
Fターム[4F204AB25]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 添加剤、配合剤 (1,647) | 形状 (234) | 短繊維、ウイスカー (150)
Fターム[4F204AB25]に分類される特許
21 - 40 / 150
繊維強化樹脂材の製造方法

【課題】強化繊維を熱可塑性樹脂に均一に分散させることにより、外観品質が確保されると共に、強化繊維の残存繊維長をより長い状態に維持することにより機械的特性を確保することができる。
【解決手段】強化繊維と熱可塑性樹脂とを含む繊維強化樹脂材を製造する方法であって、連続した強化繊維3aと、第1の熱可塑性樹脂とが、強化繊維3aの繊維長方向に沿って混在した複合材3Aと、第2の熱可塑性樹脂とを、第1及び第2の熱可塑性樹脂が溶融するまで加熱する工程と、第1及び第2の熱可塑性樹脂が溶融した状態で、複合材3Aと第2の熱可塑性樹脂とを混練することにより、強化繊維3aを切断しながら混練物1Aを製造する工程と、を少なくとも含む。
(もっと読む)
便座の着座側部材およびその製造方法

【課題】便座の着座側部材を薄肉化し軽量化することができると共に、人体の荷重に耐える強度および剛性を有する便座の着座側部材およびその製造方法を提供することを目的とする。
【解決手段】熱硬化性樹脂および強化繊維を含む成形材料を成形してなる表面部と、前記表面部の下方に設けられ強化繊維により形成された繊維織物を含む補強材料を成形してなる補強部と、を備え、人が着座する部位の肉厚が0.8mm〜2.0mmであることを特徴とする便座の着座側部材が提供される。
(もっと読む)
成形品、床材及びその製造方法
【課題】本発明が解決しようとする課題は、薄肉であっても優れた外観と優れた強度を両立した成形品を提供することである。
【解決手段】本発明は、強化繊維(a1)及び熱硬化性樹脂(a2)を含有する繊維含有率1質量%〜30質量%の成形材料(A)を用いて形成される層(I)と、繊維織物(b1)及び熱硬化性樹脂(b2)を含有する繊維含有率40質量%〜90質量%のプリプレグシート(B)を用いて形成される層(II)とが積層された、厚み0.5mm〜5mmであることを特徴とする成形品を提供するものである。
(もっと読む)
繊維強化熱可塑性樹脂成形体
【課題】均一な物性を有し、短時間で効率よく優れた量産性をもって成形できるリブ付き繊維強化熱可塑性樹脂成形体を提供する。
【解決手段】強化繊維15〜80重量%と熱可塑性樹脂20〜85重量%からなる成形体であって、該強化繊維が単繊維状に分散されており、かつ該強化繊維の重量平均繊維長(Lw)が0.5〜10mmの範囲にあり、該強化繊維の配向パラメータ(fp)が−0.25〜0.25の範囲にある繊維強化熱可塑性樹脂成形体からなり、少なくとも成形体の一面上に該面に沿う方向に延びるリブを有し、該リブの高さhが0.5〜120mmの範囲にあることを特徴とする繊維強化熱可塑性樹脂成形体。
(もっと読む)
繊維強化プラスチック平板の製造方法
【課題】SMCやBMCによる繊維強化プラスチック平板の成型の際に、成型時の意匠面と最裏面との温度差に起因する、これらの面での収縮速度の違いによる反りを低減することができる繊維強化プラスチック平板の製造方法を提供する。
【解決手段】シートモールディングコンパウンド(SMC)またはバルクモールディングコンパウンド(BMC)による成型品である繊維強化プラスチック平板の製造方法において、その成型時にSMCまたはBMCを金型に設置する際に、最裏面に意匠面のSMCまたはBMCよりも線膨張の大きなSMCまたはBMCを設置する工程と、意匠面の温度を最裏面の温度よりも高くして成型する工程とを含むことを特徴とする。
(もっと読む)
導電性構造体およびその製造方法ならびに燃料電池用セパレータ
【課題】優れた導電性を有する導電性構造体の製造方法を提供する。また、寸法精度が高く導電性に優れた燃料電池用セパレータの製造方法を提供する。
【解決手段】本発明の導電性構造体の製造方法は、結晶性熱可塑性樹脂と導電性充填材を少なくとも含有する結晶性熱可塑性樹脂複合材料からなる導電性構造体のモールド成形において、溶融した該複合材料が金型内で賦形された後、該複合材料の結晶化温度をTCと規定したときに、(TC±20)℃の温度範囲において、30℃/分以下の冷却速度で該複合材料を冷却することを特徴とする。
(もっと読む)
成型用金型および成形品の成形方法
