
Fターム[4F204AD20]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 形状、構造 (3,379) | 層状体、積層体 (244)
Fターム[4F204AD20]に分類される特許
201 - 220 / 244
積層板の製造方法
【課題】 板厚が0.07mm以下の薄い積層板において、ボイドやカスレが発生しにくく、安価にかつ効率的に製造することができる積層板の製造方法を提供する。
【解決手段】 目付け重量50g/cm2以下の基材に熱硬化性樹脂組成物を含浸して半硬化させてなる1枚ないし複数枚のプリプレグとその片面または両面側に配置されてなる金属箔あるいは離型シートとで構成される積層物の外側面に少なくとも1枚以上のクッションシートを配置し、これらを金属プレートで挟み加熱加圧成形して板厚が0.07mm以下の積層板を製造する。
(もっと読む)
繊維強化熱可塑性複合材料の成形方法およびその中間体
【課題】 作業性が良く、低コスト化が図れ、品質の良い製品が安定して得られる繊維強化熱可塑性複合材料の成形方法の提供。
【解決手段】強化繊維に熱可塑性樹脂を含浸したプリプレグ材料を、金型に設置する所定形状に整形する中間体を製造する。次に、中間体製造工程で製造した中間体を金型内に設置する。そして、設置工程で金型内に設置した中間体をプレスし、繊維強化熱可塑性複合材料の熱可塑性樹脂の融点より高い温度に加熱して成形した後、熱可塑性樹脂の融点より低い温度に冷却する。成形工程では、既に、強化繊維に熱可塑性樹脂が含浸しており、比較的短時間で成形を行なうことができる。また、プリプレグ材料には汎用材料があり、中間体を製造するのに加熱・溶融し、冷却・固化するという一連の成形作業がなく、コストを低く抑えることができる。
(もっと読む)
プリフォームの製造方法およびプリフォームの製造装置

【課題】RTM成型法の成否を左右するのに重大な要素となる所定の3次元形状を有するプリフォームを賦形するにおいて、基礎的な形状となるコの字形断面形状のプリフォームを正確に効率よく成形することのできるプリフォームの製造方法、製造装置を提供する。
【解決手段】強化繊維基材の複数枚が接着樹脂材料を介して積層された積層体を、コの字形の内側形状をなす内型上に配置し、該積層体を内型表面に押し付けるよう加圧すると同時に加熱して積層体の形状を固定するプリフォームの製造方法であって、上記積層体を内型表面に押し付けるに際し、コの字形を取り囲む少なくとも2つの外型により押圧することを特徴とするプリフォームの製造方法。
(もっと読む)
金属シートと繊維強化プラスチックの複合部材の成形方法、及び該成形に使用する金属シートと繊維強化プラスチック基材の複合基材
【課題】
本発明は、不連続繊維からなる繊維強化プラスチックの長所である、高い生産性を維持しながら、弱点とされる脆性的な破壊挙動を延性的な破壊に転換して、接合部強度、及び面外衝撃特性を向上させる同時に、従来のように、補強金属を予め最終形状に加工しておかねばならないといった、前処理工程が不要な、低コスト成形方法を提供することを課題とする。
【解決手段】
金属シートと繊維強化プラスチックの複合部材の製造方法であって、不連続強化繊維と樹脂を含む繊維強化プラスチック基材を成形型で加熱、加圧成形する工程を有し、かつ該工程では成形型間の少なくとも一部に、開口部を有する金属シートを配置し、該成形型を閉じる動きで当該金属シートを変形させると同時に繊維強化プラスチックとを一体化することを特徴とする金属シートと繊維強化プラスチックの複合部材の成形方法。
(もっと読む)
流体の密度及び圧力を使用した複合材部品の製造方法
複合材部品を製造するための、金型組合せ体(1)を含む製造システムを提供する。金型組合せ体(1)は、比較的剛性の金型部分(3)と、弾性変形可能な金型部分(5)と、流体(12)の密度及び/又は圧力による流体圧力を前記弾性変形可能な金型部分に加えるための流体圧力手段と、金型部分を互いに合わせたときにこれらの金型部分間に形成された金型チャンバ(8)に樹脂(23)を供給するための樹脂供給手段(17)とを含む。  (もっと読む)
