
Fターム[4F204AB25]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 添加剤、配合剤 (1,647) | 形状 (234) | 短繊維、ウイスカー (150)
Fターム[4F204AB25]に分類される特許
41 - 60 / 150
炭素長繊維強化ポリアミド複合材料
【課題】平衡吸湿下でも高い剛性を有し、成形上がりで表層結晶化が進行し、生産性の高い、耐熱変形性を有する構造材用ポリアミド複合材料を提供する。
【解決手段】平均30mm以上の炭素長繊維(A)100質量部に対して、ポリメタキシリレンアジパミドおよび/または70モル%以上のポリメタキシリレンアジパミドからなる共重合ポリアミド(B)30〜250質量部、タルク、クレイ、周期表第1a属金属含有の有機化合物から選ばれた一種以上の結晶核剤(C)0.01〜10質量部を含有することを特徴とする炭素長繊維強化ポリアミド複合材料である。
(もっと読む)
導電性シート
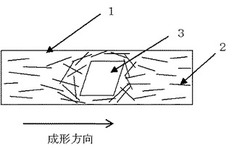
【課題】カレンダー成形、押出成形のような溶融賦形法による成形方法から得られるシートでも良好な導電性を発揮し、かつインレイド調とは異なる意匠を有する導電性シートを提供する。
【解決手段】熱可塑性樹脂100重量部に対して、導電性繊維2を20〜100重量部と粒子3を20〜100重量部含有する熱可塑性樹脂組成物を溶融賦形法により成形してなり、上記粒子3が成形中に形状を保持する導電性シート1であって、上記粒子3は公称目開き1mmのふるいを通過し公称目開き106μmのふるいを通過せず、粒子3が球形、円柱形などの立体形状の場合は短径と長径の比が1:1〜1:5であり、粒子3が板状、フィルム状などの扁平な形状の場合は短径と長径の比が1:5〜1:100であることを特徴とする。
(もっと読む)
微細な炭素繊維を含有するポリイミド粉末及びそれを用いたポリイミド成形体
【課題】ポリイミド本来の特性を大幅に損なうことなく帯電防止及び/または導電機能を備えたポリイミド成形体を提供する。
【解決手段】芳香族テトラカルボン酸及び/またはその誘導体とジアミン化合物とから得られたポリイミド粉末に、気相成長法により製造される微細な炭素繊維であって、炭素原子のみから構成されるグラファイト網面が、閉じた頭頂部と、下部が開いた胴部とを有する釣鐘状構造単位を形成し、前記胴部の母線と繊維軸とのなす角θが15°より小さく、前記釣鐘状構造単位が、中心軸を共有して2〜30個積み重なって集合体を形成し、前記集合体が、Head−to−Tail様式で間隔をもって連結して繊維を形成していることを特徴とする微細な炭素繊維を、ポリイミド粉末に対して0.5〜10質量%の割合で添加してなる帯電防止及び/または導電性ポリイミド成形体用ポリイミド粉末。
(もっと読む)
ウレタン発泡成形体およびその製造方法

【課題】 所望の吸音特性を有すると共に熱伝導性の高いウレタン発泡成形体、およびその製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、セルを区画する骨格樹脂が一端から他端に向かって筋状に延びているポリウレタンフォームからなる発泡本体を有し、該骨格樹脂中には、該一端から該他端方向に配向している磁性体粒子と、非磁性体からなり該一端から該他端方向に互いに連接している高熱伝導性フィラーと、が含有されている。また、その製造方法は、発泡ウレタン樹脂原料と、磁性体粒子と、非磁性体からなる高熱伝導性フィラーと、を混合して混合原料とする原料混合工程と、該混合原料を発泡型のキャビティ内に注入し、該キャビティの一端から他端に向かう磁場中で発泡させる発泡工程と、を有する。
(もっと読む)
ポリウレタンタービン翼のための自動化された製造方法