【課題】共通の第1型体および第2型体を用いるとともに、得られた成形品の意匠面に継ぎ目線を生じることなく、異なる幅寸法の成形品を製造することのできる成型用金型が望まれている。
【解決手段】成型用金型1は、型閉めすることで合成樹脂成形用のキャビティCを形成可能な内面をそれぞれ有する第1型体2および第2型体3と、キャビティC内で第1型体2に着脱可能に取り付けられる第1型用入子6と、キャビティC内で第2型体に着脱可能に取り付けられる第2型用入子とを有して成る成型用金型において、第1型体2は、成形品Pの意匠面PAを成形するための意匠面用キャビティ面CAが製品最大幅寸法Lxで面一に形成され、第2型体3は、成形品Pの意匠面PAと反対側の裏面PBを成形するための裏面用キャビティ面CBが製品最小幅寸法Lmで形成されている。
(もっと読む)
植物系バイオマス成形体の製造方法及び植物系バイオマス成形体の加熱流動成形用材料
【課題】木質材料の外観の低下が抑えられ、曲げ強度が良好なバイオマス成形体を安価に製造することができる植物系バイオマス成形体の製造方法を提供する。
【解決手段】熱で軟化させた植物系バイオマス材料1を圧縮しながらせん断力Fの作用によりずり変形させて一旦加熱流動成形用材料2を得たのち、この加熱流動成形用材料2を金型に供給し加熱加圧して3次元形状を有する成形体を得る。
(もっと読む)
繊維強化樹脂の成形品とその製造方法
【課題】ガラス繊維の含有量を増加することなく強度を高めることができ、良好な外観を得ることができる繊維強化樹脂の成形品とその製造方法を提供する。
【解決手段】熱硬化性樹脂およびガラス繊維を含む繊維強化樹脂の成形品1であって、繊維束であるガラス繊維3を含む表面層2と、モノフィラメント化したガラス繊維5を含む裏面層4とを備え、ガラス繊維の全含有量が10〜30質量%であることを特徴とする。
(もっと読む)
繊維強化樹脂の水廻り用成形品とその製造方法
【課題】劣化加速試験後の強度および外観の両方に優れた繊維強化樹脂の水廻り用成形品とその製造方法を提供する。
【解決手段】熱硬化性樹脂およびガラス繊維を含む繊維強化樹脂の水廻り用成形品1であって、成形品1の水と接する側の層であり、モノフィラメント化したガラス繊維3を含む表面層2と、繊維束であるガラス繊維5を含む裏面層4とを備え、ガラス繊維3、5の含有量が15〜30質量%であることを特徴とする。
(もっと読む)
シートモールディングコンパウンド
【課題】CSMC成形品の変形及びクラックの発生を抑えると共に、成形品中のスチレンモノマー残存量を低下させることを課題とする。
【解決手段】ビスフェノールA型ビニルエステル樹脂、スチレンモノマー、カーボン繊維及び有機過酸化物を含むシートモールディングコンパウンドであって、前記シートモールディングコンパウンド中の活性酸素濃度が9.0×10-2〜25.0×10-2重量%である前記シートモールディングコンパウンドを使用することにより前記課題を解決することができる。
(もっと読む)
車両用内装部材の製造方法
【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1を用意する。スタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で加熱圧縮してスタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼付部材3を製造する。その後ホットプレス機21を開き、加熱された貼付部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼付部材4を形成する。その後膨張貼付部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
樹脂製歯車
【課題】高強度、高耐熱で高い歯形精度を保持しながら、リサイクル性を向上させ、廃棄物低減、歩留向上による低コスト化が可能な樹脂製歯車を提供する。
【解決手段】金属製ブッシュ2と、この金属製ブッシュ2の周囲に配置する第1の抄造層20とを備え、この第1の抄造層20が、短繊維と樹脂硬化物粉末22を含有し、液状樹脂を含浸し硬化させたものである。好ましくは、樹脂硬化物粉末と液状樹脂とが同一樹脂である。また、樹脂硬化物粉末が、液状樹脂の含浸硬化後の単位体積当り1〜60体積%含有されている。樹脂硬化物粉末の平均粒径は、4mm以下である。
(もっと読む)
抄造圧縮機
