
Fターム[4F204AD03]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 材料 (1,267) | 無機物質 (639) | 金属 (380)
Fターム[4F204AD03]に分類される特許
241 - 260 / 380
成形コンポジットおよびこれを製造する方法
成形コンポジット材を形成する方法を提供し、該方法は、主表面を備えた実質的に硬質の基材を有するコンポジットストリップと、該実質的に硬質の基材の主表面上を覆うポリマーとを作製する工程を含む。該方法は、コンポジットストリップをマンドレルとともに成形して、マンドレルの形状によって実質的に規定される形状を有する成形コンポジット片を形成することを更に含み、成形工程の間、コンポジットストリップの主表面は実質的に同一平面に維持する。  (もっと読む)
(もっと読む)
OAローラの製造方法
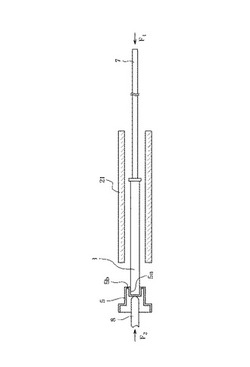
【課題】第1のキャップ5に嵌合された芯金1の他端のふらつきを防ぎ、金型21内周面を傷つけることなく芯金1をスムーズに金型21内へ挿入することが可能なOAローラの製造方法を提供することにある。
【解決手段】第1のキャップ5に嵌合された芯金1の他端を金型21の一方の開口部側に待機させ、金型21の他方の開口部から支持棒7を金型21内に挿入し、支持棒7の先端で芯金1の他端の端面を金型軸方向に押し付けたあと、次いで、支持棒7の先端を芯金1の他端の端面に押し付けたまま芯金1を、その一端側を他端側に向けて押しながら金型21内へ挿入し、第1のキャップ5によって金型21の一方の開口部を閉塞したあと支持棒7を芯金1から離し、その後芯金1の他端に第2のキャップ9の中心穴を嵌合させると共に第2のキャップ9によって金型21の他方の開口部を閉塞する。
(もっと読む)
OAローラの製造方法

【課題】同一の金型でOAローラの製造を繰り返すことによるOAローラと金型との離型性の低下を遅らせることが可能なOAローラの製造方法を提供することにある。
【解決手段】金型21内にシャフト1を配置し、金型21の両端の開口部にそれぞれキャップ5を挿入した後、金型21内に弾性層2の材料を注入し、シャフト1の周囲に弾性層2を形成し、得られたOAローラ10を金型21から脱型するOAローラ10の製造方法において、OAローラ10を1回以上製造した後に、キャップ5と弾性層2との界面Pの位置を金型長手方向に移動させてから新たなOAローラを製造する。
(もっと読む)
ゴムローラの成形金型、ゴムローラの製造方法
【課題】金型のオーバーフロー部におけるゴムバリの残留を抑制し、ゴムバリの除去が容易となるゴムローラの成形金型、ゴムローラの製造方法を提供する。
【解決手段】円筒状金型の両端部の開口において篏合する第一及び第二の駒型と、第一及び第二の駒型によって円筒状金型内で保持可能とされた軸体とを有し、
いずれか一方の駒型の側から前記円筒状金型内にゴム材料を注入し、前記軸体の外周にゴムローラを成型するゴムローラの成型金型において、
ゴム材料の非注入側の駒型に、前記円筒状金型内から金型外に向かって徐々に小さくなる断面を有するオーバーフロー用の穴乃至は溝1aと、これらに連通するエアベント穴乃至は溝1bが設けられた構成とする。
(もっと読む)
ゴムローラの成形金型、ゴムローラの製造方法
【課題】金型のオーバーフロー部におけるゴムバリの残留を抑制し、ゴムバリの除去が容易となるゴムローラの成形金型、ゴムローラの製造方法を提供する。
【解決手段】円筒状金型の両端部の開口において篏合する第一及び第二の駒型と、第一及び第二の駒型によって円筒状金型内で保持可能とされた軸体とを有し、
いずれか一方の駒型の側から前記円筒状金型内にゴム材料を注入し、前記軸体の外周にゴムローラを成型するゴムローラの成型金型において、
ゴム材料の非注入側の駒型が、前記円筒状金型の開口と嵌合する前記円筒状金型の長手方向中心軸に対して傾斜角θ1のテーパ形状の嵌合部を有し、