本発明は、ポリウレタン風力タービン翼および他の大きな物体の製造方法を提供する。本発明は、風力タービン翼のための金型を風力発電所において形成する工程、イソシアネートおよびイソシアネート反応性成分を、自動化反応射出成形(「RIM」)機により金型中へ射出する工程、金型を閉じ、プレスしおよび加熱して得られるポリウレタンを硬化する工程およびポリウレタン翼を風力タービン中に取り付ける工程を含む。また、該方法は、風力タービン翼金型を、風力発電所において形成する工程、イソシアネート、イソシアネート反応性成分および長繊維を自動化長繊維射出(「LFI」)機で射出する工程、金型を閉じ、プレスしおよび加熱して得られるポリウレタンを硬化する工程およびポリウレタン翼を風力タービン中に取り付ける工程を含む。本発明の製造方法は、風力発電所において行われるので、輸送問題を未然に防ぎ得る。 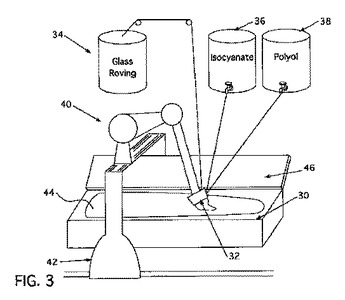 (もっと読む)
(もっと読む)
SMCの製造方法
【課題】樹脂コンパウンドとガラス繊維の比率の幅方向のバラツキを抑えることができるSMCの製造方法を提供する。
【解決手段】連続的に供給される2枚のフィルム2,2’上に樹脂コンパウンド1,1’を供給して塗布し、一方のフィルム2の樹脂コンパウンド1上にガラス繊維3を散布し、その上に他方のフィルム2’上の樹脂コンパウンド1’の塗布面を合わせて上下2枚のフィルム2,2’間に樹脂コンパウンド1,1’とガラス繊維3を挟み込んだ状態で上下から加圧してガラス繊維3間に樹脂コンパウンド1,1’を含浸させるSMCの製造方法において、フィルム2,2’上に樹脂コンパウンド1,1’を供給するに際して、樹脂コンパウンド1,1’の粘度に応じて樹脂コンパウンド1,1’の供給幅を調整してフィルム2,2’上の樹脂コンパウンド1,1’のフィルム幅方向の樹脂幅を調整する。
(もっと読む)
繊維強化プラスチック構造体及び繊維強化プラスチック構造体の製造方法
【課題】少なくとも2つのエレメントが繊維強化プラスチック構造体の形状を構成するのに使用される繊維強化プラスチック構造体及び繊維強化プラスチック構造体を製造する方法。
【解決手段】2つの隣接した前記エレメントは、施与された接着剤又は樹脂によりその接触面を介して接合される。接着剤又は樹脂が前記エレメントを接合するのに使用される前に、マットは、接触面の間に位置している。マットは、ランダムに配向されたチョップドファイバーを含んでなる。
(もっと読む)
三次元隆起構造部を含む繊維強化ポリウレタン成形品
本発明は、リブ、支柱またはドームのような構造部を有する繊維強化ポリウレタン成形品に関し、この構造部も繊維強化されている。 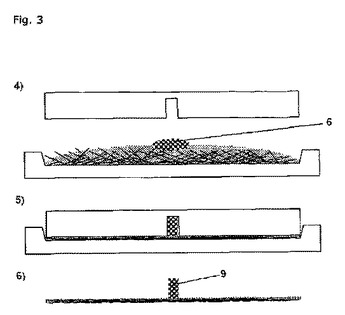 (もっと読む)
(もっと読む)
繊維強化樹脂部品およびその製造方法並びに製造装置
【課題】部品数を削減して組み立て工数を低減可能であり、補強部材用の型が不要となってコストの削減が可能な繊維強化樹脂部品およびその製造方法並びに製造装置を提供する。
【解決手段】本発明は、複数層で配置される繊維基材7〜9に樹脂を含浸させた繊維強化樹脂部品1である。当該繊維強化樹脂部品1は、隣接して同一層を構成する繊維基材8,9の端部同士が互いに重なって重畳部12を形成し、各層の前記重畳部12が積層方向に重なって形成される補強部5を有している。
(もっと読む)
複合繊維体の成形方法
【課題】厚み方向で高密度層と低密度層の密度の変化勾配が緩やかで、吸音性内装材として有効な複合繊維体の成形方法の提供を図る。
