
Fターム[4F204AD03]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 材料 (1,267) | 無機物質 (639) | 金属 (380)
Fターム[4F204AD03]に分類される特許
321 - 340 / 380
環状オレフィン系樹脂フィルムの製造方法、および環状オレフィン系ポリマーシートまたはフィルムの製造方法
本発明は、(1)環状オレフィンモノマーとメタセシス重合触媒とを混合して重合性組成物(A)を調製する工程(I)と、該重合性組成物(A)を支持体に塗布又は含浸する工程(II)とを遅滞なく行うこと、及び重合性組成物(A)を塊状重合する工程(III)を行うことを特徴とする環状オレフィン系樹脂フィルムの製造方法、及び(2)ヘテロ原子含有カルベン化合物を配位子として有するルテニウム錯体触媒及び環状オレフィンモノマーを含む反応液を塊状開環メタセシス重合して、厚さ1mm以下の環状オレフィン系ポリマーシート又はフィルムを製造する方法であって、20℃/分以上の昇温速度で100℃以上まで加熱することにより、前記環状オレフィンモノマーの重合を完結させる工程を有することを特徴とする環状オレフィン系ポリマーシート又はフィルムの製造方法である。本発明によれば、他の材料との密着性に優れた環状オレフィン系樹脂フィルム及び厚さが1mm以下の環状オレフィン系ポリマーシート又はフィルムを効率よく製造することができる。 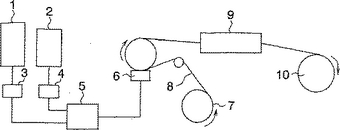 (もっと読む)
(もっと読む)
金属層と繊維強化プラスチック層とからなるラミネートの製造のための方法
金属層(7)と繊維強化プラスチック接着層(8)からのラミネートの製造において、2次成型用具(1)上に位置されているパック(6)が、形成されている。このパックの上に渡って排気用の媒体(12)と真空フィルム(13)とが、このパックが、真空の影響の下で前記2次成型用具上に押し付けられることができるように、位置されている。最終的に、前記層は、熱と圧力との影響の下で、互いに接着される。特に、比較的大きな製造工程にある製品の場合、様々な前記層が、互いに関してずれるという問題が起こる。本発明に係われば、この目的のために、前記2次成型用具に関して固定されているピン(4)が、設けられている。様々な前記層は、これらの層が、前記ピンに関して前記2次成型用具上の正しい位置に位置されることができるように、穴(9)を有している。  (もっと読む)
(もっと読む)
樹脂注型品およびその製造方法

【課題】 熱応力が加わったときの、樹脂注型品の電気的特性を向上させる。
【解決手段】 電気機器の主回路導体を接続固定する金属部材2と、前記金属部材2の表面に形成された複数層のメッキ層4および5と、前記複数層のメッキ層4および5の外周に、絶縁材料を注型して形成された絶縁層3とを備えたことを特徴とする。
(もっと読む)
パイプ金型の加熱方法、その加熱装置及び発泡ローラーの製造方法

【課題】 確実にパイプ金型と熱板を接触させ、耐久性が良く、効率良くパイプ金型を加熱する方法及び加熱装置を提供することによって、安定した発泡ローラーの製造方法を提供することである。
【解決手段】 パイプ金型と、少なくとも2つの駒からなる成型金型を、半割りにした加熱手段に挟み込んで加熱するパイプ金型の加熱方法であって、
該駒の下駒に連接して、材料を受ける液受けカップを配置する工程、
該成型金型と接触する内型と、更にその周りを囲う母体と、の2部材以上で構成され、且つ、該成型金型外径と密着するよう該成型金型外径の形状に倣った伝熱材を使用し位置修正可能に配置した該内型が、該パイプ金型と接触する部分と該液受けカップに接触する部分とで2分割され、各々が独立した温度調節をする工程、