(もっと読む)
シート状構造体の賦形方法及び繊維強化樹脂
【課題】賦形作業中に、シート状構造体を構成する繊維の乱れを抑制することができるシート状構造体の賦形方法を提供する。
【解決手段】所定方向に繊維が配列されたプリフォーム11を、所定形状の型面13b,14b,15bを有する複数のクランプ装置13,14,15によって3箇所において把持する。次にプリフォーム11を把持された箇所の間において所定形状の押圧面16a,17aを有するプレッサ16,17で押圧しながら、プリフォーム11に不要な力が加わらないようにクランプ装置14,15をプリフォーム11の把持部の間隔が狭くなるように移動させる。その結果、プリフォーム11がプレッサ16,17の押圧面16a,17aに沿うように変形されて、プリフォーム11がプレッサ16,17の押圧面16a,17aと型面13b,14b,15bで押圧されて賦形が行われる。
(もっと読む)
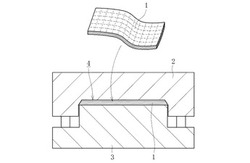
一体成形方法
【課題】 見栄えよく表皮材と樹脂材料とを一体に成形できる、低コストな一体成形方法を提供することを目的とする。
【解決手段】 表皮材5が、コア型3とキャビ型4との間に配置された後に、型閉めされながらまたは型閉めの途中に、表皮材5とコア型3との間に溶融樹脂材料が注入され、最終製品としてリインフォースメント6が表皮材5と一体成形される。表皮材5は一体成形前の予備賦形工程において、アシストプラグ1と雌型2との間で賦形され、キャビ型4に一致した形状に成形されるが、この時、アシストプラグ1に装着された押圧部材13と、雌型2の圧縮面23との間で厚み方向に圧縮され、薄肉のシール部55が形成される。これにより、一体成形時に、コア型3の移動方向に延びた密閉部31aにより、表皮材5がキャビ型4内に押し込まれることを防止できる。
(もっと読む)
複合材シート加工装置、複合構造材の形成方法
【課題】 複合材料からなる部材を、3次元形状等、より高い自由度で形成することのできる複合材シート加工装置、複合構造材の形成方法を提供することを目的とする。
【解決手段】 形成すべき構造材10の長手方向に複数並んだローラ20により、型40上の複合材シート30を成形するようにした。これによって、複雑な3次元形状を有する構造材10の製造の自動化を図り、その作業の大幅な効率化を図る。しかも、複数のローラ20を、予め決められたプログラムに基づいて適切な順序で動かすことで、複合材シート30にシワ等が生じないように変形させる。
(もっと読む)
スタンパの搬送方法
【課題】 スタンパに折れや皺を発生させずに搬送するスタンパの搬送方法を提供する。
【解決手段】 ロボットアーム38は、本体61と、この本体61に対して回転自在なアーム部62と、アーム部62の先端に取り付けられた吸着部63とを備えている。吸着部63は、スタンパ52の外形に倣って枠形状にされており、下面63aには、微小孔64が多数形成されている。また、吸着部63の上面には、吸着部63内の空気を吸引するための吸引パイプ65が設けられている。このため、ポンプによって、吸着部63内の空気を吸引すると、スタンパ52が下面63aに真空吸着される。また、吸着部63は、スタンパ52の外周の端部を吸着するので、折れや皺を発生させずにスタンパ52を搬送することができる。
(もっと読む)
湾曲した複合構造要素の製造方法
湾曲した複合構造要素の製造方法は、取外し可能な基板上の平らな曲面にウェブプライ(310)を製作し、そのプライを製造工具(200)の湾曲したウェブ表面に置くステップを含むことができる。さらに、複合テープを用いて、キャッププライ(402)を1つまたは両方のフランジ表面に置くことができる。次に構造要素レイアップを検査することができ、いかなる余分な複合材料もトリミングで取除くことができる。 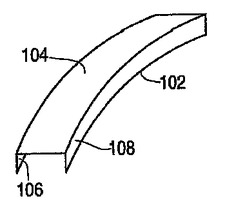 (もっと読む)