【解決手段】1次成形型2により加熱,加圧する工程で、成形素材1Aの下面側のみが下型2Bの温度管理下で所要厚みの高密度層1aとして圧縮成形される。1次成形型2を型開きして成形素材1Aの上面側の低密度層1bを復元させ、これに熱風を送り込んで所要温度に加熱した状態で成形素材1Aを2次成形型3によりコールドプレスすることにより、低密度層1bが所要の厚みと密度に圧縮成形され、高密度層1aと低密度層1bの密度の変化勾配が緩やかで吸音性内装材として有効な複合繊維体1が形成される。
(もっと読む)
繊維強化樹脂複合材料の製造方法
【課題】本発明の目的は、耐層間せん断力を向上させることができる繊維強化樹脂複合材料の製造方法を提供することである。
【解決手段】本発明の繊維強化樹脂複合材料は、強化繊維に未硬化樹脂を含浸させたプリプレグを面積層する積層工程と、溝部が形成されたニードルを回転させながら、前記積層したプリプレグに対して積層方向にねじ込むねじ込み工程と、加圧加熱して、前記未硬化樹脂を硬化させる硬化工程と、を備え、前記ねじ込み工程では、前記積層したプリプレグの各積層間を少なくとも前記溝部が挿通するまで、前記ニードルをねじ込む。
(もっと読む)
炭素繊維不織布、炭素繊維強化樹脂シートおよび炭素繊維強化樹脂成形体
【課題】金属材料と比べて軽量であり、面内で等方的に高弾性、高熱伝導、低熱膨張といった優れた特性を有し、金属材料の代替材料として発錆の問題を解決すると共に、大幅な軽量化を達成することが可能な炭素繊維強化樹脂成形体を提供する。
【解決手段】炭素繊維の短繊維が二次元ランダムに分散している不織布であって、該炭素繊維の繊維軸方向の引張弾性率が400GPa以上で、繊維軸方向の熱伝導率が60W/mK以上であり、かつ、該炭素繊維のうち、繊維長が5〜50mmのものの重量割合が60wt%以上である炭素繊維不織布。この炭素繊維不織布を用いた炭素繊維強化樹脂成形体。
(もっと読む)
繊維強化複合材料成形品の製造方法
【課題】クラックがなく、そのために良好な外観、高剛性を備えたFRPを圧縮成形により短時間で製造する。
【解決手段】実質的に連続した強化繊維に熱硬化性樹脂組成物を含浸したプリプレグを有する繊維強化複合材料と、該繊維強化複合材料の内部に配置されたコア材とを具備する成形材料を成形型で圧縮成形する成形工程を有する繊維強化複合材料成形品の製造方法であって、前記コア材は、軽量化充填剤を配合した熱硬化性樹脂組成物を成形した軽量コアである。軽量化充填剤としては、ガラス微小中空球、発泡プラスチックビーズなどが好適である。
(もっと読む)
スタンピング成形品
【課題】リブやボス部の先端まで強化繊維の分率が均一で、高いリブ構造を有し、成形品形状における剛性が高く、広い内容積のとれるスタンピング成形品を提供する。
【解決手段】リブやボス根元厚さaと高さbが特定の式の関係にある根元厚さ2.5mm以下のリブおよび/またはボスを有する成形品において、そのリブやボス部に平均繊維長が7.5〜75mmである繊維状強化材を15〜60容量%含有し、さらに成形品のリブおよび/またはボスの末端と末端から2mmの範囲の繊維状強化材容量%と基板部のその容量%が特定の式の関係にあり、熱可塑性樹脂がポリプロピレンまたはポリアミドであることを特徴とする。
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】多量の植物繊維を含有させることができ、且つ射出成形等に用いたときに、十分な流動性を有する熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】熱可塑性樹脂(ポリプロピレン系樹脂、特にポリプロピレン系樹脂と酸変性ポリプロピレン系樹脂との併用等)及び植物繊維(ケナフ繊維等)を含有し、合計を100質量%とした場合に、植物繊維が50〜95質量%である熱可塑性樹脂組成物の製造方法であって、熱可塑性樹脂と植物繊維とを混練し、混合して樹脂繊維混合物とする混合工程と、樹脂繊維混合物を圧延して平板状の圧延物C1とする圧延工程とを備える。圧延装置30は、樹脂繊維混合物を呼び込むための呼び込みロール301と、この呼び込みロール301から送出される樹脂繊維混合物Cを平板状に圧延するための圧延ロール302とを備えることが好ましい。