を有することを特徴とするパイプ金型の加熱方法、その加熱装置及び発泡ローラーの製造方法。
(もっと読む)
発泡ローラーの製造方法、パイプ金型の加熱装置及び加熱方法
【課題】 確実にパイプ金型と熱板を効率良く接触させ、熱盤と成型金型との磨耗を軽減でき、耐久性を向上させ、省スペース化となるパイプ金型の加熱装置及びその加熱方法を提供するとともに、安定した発泡ローラーの製造方法を提供することである。
【解決手段】 芯材と、該芯材の外周に形成された円筒状の発泡体層を有する発泡ローラーの製造方法であって、
パイプ金型と、材料を受ける液受けカップと、少なくとも2つの駒からなる成型金型に芯材をセットする工程、
該成型金型との接触部に開閉動作手段を有する加熱手段により該成型金型を予熱する工程、
該液受けカップに発泡体層を形成するローラー製造用の材料を注型する工程、
該液受けカップを型組みし、発泡により金型内を材料で充填する工程、
加熱硬化させる工程、
該成型金型から脱型する工程、
により成型される発泡ローラーの製造方法、該パイプ金型の加熱装置及びその加熱方法。
(もっと読む)
成形プロセスおよび製品
自動車部品を製造する成形プロセスにおいては、2つの金型のうち雌型部分(1)に、例えば、ステンレス鋼、スズ、ニッケル−スズ、銅、または亜鉛などの金属が溶射される。熱膨張補償層(3)が溶射された金型表面(1)に置かれ、樹脂含浸性の繊維材料層がそこに塗布される。得られた組立品は硬化され、それから金型の雌型部分から取り外される、もしくは、金型から取り外され、それから硬化される。合成部分の金属表面(2)は、例えば、研磨、コーティング、塗装、またはこれらの組合せなどのような更なる処理を施される。「ウインドー」は、金型部分の領域を金属で溶射されないままにしておくことによって製造される。このようにして、照明用パネル、アンテナ、または近接センサーが、完全に形成される。 (もっと読む)
建築用パネルユニットの製造方法
【課題】 ドーム状屋根その他の大スパン・大径間屋根の建築構造物を構築する際に用いられる建築用パネルユニットの製造方法を提供する。
【解決手段】 周辺枠フレームを組み上げて、その一方の面に本設用金属薄板を取り付け、他方側の面に仮設用薄板を仮付けして密閉空間を形成し、同密閉空間内に発泡樹脂を充填してむくり形状を形成した一対の分割片を用意する。一対の分割片は、仮設用薄板を取り外して露出させた発泡樹脂の露出面同士を突き合わせるように組み合わせ、周辺枠フレーム同士を接合して一体化し、突き合わせた発泡樹脂同士の圧縮力により本設用金属薄板に所定の膜張力を導入する。
(もっと読む)
防火ドア用の複合積層シート
【課題】特別の接着剤による複雑な接着結合を行うことなく、木材加工工場で使用可能な防火ドア用の複合積層シートを提供する。
【解決手段】a)珪酸アルカリ金属塩を主成分とする膨張性の組成物を含む防火層Aと、その二面に施されたb)保護層B及びB’と、c)無機又は有機建設材料、紙材、金属、プラスチック、又は他の防火層からなる基板層Cと、を含むことを特徴とする複合積層シートが得られた。
(もっと読む)
OAローラの製造方法
【課題】発泡膨張時に金型内の空気を金型外へ導くためにキャップに設ける通路の構造を工夫することによって、発泡体のキャップ外への漏れを抑制し、かつ成形後の通路における発泡体の除去を容易とした、OAローラの製造方法について提案する。
【解決手段】一端側の開口部が塞がれた円筒状の金型内にシャフトを配置してから発泡体形成材料を注入し、該金型の他端側の開口部にキャップを嵌めたのち発泡硬化させて、シャフトの周りに発泡体層を形成してOAローラを製造するに当たり、該発泡体形成材料の発泡膨張時に、キャップの周面にキャップの軸方向に対して斜めの向きに刻んだ溝を介して金型内の空気を金型外に導くとともに、溝の途上まで発泡体を進入そして固化させる。
