
Fターム[4F204AH49]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 建築設備 (430) | 設備(←バスユニット、便槽、浄化槽) (127)
Fターム[4F204AH49]の下位に属するFターム
人工芝
Fターム[4F204AH49]に分類される特許
1 - 20 / 127
槽及び槽の成形方法
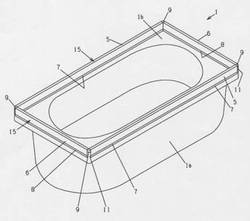
【課題】注型成形時に水返し片を構成する板状部材と金型の間への樹脂の浸入を防止することができる槽と、当該糟の成形方法を提供する。
【解決手段】下金型に、水返し片15を構成するインサート部材5,6を挿入する溝を設け、溝内に挿入したインサート部材5,6の上からエラストマ7,8を圧入する。溝の角部に相当する部位にはゴム部材9を圧入配置する。そして金型のキャビティに成形樹脂材11を充填すると、成形樹脂材11は、槽本体1a,上縁フランジ部1bを成形すると共に、インサート部材5,6、エラストマ7,8を槽本体1aと一体化する。その際、成形樹脂材11は、インサート部材5,6と金型の間の隙間に浸入することができない。そのため、脱型時に円滑に脱型できる浴槽1を提供することができる。
(もっと読む)
模様付き人造大理石の製造方法

【課題】従来の人造大理石には見られなかった自然な格子状模様や流れ模様等を発現させることができる優美で意匠性の高い人造大理石の製造方法を提案する。
【解決手段】人造大理石用液状コンパウンドを注型して成形するに当たり、成形中の液状コンパウンドの粘度を300〜800mPa・sの範囲に調整し、下金型1を上金型2より温度が高く、かつ上下金型の温度差を30℃〜50℃の範囲とすることによりベナール対流を生じさせ、これにより製品表面に格子状模様、雲柄模様又は流れ模様を発現させるようにしたことを特徴とする模様付き人造大理石の製造方法。
(もっと読む)
注型成形用金型、及び注型成形品の製造方法
【課題】注型成形による二層成形の際に発生する非製品領域を容易に除去可能な注型成形用金型、及び、注型成形品の製造方法を提供することを課題とする。
【解決手段】キャビティ5の端部付近に、下型4より突出した突出部(流路狭め部)6を形成する。前記突出部6により、第一層に形成された低剛性部(薄肉部)は、他より薄肉となっているため剛性が低く、低剛性部を起点に、下方へ力を加えることで、低剛性部より先端が分離し、除去すべき非製品領域の部分が小さくなる。また、前述の通り、低剛性部の周囲の第一層は剛性が低くなっているため、手による加工でも十分に先端を分離させることができる。
(もっと読む)
浴槽及び該浴槽を形成するための注型成形方法及び前記浴槽を注型成形によって形成するための金型装置
【課題】残留空気の発生を軽減して形成された補強リブを備える浴槽、及び該浴槽を成形するための注型成形方法と金型装置を提供する。
【解決手段】この課題を解決するために、注型成形で形成された浴槽1が、本体2底部3下面4に前記底部3を補強する補強リブ6を一体に備えると共に、前記補強リブ6の突出下端7に下方に突出した凸部8を一体に備え、前記凸部8が、注型用のキャビティ17内の空気を集める空気溜め部21に前記樹脂30を注入した、空気溜め部21跡より成るものとした。
(もっと読む)
インサート成形用金型構造及びインサート成形方法
【課題】金型キャビティ内の必要な部分にのみ樹脂を充填させることが可能であり、脱型不良や成形品の寸法バラツキ等のないインサート成形を実施可能なインサート成形用金型構造及びインサート成形方法を提供する。
【解決手段】インサート部材本体9と、樹脂が充填される領域を制限可能な調整手段10とを具備したインサート部材2を、金型本体1の内部に形成された部材配置部7に配置する。このときインサート部材本体9と部材配置部7の間に形成される隙間12を調整手段10によって液密に封止する。そして、金型本体1の内部に形成された成形キャビティ5に溶融状又は液状の樹脂を注入し、成形キャビティ内に充填した前記樹脂を硬化させて所望の成形品を形成する。
(もっと読む)
注型成形金型、並びに成形品の製造方法
【課題】リブを備えた成形品であってもリブに発生するヒケを抑制可能な注型成形金型、並びに成形品の製造方法を提供することである。
【解決手段】注型成形金型1は、裏面型2と表面型3を有し、成形キャビティ4を有している。成形キャビティ4は、裏面型2と表面型3とが合わさって形成される空間であり、成形品30を成形可能なものである。注型成形金型1は、温度調節手段10を内蔵している。温度調節手段10は、表面側温度調節手段11と、裏面側温度調節手段12と、リブ側温度調節手段13との3系統に区分されている。表面側温度調節手段11は、成形品30の表面31に各々相当する位置の温度を制御可能である。裏面側温度調節手段12は、成形品30の裏面32に相当する位置の温度を制御可能である。リブ側温度調節手段13は、成形品30のリブ33に相当する位置の温度を制御可能である。