(もっと読む)
自動車用内装部品
【課題】自動車用内装部品であって、軽量化及びコストダウンを図るとともに、吸音材の取付構造を簡素化する。
【解決手段】内装部品(ドアトリム)10,100は、軽量でかつ保形性を有する発泡樹脂基材20と、この発泡樹脂基材20の裏面に組み付けられる吸音材30とから構成される。そして、成形下型42の凹部422内に吸音材30をインサート状にセットした後、加熱軟化処理した発泡樹脂シートSを載置し、成形上下型41,42で型締めすることにより、発泡樹脂基材20を所要形状に成形するとともに、発泡樹脂基材20の溶融面に吸音材30を溶着し、成形上下型41,42の型締め圧により吸音材30を発泡樹脂基材20の裏面に強固に一体化する。
(もっと読む)
シート用パッド及びその製造方法
【課題】十分な補強効果と異音発生防止効果を有し、かつより低コストで製造可能なシート用パッドならびにその製造方法を提供する。
【解決手段】軟質ポリウレタンフォームにて形成されており、少なくとも取り付け裏面側に基布層を有し、基布10はいずれもが短繊維不織布からなる第1外層、中間層及び第2外層からなる3層構造を有し、中間層は熱融着繊維を含み、カレンダー加工された目付量(dm)が30〜70g/m2の不織布層であり、第1外層の目付量(d1)と第2外層の目付量(d2)とはそれぞれ20〜60g/m2の不織布層であり、dm≧d1,dm≧d2であるシート用パッドとする。
(もっと読む)
表皮一体発泡品の製造装置
【課題】 表皮一体発泡品の発泡進行時に発生するガスが確実に抜出でき、しかも、発泡成形用の金型等が発泡体の漏出によって汚損されることがないようにする。
【解決手段】 表皮材4内に注入する漏斗1に発泡体の外部への漏出を抑制すると共に発泡進行時のガスを放出する抜出片を設けたことを特徴とし、袋状の表皮材内に挿し込んだ漏斗を介して発泡液注入用のノズルより、表皮材内に注入して表皮材と一体に発泡成形するものである。前記抜出片は粗毛布、通気性ウレタンフォーム製シートまたはそれらの積層体からなり、前記漏斗に固定又は発泡注入時に開口し、注入後閉口可能に取付けてなるものである。
(もっと読む)
周波数選択板を積層したハニカムサンドイッチパネルの製造方法及びその製造方法に使用する成形作業台
【課題】大型の平板成形物を製造する際、硬化後の成形品に樹脂含浸不良を防止し、製品不良を有効に防止することが出来る周波数選択板を積層したハニカムサンドイッチパネルの製造方法及びその製造方法に使用する成形作業台を提供する。
【解決手段】 成形作業台本体10は、軽金属材料等により構成された支持フレーム11上にベース部材12を載置する金属製の支持プレート13を設置すると共に、この支持プレート13の長手方向の一端側を前記支持フレーム11にヒンジ14を介して上下方向に揺動可能に連結する。前記支持プレート13の他端側と支持フレーム11との間に、成形作業台本体10を一定の角度に傾倒させる流体シリンダー等の昇降シリンダーから成る傾倒手段15が設けてある。支持プレート13の一端側の下側に来る方には反応樹脂材料Qの供給側を設け、また吸引側を上側に設けるのが好ましい。
(もっと読む)
外皮および支持材を備える被着材とその製造方法
本発明は、被着材であって、該被着材に剛性を付与する支持材(126)と、該支持材(126)に結合される周縁スカート(112)を備える外皮(110)とから成り、前記外皮材料の剛性は前記支持材(126)と連続的結合面を形成するのに適合していない被着材に関する。本発明によれば、前記スカート(112)の端縁に、前記外皮(110)は、熱処理された金属若しくは合金等、スプリングバックが低いか若しくは無視可能な機械的に変形可能な材料から作られる横長の要素(124)を備える。前記外皮(110)はレザーから形成され、前記横長の要素(124)は、前記スカート(112)の対向しあう面に対して適用される2つのフランジ(118、120)を伴うリップ・シールおよびリップ(122)によって前記スカート(112)の端縁に保持される。この進歩性のある部材は、自動車の内部調度品用とされる。  (もっと読む)