(もっと読む)
ローラ成形型、ローラ成形方法、及びローラ成形方法で作られたローラ
【課題】 きわめて簡便な製造方法で均質な発泡体ローラを製造する方法、成形型を提供すること。
【解決手段】 芯金4長手方向に成形型2を立て、芯金4を配して該成形型内で該芯金4外周に発泡弾性体5を形成しローラ形状を与えるローラ製造方法において、 該成形型上部駒1にのみ芯金固定手段を有する該駒を用いることを特徴とするローラ製造方法である。
(もっと読む)
密封ライナー付き金属キャップの製造方法
【課題】 天板部の中央部付近を容器内方に凹ませた密封ライナー付き金属キャップについて、キャッピング時に容器本体に座屈変形を起こすようなことなく、凹部の深さを充分なものに成形することができて、しかも、製造工程を増やすことなく、生産性良くキャップを製造できるようにする。
【解決手段】 天板部1aが平坦な円板状であるキャップシェル1が裏返しにされ、天板部1aの内面上に樹脂材料2が所定量だけ供給されて、天板部1aの周辺部に対応する部分に凹部3aが形成された受け金型3上に載置されている状態から、樹脂材料2をモールドパンチ4により圧縮成形することで、環状のシール部を有する密封用ライナーを成形すると共に、このライナーのシール部を成形する際のモールドパンチ4の周辺部分4bによる樹脂材料の押圧により、キャップシェル1の天板部1aの周辺部を、受け金型3の凹部3aに沿った形状に成形する。
(もっと読む)
OAローラ成形用金型およびOAローラの成形方法
【課題】金型の両端開口部側の内周面における磨耗の問題を解消した金型を提供する。
【解決手段】円筒状の金型1の両端開口部にそれぞれキャップ2,4を挿入して内部を密閉した金型内に、発泡体形成材料を注入し発泡硬化させて、予め金型内に配置したシャフトの周りに発泡体層を形成してOAローラを成形する際に用いる前記金型であって、該金型1の内周面において、前記キャップ2,4がそれぞれ接触するキャップ挿入領域に耐久性被膜8aを形成し、かつ両キャップ挿入領域Rcに挟まれた発泡領域Rbに離型性被膜8bを形成する。
(もっと読む)
アームレストの製造方法
【課題】 伸縮性の低い表皮材でも、表面に凹凸パターンを形成することができるアームレストの製造方法を提供する。
【解決手段】 発泡原料を注入する前に吸引孔35から吸引して、表皮材2をキャビティ面32に吸着させるため、織物やレザーのような伸縮性の低い表皮材2でも、キャビティ面32の形状に応じた凹凸パターンを確実に形成することができる。従って、アームレストに用いる表皮材2の選択自由度が向上する。
(もっと読む)
ゴムローラの製造方法及び導電性ゴムローラの製造装置
【課題】成形金型内に液状シリコーンゴム材料を注入し、硬化させて製造される導電性ゴムローラにおいて、電気抵抗の長手ムラが小さい導電性ゴムローラの製造方法を提供することを目的としている。
【解決手段】この発明に係わる導電性ゴムローラの製造方法は、材料の射出にパルス制御手段を用いて、且つ材料射出量が全体の85〜98%に達した時点で材料の射出圧力が任意の設定値以下になるようにパルス制御手段をコントロールすることである。
(もっと読む)
断熱パネルの製造方法及びその装置
【課題】 オゾン層破壊・地球温暖化等の環境破壊を起こさないが可燃性であり取扱いに細心の注意を要する発泡剤を用いて、高い安全性と生産効率の向上を図れるようにすること。
【解決手段】 一対の表面板10と、両表面板10の辺部間に装着される枠材20,21と、両表面板と枠材とで形成される空間30内に注入・充填される炭素数5の飽和炭化水素を発泡剤とする発泡断熱材とからなる断熱パネルの製造方法において、空間内に不活性ガスを注入して空間内を不活性ガスで置換した後、空間内に上記発泡断熱材を注入する。不活性ガス置換工程の際、枠材の中央部に設けられた注入用孔25に挿入されたノズル60の先端の主注入口62から、N2ガスを、ノズルの中心軸に沿って空間内に直状に注入すると同時に、直状注入方向に対して角度を有する少なくとも2箇所の副注入口63から側方に注入する。