前記テーパ形状の嵌合部に、材料の注入量のバラツキを逃がすための液溜まりとなる円周状の溝1bと、オーバーフローした材料を前記円周状の溝まで導く円筒状金型の長手方向の溝1cとが設けらた構成とする。
(もっと読む)
電子機器のキャビネットをインサート成形する方法及び皮革製カバーによって覆われたキャビネットを有する電子機器
【課題】曲面を持つキャビネットに、平面形状の皮革又は合成皮革を皺のできにくいようにインサート成形する。
【解決手段】平面状の合成皮革本体30と平面状の金属シート21とを接着する。金属シート21が接着された平面状の合成皮革本体30を予めプレス成形して曲面状の合成皮革製カバー9を成形する。この後、合成皮革製カバー9を成形型31に取り付けて溶融樹脂を流し込んでインサート成形する。
(もっと読む)
インモールドのチップ取り付け
装置の方向に連続的に移動しているポリシートが、ポリを展性のある状態にするためにガラス熱温度の直下の温度まで加熱される。回路(例えば、RFIDチップ,EASチップ,トランスポンダ,IC)が、ポリシートへと配置され、好ましくは回路を傷めることなく回路をポリへと押し込む耐熱性の柔らかい(例えば、ゴム製の)ローラによって、ポリシートへと埋め込まれる。導電ストリップ又はワイヤを、回路に導通させるべく回路の接続点(例えば、導電バンプ)に整列するように、ポリシート上またはポリシート内に適用できる。好ましくは、導電ストリップ又はワイヤを切断して、切断されたワイヤの部位の間に非導電性の隙間を形成し、その隙間によって、回路の短絡を回避し、更に/或いは導電ストリップ又はワイヤを回路のアンテナとして機能できるようにして、チップストラップまたはタグを形成する。このようにして、ポリシートが、回路およびワイヤのための保護用のウーム又はシールドをもたらす。  (もっと読む)
(もっと読む)
電子写真装置用ブレードの製法および電子写真装置用ブレード
【課題】電子写真装置に用いる部分的に異なる種類の多層化した合成樹脂製ブレード素材及びブレードを生産する方法、品質の安定した多層ブレード素材及びブレードを提供する。
【解決手段】電子写真装置用多層ブレードの製造法において、割り金型の一方の金型に、部分層を形成する液状合成樹脂をビード状に注型した後、金型を組み、ベース層を形成する液状合成樹脂を注型して、加熱硬化してブレード素材を形成するブレードの製造方法。
(もっと読む)
ローラ成形型及びそれを用いたローラの製造方法
【課題】断面形状が高い真円度を有するローラを製造することが可能なローラ成形型を提供する。
【解決手段】両端にそれぞれ開口部2A,2Bを有する円筒状のモールド本体3と、該モールド本体3の一方の開口部2Aに嵌合された弾性層材料の注入側キャップ部4Aと、前記モールド本体3のもう一方の開口部2Bに嵌合された弾性層材料の排出側キャップ部4Bとを備えるローラ成形型において、前記注入側キャップ部4A及び前記排出側キャップ部4Bが、中央に開口部を有するキャップ本体5A,5Bと、該キャップ本体5A,5Bの開口部に嵌挿されてローラの軸1の端部を支持し且つローラの軸方向に可動自在な可動支持部材6A,6Bとを有する構造とする。
(もっと読む)
ローラ成形型及びそれを用いたローラの製造方法
【課題】真円度の高いローラを製造することが可能なローラ成形型を提供する。
【解決手段】両端にそれぞれ開口部2A,2Bを有する円筒状のモールド本体3と該モールド本体3の開口部2A,2Bに嵌合されたキャップ部4A,4Bとを備えるローラ成形型において、キャップ部4A,4Bが両端にそれぞれ開口部を有するキャップ本体5A,5Bとそのローラ軸方向内側の開口部6A,6Bに弾性層材料の排出側から嵌挿されてローラの軸端部を支持しつつローラの軸方向に可動自在な可動支持部材7A,7Bとを有し、前記開口部6A,6Bが円筒部8A,8Bと該円筒部の内面に設けられた複数のリブ9A,9Bとからなり、前記可動支持部材7A,7Bが前記開口部6A,6Bに嵌挿可能な嵌挿部10A,10Bと該嵌挿部の排出側に位置し嵌挿部の外径よりも大きく且つモールド本体の内径よりも小さな外径の封止部11A,11Bとを有する構造とする。