(もっと読む)
単一真空減量複合パネルの修復
構造物に複合部材を取り付ける方法。樹脂で含浸された繊維の積層を形成するステップと、前記含浸積層に第一温度で加熱するステップと、前記樹脂を脱気し、脱気した含浸積層を形成するため、前記含浸積層を第一圧力で減圧するステップと、前記脱気した含浸積層を構造体に配置するステップと、第二温度で加熱する、および第二圧力で減圧することによって、前記脱気した含浸積層を前記基板上で硬化するステップとを含む方法。  (もっと読む)
(もっと読む)
航空機用複合体及び航空機の複合体構造部の製造方法
【課題】 耐雷材を有する航空機の複合材構造部を少ない工程で低コストに製造するための航空機用複合体、及び航空機用複合体を用いた複合体構造部の製造方法を提供する。
【解決手段】 成形型6上に積層され、航空機の複合材構造部に成形される航空機用複合体10であって、金属メッシュ1と、樹脂フィルム3と、プリプレグ2とが積層されている航空機用複合体、及び航空機用複合体10を用いた複合体構造部の製造方法。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】自動車用内装部品及びその製造方法であって、軽量化及びコストダウンを図るとともに、外周端末部の見栄えを向上させ、かつ端末処理作業を簡素化する。
【解決手段】ドアトリム10のベースであるドアトリム本体(積層構造体)20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂モールド部22と、発泡樹脂基材21の表面に一体化される加飾材23とから構成する。従って、軽量な発泡樹脂基材21を使用するとともに、樹脂モールド部22との投影面積の軽減により、軽量化、コストダウンを図る。また、ドアトリム10の外周縁の端末折曲部70をコア部421の外側に設けた押圧機構部50により、薄肉化並びに成形上型41の絞模様60を転写することで、端末折曲部70の見栄え並びに端末処理作業性を高める。
(もっと読む)
レンズシート、透過型スクリーン、及びレンズシートの生産方法
【課題】凸部の先端の潰れを低減し、レンズの変形防止と破損防止をいずれも高いレベルで満足させるレンズシートの提供。
【解決手段】本実施形態のレンズシートは、レンズシートの一面に形成され、複数の凹凸を含むレンズ層と、複数の凹凸の反対側からレンズ層を支持する基材と、レンズ層と基材の間に設けられ、レンズ層及び基材よりも貯蔵弾性率が小さい軟質中間層とを備える。レンズ層は凹凸の谷部が軟質中間層に達することによって複数の領域に分離されており、複数の領域のそれぞれは軟質中間層に独立して支持されている。
(もっと読む)
湾曲片の成形品に裏当てする方法と工具
本発明は、湾曲片のための成形品にライニングを取り付ける方法と工具に関するものである。前記方法は、数回の連続的なパスにより成形品3に幅A2のライニング15を、圧力を加えながら取り付ける段階を含み、それによりライニングが湾曲片の曲率に適合させられる。この適合がライニング5の幅A2の場合に最小回数のパスで達成できる。工具は、ライニング15を供給するドラム25と、各パスの開始時に成形品3にライニング端部を取り付ける手段と、ライニング全幅にわたり一様にライニングを加圧する円錐形のローラ25と、湾曲片を境界付ける曲線5,7と平行に成形品3に配置された側部案内27,28を介して工具を移動させる手段26,29とを含んでいる。  (もっと読む)
(もっと読む)
201 - 220 / 244
[ Back to top ]