(もっと読む)
カウンター用成形型
【課題】さまざまな大きさ又は形状の樹脂製カウンターを1つの金型で成形可能であり、成形した樹脂カウンターの品質を安定させることが可能なカウンター用成形型を提供することである。
【解決手段】カウンター用成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティ5と、成型キャビティ5内における樹脂が充填される領域を制限可能な入れ子部材10を有する。入れ子部材10には、流路形成部12が形成されており、流路形成部12は成形キャビティ5内に樹脂を充填する際、樹脂注入路6と一体の流路を形成する。このことにより、入れ子部材10を取り換えるだけで、大きさ等が異なる成形品の成形や、成形品に応じた流路の大きさ及び形状の変更が可能となる。
(もっと読む)
成形品
【課題】擦過損傷を形成されにくくする。
【解決手段】表面3aに周期的に形成された凹凸4の凹部4a底面に、シボ面からなる外装面5が設けられている。
(もっと読む)
成形型、並びに、樹脂成形品の成形方法
【課題】本発明は、ベント部の清掃作業を軽減し、樹脂成形品の生産性を向上できる成形型、並びに、樹脂成形品の成形方法を提供することを目的とした。
【解決手段】成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティ5と、成形キャビティ5と連通した脱気部10と、脱気部10に配される含浸部材20とを有する。含浸部材20は、樹脂が含浸した状態においては、少なくとも当該樹脂が含浸した部位が他の部位と分離可能な構成とされており、成形キャビティ5内に樹脂が充填され、その樹脂が硬化した後に成形品を離型すると、含浸部材20の一部が成形品側に一体的に付着する。
(もっと読む)
加飾用成形シート及びその製造方法、並びに加飾用成形シートを使用して製造した成形品及びその製造方法
【課題】意匠性に優れ、成形品の生産効率を向上することができる加飾用成形シートを提供すること。
【解決手段】加飾用成形シート5は、構成繊維間に所定の間隙17を有する織布14aにより構成された織布層14と、織布層14の一方の面側に配置され、加飾用の成形材料を含む第1の層20aと、織布層14の他方の面側に配置され、前記成形材料を含む第2の層20bと、を一体に備える。加飾用の成形材料は、加飾用の柄材18を含有する。第1の層20a及び第2の層20bの表面には、剥離可能な保護フィルム25,25を備える。織布14aにおける構成繊維間の間隙17の大きさL1は、加飾用の柄材18の大きさL2よりも小さい。
(もっと読む)
繊維強化プラスチック平板およびその製造方法
【課題】強化繊維として、例えば長さ1インチ程度のガラス繊維等のように平板厚みよりも長い長繊維を含有するSMCまたはBMCによる繊維強化プラスチック平板において、強度を維持しつつ平板の反りを低減することができる繊維強化プラスチック平板およびその製造方法を提供すること。
【解決手段】シートモールディングコンパウンド(SMC)またはバルクモールディングコンパウンド(BMC)による成型品である繊維強化プラスチック平板において、前記成型品の平板厚みよりも全長が長い長繊維と、この平板厚みよりも全長が短い短繊維および/または放射状針状結晶とを含有することを特徴としている。
(もっと読む)
人造大理石の製造方法
【課題】流れ柄を有する天然石のような風合いを出すことができる人造大理石の製造方法を提供すること。
【解決手段】流れ柄を有する人造大理石の製造方法において、メタクリル酸メチル系重合体をメタクリル酸メチル系単量体に溶解させて得られるメタクリル酸メチルシラップを棒状に成形した後、メタクリル酸メチル系単量体を揮発させて棒状の柄材を作製する工程と、メタクリル酸メチル系重合体、メタクリル酸メチル系単量体、および架橋剤を含有し前記柄材とは比重が異なるアクリル樹脂組成物と柄材とを混合して樹脂混合物を調製する工程と、前記樹脂混合物を金型に注型する工程と、前記樹脂混合物を注型した前記金型を、そのキャビティにおける前記流れ柄を形成する面が鉛直方向に対して傾斜しまたは平行となる状態で硬化成形する工程とを含むことを特徴としている。
(もっと読む)
金型装置
【課題】本体部及び補強リブの成形不良の発生を抑制した樹脂成形品を成形することができる金型装置を提供する。
【解決手段】この課題を解決するために、金型装置は本体部21裏面に補強リブ29を備えた樹脂成形品20を熱硬化性の樹脂で成形する装置であり、注型用のキャビティ4を形成する型部1と、キャビティ4内に樹脂を充填する充填手段と、キャビティ4内の樹脂を表面側から先に加熱する加熱手段と、キャビティ4内の樹脂に成形圧を付与する加圧手段と、を備え、キャビティ4が本体部21形成用の本体キャビティ部5と補強リブ29形成用のリブキャビティ部6とからなり、加圧手段が、型部1を押す第1加圧部8と、リブキャビティ部6内の樹脂を押す第2加圧部10と、を有するものとした。