(もっと読む)
長繊維強化樹脂成形体とその製造方法
【課題】角部のない縁部を備え、物性や外観が良好で、生産性にも優れた長繊維強化樹脂成形体とその製造方法を提供する。
【解決手段】縁部が充填材12aを内包し、かつ、縁部の端面13が凸曲面状をなすように一体成形された長繊維強化樹脂成形体10A。充填材12aとしては、SMCが好適に使用される。具体的には、長繊維強化樹脂成形体本体10Aの縁部に、充填材12aを備えた縁部材12が一体化された形態である。また、縁部が充填材を内包するように巻き込まれている形態も挙げられる。これらは、縁部12が充填材12aを内包するプリプレグを圧縮成形して、縁部の端面13が凸曲面状である長繊維強化樹脂成形体10Aを一体成形することにより製造できる。
(もっと読む)
機能性表面層を有する抄造成形品およびその製造方法
【課題】機械的強度が高く、且つ所定の機能性表面層が強固に結着された抄造成形品を提供する。
【解決手段】繊維周囲にバイダー樹脂粉末4が付着した耐熱性繊維2から抄造される抄造物96を所定の含水率に脱水してから加熱圧縮成形することにより得られる機能性表面層を有する抄造成形品であって、機能性表面層は、前記脱水後の湿った状態にある抄造物96の表面にまぶすように均一付着させた機能性粉末6から形成され、前記加熱圧縮時に機能性粉末6が溶融して前記抄造物96の表層にある耐熱性繊維2に絡むことによって機能性表面層が抄造物96に結着されていることを特徴とする。
(もっと読む)
模様付き成形品の製造方法
【課題】SMC材と加飾シートをプレス成形して模様付き成形品を製造する際に、加飾シート内に滲み出しを防止し、しかも必要な部材が少なく、製造工程も簡素化された簡単な模様付き成形品の製造方法を実現する。
【解決手段】シートモールディングコンパウンド9のような成形材料3と加飾シート2の間に、無機鉱物を主成分とする滲み出し防止シートとしてセピオライト紙8を設けて、成形材料3と加飾シート2をプレス成形して、成形品7の表面に加飾層10を形成する際に、成形材料3が加飾層10に流れ込まないようにする。
(もっと読む)
フッ素樹脂成形体およびその製造方法
【課題】強度が高く、耐薬品性に優れ、半導体等に悪影響を与える成分を発生させ難いフッ素樹脂成形体およびその製造方法を提供する。
【解決手段】フッ素樹脂(A)および強化繊維(B)を含有する含フッ素樹脂組成物からなる有底筒状または筒状の成形体本体1と、該成形体本体1の内表面に設けられた、ポリテトラフルオロエチレンまたはテトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体から選ばれるフッ素樹脂(C)からなるフッ素樹脂層2とを備えるフッ素樹脂成形体10。
(もっと読む)
含フッ素樹脂組成物、成形体およびその製造方法
【課題】フッ素樹脂と強化繊維とからなり、強度に優れ、表面平滑性が高く、パーティクルが発生し難い成形体、ならびにこのような成形体の原料に適した含フッ素樹脂組成物、このような成形体の製造方法を提供すること。
【解決手段】テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体からなるフッ素樹脂繊維(A)および強化繊維(B)を重量比で(A):(B)=70〜90:10〜30の割合(但し、両者の合計は100である。)で含んでなる含フッ素樹脂組成物。
(もっと読む)
41 - 60 / 150
[ Back to top ]