(もっと読む)
ポリウレタン製ベルト及びその製造方法
【課題】ベルト本体内に心線15を長手方向に沿って埋設した構成のポリウレタン弾性体からなるベルトの製造方法において、硬化反応制御を容易に行うことができるようにする。
【解決手段】原料溜め12に、イソシアネート基末端ウレタンプレポリマーと、ポリアミン化合物と金属塩との錯体と、を含む原料液13を充填する。次に、原料溜め12の周囲から立ち上げるように備えられる外型22の内部に内型23を挿入し、また、外型22と前記内型23との間の空洞部として形成される成形キャビティ17内の空気を負圧源19で排出する。そして、内型23を更に挿入させ、原料溜め12内の原料液13を押し退けることで成形キャビティ17内に前記原料液13を充填する。このキャビティ充填時に、外型22の内面及び内型23の外面に原料液13を接触させることによって、錯体から金属塩が離脱する温度まで原料液13を昇温させ、これによって硬化させて成形する。
(もっと読む)
画像形成装置用ローラおよびその製造方法ならびに成形型
【課題】セル開口性及び離型性が安定して良好な画像形成装置用ローラ及びその製造方法、並びにその製造に好適な成形型を提供する。
【解決手段】芯金2と芯金2上に形成された少なくとも一層のポリウレタンフォーム層を有する画像形成装置用ローラの製造用の成形型において、筒状型1と、芯金の両端部を支持するための下駒および上駒とを有し、筒状型内面の表面10点平均粗さRzが0.8μm以上5μm未満であり、且つ、成形型内面に画像形成装置用ローラの脱型を容易にする離型剤固形膜を有する。上記画像形成装置用ローラの製造方法において、上記成形型に芯金を配置する工程;ポリウレタンフォーム層の材料を成形型内に導入して発泡硬化させる工程;および成形型より画像形成装置用ローラを脱型させる工程を有する。この方法により画像形成装置用ローラを製造することができる。
(もっと読む)
樹脂製歯車
【課題】芯材と樹脂部の形状および締結法を工夫して、樹脂部の剥離やクラックの発生を防止し耐久性を向上させた、歯当たりによる騒音が生じにくい樹脂製歯車を提供する。
【解決手段】樹脂製歯車の歯の内部に、樹脂より硬い材料で芯材1を構成し、前記芯材1は中央の厚肉部の外周に厚みの薄い薄肉部2を構成した円盤状とする。その薄肉部2に所定角度間隔で複数の貫通穴3を配置して、薄肉部の両面に配された樹脂部を前記貫通穴において一体化する。好ましくは、貫通穴3の形状が、その長径が周方向と一致する長穴小判形であり、さらに好ましくは、薄肉部2は、その周囲が歯車の歯形形状に形成されている。
(もっと読む)
摩擦材の製造方法
【課題】メンテナンス工数を低減し、成形不良を低減して摩擦材の熱成形を効率的に行なうことができる摩擦材の製造方法を提供する。
【解決手段】ブレーキに用いる摩擦材の原料を予備成形型に投入して所定形状の予備成形品を成形する予備成形工程と、前記予備成形物の摩擦面および側面に粉体離型剤を付着させる工程と、前記粉体離型剤が付着した予備成形物とプレッシャプレートとを熱成形(圧着加熱)する工程と、を含むことを特徴とする構成とすることで、必要以外の箇所に付着させない(塗布しない)ことによる材料ロスの低減、型清浄化の維持(型洗浄頻度の低減)ができ、また、粉体であるため型の温度低下がなく、成形不良の低減、生産性向上を図ることができる。
(もっと読む)
フレキシブル銅張積層板の製造方法
【課題】本発明の目的は、接着剤を使用せずに、しわ(皺)のないフレキシブル銅張積層板を1工程で製造できるフレキシブル銅張積層板の製造製法を提供することにある。