【課題】効率が悪く、高価な多軸駆動圧縮機を用いることなく、上または下側の片方だけが駆動する単軸圧縮機を使用し、且つ、ブッシュを中心とし軸線方向上下から圧縮する効果を得ることを可能とする抄造圧縮機を提供する。
【解決手段】台座21と、中空下圧縮型13と、筒状金型9と、中空上圧縮型12とを備える。中空下圧縮型13の内部には、下弾性体18により下面を支持されるブッシュ支持台10を有すると共に、内周壁に段部19が設けられている。筒状金型9の内部には、ブッシュ2の上面に設置される上支持台11を有している。中空上圧縮型12の内部には、上弾性体17により上面を支持される押下部材14を有すると共に、内周壁に段部20が設けられている。
(もっと読む)
エレベータ用かご及びその製造方法
【課題】軽量、難燃性を確保しつつ、剛性、曲げ強度等の機械的強度が向上したエレベータ用かごを得る。
【解決手段】この発明に係るエレベータ用かごは、繊維強化複合材料からなるスキン材8で表面を覆ったパネル6により区画されたかご室を有するエレベータ用かごにおいて、スキン材8は、補強繊維に難燃性樹脂を含浸させた難燃層10と、この難燃層10に積層して設けられ補強繊維に非難燃性樹脂を含浸させた非難燃層9とが一体化されて構成されている。
(もっと読む)
軽量吸音ポリウレタン成型品
【課題】ポリウレタンのチップ状物から出来上がるウレタン成型品において、低密度を実現しつつ硬さ、撓み難さの両立を図り、しかも吸音性能も満足する軽量吸音ポリウレタン成型品を提供する。
【解決手段】ポリウレタン発泡材を粉砕してなるポリウレタンチップにおいて最小のチップ(C1)の最短の一辺は8mm以上であり、かつ最大のチップ(C2)の最長の一辺は25mm以下であることを満たすチップとする原料ポリウレタンチップ11、反毛材よりなる反毛糸状片12、ウレタン系接着剤13とを混合し水蒸気を導入しながらプレス成型してなり、原料ポリウレタンチップと反毛糸状片との重量混合割合が20:80ないし80:20を満たし、かつ、ポリウレタン成型品の密度が0.03〜0.07g/cm3であり、プッシュプルゲージを用いた計測において28N以上の荷重を満たすポリウレタン成型品10である。
(もっと読む)
繊維強化プラスチック製電子機器筐体の製造方法
【課題】電波遮断性を維持したまま無線通信性能を劣化させず、特に意匠性に優れた電子機器筐体の製造方法を提供する。
【解決手段】次に示す成形材料基材(A)と成形材料基材(B)とを、成形材料基材(B)が厚み方向に挿通するように配置して板状の成形前駆体を形成し、その成形前駆体を、成形材料基材に含まれるいずれの熱可塑性樹脂の溶融温度よりも高い温度に加熱し、その後、成形材料基材に含まれるいずれの熱可塑性樹脂の溶融温度よりも低い温度でプレス成形して繊維強化プラスチック成形体を形成することを特徴とする繊維強化プラスチック製電子機器筐体の製造方法。
成形材料基材(A):強化繊維として導電性繊維を、マトリックスとして熱可塑性樹脂を含む成形材料基材
成形材料基材(B):強化繊維として絶縁性繊維を、マトリックスとして熱可塑性樹脂を含む成形材料基材
(もっと読む)
圧縮成形法及び同成形法により成形される強化熱可塑性部品
繊維強化部品は、異なる長さを有し、かつ当該部品のほぼ全体に亘ってランダムに配向した繊維で強化した圧縮成形熱可塑性樹脂により形成される。 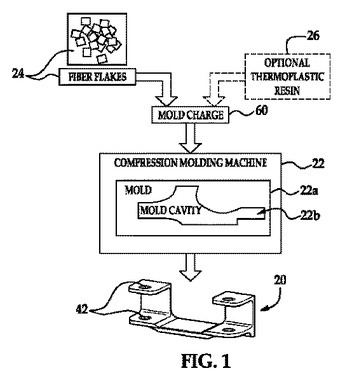 (もっと読む)
(もっと読む)
摩擦材の製造方法
【課題】 短時間で成形可能な摩擦材の製造方法を提供する。
【解決手段】 以下の工程により製造される摩擦材の製造方法。
(a)繊維状物質、摩擦調整剤及び結合材の一部を含む原料を混合し、原料混合物を得る工程。
(b)原料混合物に常温で固体状のゴムを加え、原料混合物を被覆する工程。
(c)更に、原料全体を100質量%とし、2〜30質量%の結合材の残部を加え混合し、摩擦材組成物を得る工程。
(d)摩擦材組成物を0〜100℃にて加圧成形する工程。
(もっと読む)
摩擦材の製造方法
【課題】 短時間で成形可能な摩擦材の製造方法を提供する。
【解決手段】 以下の工程により製造される摩擦材の製造方法。
(a)繊維状物質、摩擦調整剤及び結合材を含む原料を混合し、原料混合物を得る工程。
(b)原料混合物の一部に常温で固体状のゴムを加え、原料混合物を被覆する工程。
(c)更に、原料混合物の残部を加え混合し、摩擦材組成物を得る工程。
(d)摩擦材組成物を0〜100℃にて加圧成形する工程。
(もっと読む)
21 - 40 / 150
[ Back to top ]