(もっと読む)
便座の着座側部材およびその製造方法
【課題】便座の着座側部材を薄肉化し軽量化することができると共に、人体の荷重に耐える強度および剛性を有する便座の着座側部材およびその製造方法を提供することを目的とする。
【解決手段】熱硬化性樹脂および強化繊維を含む成形材料を成形してなる表面部と、前記表面部の下方に設けられ強化繊維により形成された繊維織物を含む補強材料を成形してなる補強部と、を備え、人が着座する部位の肉厚が0.8mm〜2.0mmであることを特徴とする便座の着座側部材が提供される。
(もっと読む)
繊維強化複合材料の製造方法及びエレベータかごの製造方法
【課題】VaRTM法を大型成形体に適用する場合に未含浸部分の発生を十分に防止することができ、含浸完了から脱型までの工程時間を短縮し、且つ貯蔵中の液状樹脂の増粘を抑制することができる繊維強化複合材料、並びに該繊維強化複合材料を用いたエレベータかごの製造方法を提供する。
【解決手段】繊維強化複合材料の製造方法は、硬化触媒が予め付与された繊維基材を積層した積層体28を密閉部材22で覆って内部を減圧する工程と、硬化触媒の作用によって硬化する樹脂31を減圧された密閉部材22内に注入して繊維基材に含浸させる工程とを備えることを特徴とする。
(もっと読む)
加飾シートの製造方法及び樹脂成形品の製造方法
【課題】ドクターブレードを使用して、複数の色調を有し、高級感の高い柄模様等を有するSMC成形等に適用される加飾シートの製造方法を実現する。
【解決手段】上フィルム3の搬送路に沿って、加飾層用樹脂4を一定量供給するためのドクターブレードを複数備え、そのうちの上流側のドクターブレード6の先端部に切り欠き8が形成されて櫛状になっており、この切り欠き8の高さは、下流側のドクターブレード7と上フィルム1の間隙9よりも小さく、上流側で上フィルムの表面に帯状の模様用の加飾層用樹脂10を塗布し、下流側で地となるベース用の加飾層用樹脂11を塗布し、一対の含浸ローラ2で下フィルム1とともに加圧して、加飾シート5を製造する。
(もっと読む)
繊維強化プラスチック平板の製造方法
【課題】SMCやBMCによる繊維強化プラスチック平板の成型の際に、成型時の意匠面と最裏面との温度差に起因する、これらの面での収縮速度の違いによる反りを低減することができる繊維強化プラスチック平板の製造方法を提供する。
【解決手段】シートモールディングコンパウンド(SMC)またはバルクモールディングコンパウンド(BMC)による成型品である繊維強化プラスチック平板の製造方法において、その成型時にSMCまたはBMCを金型に設置する際に、最裏面に意匠面のSMCまたはBMCよりも線膨張の大きなSMCまたはBMCを設置する工程と、意匠面の温度を最裏面の温度よりも高くして成型する工程とを含むことを特徴とする。
(もっと読む)
断熱浴槽の製造方法
【課題】多種の浴槽に対して、極めて安価な設備投資で対応可能な断熱浴槽の製造方法を提供する。
【解決手段】断熱浴槽の製造方法は、溜水可能な槽体部と、前記槽体部の上端縁から外方側に延出したリム部とを有する浴槽を裏面側が上方に向くように設置し、前記リム部裏面の前記槽体部よりも外方側に枠状、且つ上方が解放されるように型枠30を立設し、前記浴槽の裏面と前記型枠との間の空間内に未発泡状態の断熱性材料を所定量入れ、前記断熱性材料が自己発泡することにより前記槽体の裏面全体に断熱層41が形成されることを特徴とする。
(もっと読む)
成型用金型および成形品の成形方法
【課題】共通の第1型体および第2型体を用いるとともに、得られた成形品の意匠面に継ぎ目線を生じることなく、異なる幅寸法の成形品を製造することのできる成型用金型が望まれている。
【解決手段】成型用金型1は、型閉めすることで合成樹脂成形用のキャビティCを形成可能な内面をそれぞれ有する第1型体2および第2型体3と、キャビティC内で第1型体2に着脱可能に取り付けられる第1型用入子6と、キャビティC内で第2型体に着脱可能に取り付けられる第2型用入子とを有して成る成型用金型において、第1型体2は、成形品Pの意匠面PAを成形するための意匠面用キャビティ面CAが製品最大幅寸法Lxで面一に形成され、第2型体3は、成形品Pの意匠面PAと反対側の裏面PBを成形するための裏面用キャビティ面CBが製品最小幅寸法Lmで形成されている。
(もっと読む)
繊維強化樹脂の水廻り用成形品とその製造方法
【課題】劣化加速試験後の強度および外観の両方に優れた繊維強化樹脂の水廻り用成形品とその製造方法を提供する。
【解決手段】熱硬化性樹脂およびガラス繊維を含む繊維強化樹脂の水廻り用成形品1であって、成形品1の水と接する側の層であり、モノフィラメント化したガラス繊維3を含む表面層2と、繊維束であるガラス繊維5を含む裏面層4とを備え、ガラス繊維3、5の含有量が15〜30質量%であることを特徴とする。
(もっと読む)
1 - 20 / 127
[ Back to top ]