【解決手段】一対の金属製加圧ロール1a、1bは帯状のポリイミド樹脂フィルム31の上下両面にそれぞれ帯状の銅箔21、22を重ね合わせて加熱押圧する。銅箔21、22は樹脂フィルム31の熱溶着により樹脂フィルム31へ溶着される。金属製加圧ロール1a、1bの入側に、下側銅箔22を案内して樹脂フィルム31に重ね合わせる下側ガイドロール群8b、9bと上側銅箔21を案内して樹脂フィルム31に重ね合わせる上側ガイドロール群8a、9aを配置し、両ガイドロール群及び加熱炉によって樹脂フィルム31と上下銅箔21,22を予熱する。
(もっと読む)
ゴムロールの製造方法
【課題】生産効率が低下することなく、金型内の未加硫ゴムを均一に加熱してバックラインディングの発生を防止することが可能なゴムロールの製造方法を提供する。
【解決手段】芯金2とともに未加硫ゴム13を金型1に仕込み、未加硫ゴム13を加圧下で芯金2側及び金型1側の両側から加熱して加硫させるゴムロールの製造方法であって、未加硫ゴム13を加圧する前に、金型1を予め加硫温度よりも10℃〜60℃低い温度で予熱する。
(もっと読む)
RIM成形品の製造方法
【課題】フロンガスを使用せずに、フロンガスを使用した場合と同じ品質の表皮層と発泡内部層を形成した成形品の製造方法を提供すること。
【解決手段】常圧下の金型キャビティ内に表皮層形成用の発泡剤を配合しないポリウレタン成形材料4を注入し、直ちにそのポリウレタン成形材料内部に、発泡内部層形成用ポリウレタン成形材料を金型キャビティ内に完全に充填するまで注入し、成形することを特徴とするRIM成形品の製造方法。
(もっと読む)
電子部品の樹脂封止成形方法
【課題】本発明は、キャビティの任意の形状に沿って離型フィルムを確実に被覆固定させ、且つ、完成した封止済基板の反りの問題を解決させることを目的とする。
【解決手段】三型(12・13・14)と下型キャビティ面27を含むキャビティ面31を被覆する離型フィルム15とを用いて、離型フィルム15の被覆時に、少なくとも下型キャビティ面27から離型フィルム15を強制的に吸引排出して、下型キャビティ面27に加えて、キャビティ側面28とキャビティ仕切面29と連絡路面30とで構成されるキャビティ面31を含む、キャビティ26の全面の形状に沿って、離型フィルム15を緊張状態で被覆固定し、更に、この状態で、キャビティ26内の溶融樹脂5を連絡路42を介して各キャビティ26に均等に調整することにより、電子部品2を浸漬して圧縮成形することを特徴とする。
(もっと読む)
人造大理石表示手段とその製造方法
【課題】各種廃棄物を粉砕して人造大理石製造時の細骨材として有効利用する技術を用いて、各種表示手段としての用途開発と耐久性向上を実現する。
【解決手段】透明ないし半透明の表皮層樹脂が硬化した後、内層樹脂を積層形成し、該内層樹脂が硬化しないうちに、表示シートを重ねると共に気泡を除去し、その上から、細骨材と樹脂材と酸化チタン粉末との混合材に硬化剤を混ぜて積層し硬化させることを特徴とする人造大理石表示手段の製造方法である。細骨材として、石炭灰やごみ焼却灰の粉末、ヘドロの乾燥粉砕末、植物繊維由来の乾燥粉末などを利用できる。
(もっと読む)
ポリイソシアヌレート発泡体及びそれを用いた発泡ボード
【課題】環境負荷が少なく、原材料の取り扱い性が容易で、強度、難燃性、寸法安定性及び面材との接着性に優れたポリイソシアヌレート発泡体及び発泡ボードを提供する。
【解決手段】芳香族ポリイソシアネート化合物(A)からなるイソシアネート成分と、水(B)と、水酸基価が70〜150[KOHmg/g]のポリエステルポリオール(C‐1)と、水酸基価が200〜300[KOHmg/g]のポリエステルポリオール(C‐2)とからなるポリエステルポリオール(C‐3)を含有する平均水酸基価が140〜220[KOHmg/g]のポリオール(C)を含むポリオール成分とを、イソシアネートインデックスが200〜300で、かつ、水(B)を、ポリオール(C)100質量部に対し3〜8質量部となるように反応させてポリイソシアヌレート発泡体を得る。この発泡体に、アルミニウム層を有する面材を貼り付けて発泡ボードとする。
(もっと読む)
241 - 260 / 380
[ Back to top ]