(もっと読む)
アームレストの製造方法
【課題】 発泡原料の注入口を小さくすることができるアームレストの製造方法を提供する。
【解決手段】 フレーム3をカップホルダ容器用6の開口7から表皮材2の内部に挿入することができるため、発泡原料の注入口20は小さくて済む。従って、注入口20を塞ぐ作業も容易で、そこから発泡原料が漏れ出すおそれもない。入れ子21により凹部8を形成し、成形後は入れ子21を取り外すため、成形型に凸部を形成する必要がなく、成形型の形状も簡略になり、成形型の製造が容易になる。
(もっと読む)
ゴムローラの製造方法及び成形金型
【課題】パイプ金型本体とその両端に嵌合される駒の少なくとも3部材からなる成形金型内部に軸体を配置し、金型キャビティ内に液状ゴム材料を注入、硬化させて成形するゴムローラの製造方法において、泡の巻き込みの少ないゴムローラの製造方法及び成形金型の提供を目的としている。
【解決手段】成形金型キャビティへの材料注入口が複数あり、且つ該材料注入口手前にゴム材料を複数の該材料注入口へ分配するための材料溜まり部を有する成形金型内部に軸体を配置し、該成形金型キャビティ内に液状ゴム材料を注入、硬化させて成形するゴムローラの製造方法において、該材料溜まり部で材料流れ方向をいったん円周方向に広げ、且つ該材料注入口近傍における該材料溜まり部の形状が該注入口に向かって断面積が小さくなるリング形状を有することを特徴とする。
(もっと読む)
弾性ローラの製造方法、プロセスカートリッジ及び画像形成装置
【課題】 成形型内にて弾性層原料を注入して弾性ローラを製造する際、成形加工サイクル短縮のために硬化温度を上げても、ローラ長手方向の外径差が5μm以下であるように均一化である製造方法を提供する。
【解決手段】 芯金を保持する成形型への弾性層原料を注入硬化するに際し、該成形型の原料注入側の温度を出口側の温度より高くして成形する。
(もっと読む)
封止樹脂の成形方法
【課題】封止樹脂由来の金属微粒子の混入による、半導体の短絡事故を防止する成形法を提供すること。
【解決手段】封止樹脂を金型を使用して成形する際に、樹脂が流動する金型流路に磁界を賦課することを特徴とする封止樹脂の成形方法で、好ましくは磁界を賦課する手段が、金型に磁性体を挿入すること又は、金型の外部へ磁性体を取り付けることであり、封止樹脂がエポキシ樹脂とシリカを含有し、半導体用パッケージ用である封止樹脂の成形方法。
(もっと読む)
ゴム人形用注形型、ゴム人形及びその製造方法
【課題】ゴム人形の注形型および簡便な製造方法を提供する。
【解決手段】前面用注形型と後面用注形型とからなるゴム人形用注形型において、前記注形型がそれぞれ金属繊維入りコンクリート層から構成され、前記金属繊維入りコンクリート層の外面はヒーターを内包するゴムシートで覆われ、更に、前記金属繊維入りコンクリート層と前記ゴムシートは耐熱接着剤で接合されており、前記金属繊維入りコンクリート層の内面はFRP層で覆われ、前記FRP層の表面はシリコーン樹脂層で覆われており、また、前記シリコーン樹脂層の表面は耐熱塗料の薄膜で覆われている。前記耐熱塗料が弗素樹脂系潤滑塗料であり、前記耐熱接着剤が脱オキシムタイプの一液状RTVゴムである。前記ゴム人形の注形材料がエラストマー樹脂であり、前記ゴム人形の骨格がアルミニウム、ウレタン樹脂、シリコーン樹脂及びポリウレタン樹脂よりなる群から選ばれる。
(もっと読む)
321 - 340 / 380
[ Back to top ]