料を容易に得ることができる。 (もっと読む)
制御パネルと制御パネルの製造方法
自動車用の制御パネル(1)で、線状要素(2)から構築されたフレーム構造(3)を持ち、線状要素で区分されたフレーム構造の領域(4)を少なくとも部分的にプラスチックシート要素(5)で塞ぎ、プラスチックシート要素を単体材料結合により線状要素と結合する。これにより、従来の通常の単に部分的な強化とは対照的に、制御パネル全体の包括的な強化を初めて達成できる。 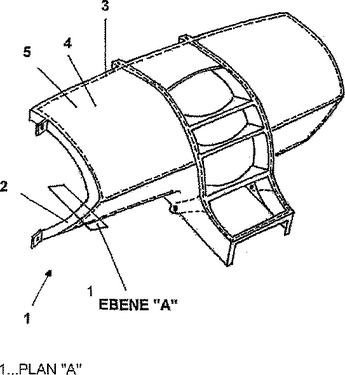 (もっと読む)
(もっと読む)
HDDヘッド用トレー及びその製造方法

【課題】 寸法精度が優れた、ソリの小さなHDD収納トレー、特に洗浄、運搬用トレーおよびその製造方法を提供する。
【解決手段】 導電性樹脂組成物を射出成形して成るハードディスクドライブヘッドの洗浄運搬用トレーにおいて、ヘッドを収納する窪みがトレーの表面中央部に複数個設けられ、該窪みが設けられた上面がトレー外側周辺部の表面と同じかそれより凸になっており且つ該窪みが設けられた面の裏面がトレー外側周辺部の裏面と同じかそれより凸になっている事を特徴としたハードディスクドライブヘッドのトレー。
(もっと読む)
成形品の製造方法および浴室用カウンター

【課題】ねじれや反りの発生がない成形品の製造方法および浴室用カウンターを提供する
ことを目的としている。
【解決手段】アクリル樹脂シートを真空成形して得られる成形品の表面形状をした表面材
を、成形品の裏面形状の型面を有する注型用型内にセットし、注型用型の表面材裏面と成
形品の裏面形状の型面との間に不飽和ポリエステル樹脂および充填材を含むスラリーを充
填して、スラリーを硬化させて表面材の裏面に補強層を一体成形する成形品の製造方法に
おいて、前記スラリーが、低収縮剤およびガラス短繊維の少なくともいずれか一方の添加
によってその成形時の収縮度を表面材の収縮度近傍になるように調整されていることを特
徴としている。
(もっと読む)
高強度成形品の成形方法
高強度成形品の成形方法が提供される。その方法は、成形用組成物を準備するステップから始まる。成形用組成物は、約40から60重量%の間の繊維混合物と、約15から45重量%の接着剤とを備える。成形用組成物に約435から870psiの間の圧縮圧力が適用される前に、モールドキャビティには、そのモールドキャビティの容量の約90%まで、成形用組成物が充填される。約0.1から0.5mmの間の所定の隙間が、前記モールドキャビティを定義する第1のモールド部品と第2のモールド部品との間で維持される。成形用組成物が実質的に硬化したとき、成形品はモールドキャビティから取り出される。  (もっと読む)
(もっと読む)
熱可塑性成形プロセス及び装置
方法は、熱可塑性材料を加熱して、繊維と配合するための溶融した熱可塑性材料を作ることを含む。溶融した熱可塑性材料を繊維と配合して、重量濃度の繊維を有する溶融した複合材料を作る。次いで、別々に制御された材料を供給する動的ダイを通して溶融した複合材料を押し出し、下部モールドの上に重力降下させる。下部モールドは、下部モールド及び上部モールドのモールドキャビティに合う所定量の溶融した複合材料を下部モールド上に堆積させるために、複合材料の流れを受け取りながら空間的及び時間的に移動させることができる。上部モールドを所定量の溶融した複合材料に押し付けて下部モールドの上に閉じ、物品を形成することができる。 (もっと読む)
不燃性組成物、これを用いた建築用不燃性成形品及びこれの製造方法
本発明は不燃性組成物、これを用いた建築用不燃性成形品及びこれの製造方法に関するもので、より詳しくは、有機繊維又は無機繊維、フライアッシュ又はボトムアッシュ、火炎防止剤及び硬化用難燃樹脂を含む不燃性組成物と、上記不燃性組成物を混合した後、高圧熱プレスを用いて所定の形態に圧縮、成形するか、ローラープレス又はオートクレーブにより成形する不燃性成形品の製造方法及び上記方法で製造された成形品に関するものである。
本発明によると、廃資材を利用しながら、環境にやさしく、既存資材に比べて物理的及び化学的な短所を補強して、優れた硬度、強度、耐水性などを有し、安価且つ組成比率により不燃性能が著しい不燃性組成物及びこれにより製造された建築用仕上げ及び内装資材を提供できる。
(もっと読む)
熱可塑性バインダーを含有する通気性立体形状部材の成形
【課題】本発明は、熱可塑性バインダーと、繊維、泡沫状物質、顆粒等との混合物の成形に関する。
【解決手段】成形された通気性または蒸気透過性の立体形状部材は、蒸気によって加熱された後、減圧することによって冷却されかつ加熱の際に生じた結露を蒸発させて、鋳型によって模様付けされた成形のまま持続させるというものである。この工程を行なうには、鋳型が特異な性質を有している必要がある。
(もっと読む)
樹脂成形体とその製造方法、及び用途
【課題】電子部品の放熱部材として好適な、高柔軟性、高熱伝導性かつ導電性の樹脂成形体を提供すること。
【解決手段】骨格部と、該骨格部の一部又は全部と一体的に形成された樹脂部とからなり、骨格部と樹脂部の熱伝導率の差が1W/mK以上で、骨格部及び/又は樹脂部の体積抵抗率が1MΩ・cm以下(0は含まず)であることを特徴とする樹脂成形体とその製造方法。この樹脂成形体からなり、アスカC硬度が50以下である電子部品の放熱部材。
(もっと読む)
繊維強化熱可塑性樹脂押出成形体の製造方法
【課題】ガラス繊維を含有するにもかかわらず高強度で軽い繊維強化熱可塑性樹脂押出成形体を製造する。
【解決手段】繊維強化熱可塑性樹脂材料からなる押出し成形体の少なくとも一部に空隙を形成し、該空隙が該繊維強化熱可塑性樹脂からなる部分の5〜90容量%である繊維強化熱可塑性樹脂押出成形体の製造方法において、(a)該繊維強化熱可塑性樹脂を溶融混練する工程、(b)該溶融混練された繊維強化熱可塑性樹脂を所定の最終成形体の断面積よりも大きくなるように押出す工程、(c)押出された該繊維強化熱可塑性樹脂を最終成形体形状になるまで圧縮する工程、(d)圧縮された該繊維強化熱可塑性樹脂を冷却する工程を含む繊維強化熱可塑性樹脂押出成形体の製造方法。
(もっと読む)
141 - 150 / 150
[ Back to top ]