
Fターム[4F204EK25]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の装置、操作 (4,781) | 付属装置、補助操作 (4,501) | 成形品の取出し (202)
Fターム[4F204EK25]に分類される特許
161 - 180 / 202
レンズ基板の製造方法、レンズ基板およびリア型プロジェクタ
【課題】信頼性が高く、かつ、リア型プロジェクタに好適に適用することができるレンズ基板を効率良く製造することができるレンズ基板の製造方法を提供すること、信頼性が高く、かつ、リア型プロジェクタに好適に適用することができるレンズ基板を提供すること、また、当該レンズ基板を備えたリア型プロジェクタを提供すること。
【解決手段】レンズ基板の製造方法は、第1の型と第2の型との間に、流動性を有する組成物を供給する組成物供給工程と、組成物に対して、第1の型と接触する面側からエネルギ線を照射することにより、組成物を硬化させるエネルギ線照射工程とを有し、第1の型、第2の型のうちいずれか一方が、マイクロレンズの表面形状に対応する凹凸を有するものであり、かつ、他方が、フレネルレンズ表面形状に対応する凹凸を有するものであり、第1の型として、エネルギ線の透過性を有する材料で構成されたものを用いることを特徴する。
(もっと読む)
ポリウレタン製品およびその成形方法
【課題】 軟質〜硬質で、半透明性〜高透明性のゲル状あるいは樹脂状のポリウレタン製品、特に優れた蓄光性を有する製品、及びその成形方法の提供。
【解決手段】 ショア硬度5〜100、全光線透過率10〜100%のポリウレタンからなるポリウレタン製品で、該製品は(1)ショア硬度5〜30のゲル状で、かつ全光線透過率10〜50%の半透明性、(2)ショア硬度10〜100の樹脂状で、かつ全光線透過率80%以上の高透明性であってもよく、少なくとも一部に蓄光剤を含有する領域を有していてもよいし、該領域と共に光反射性箔を含有する領域を有していてもよい。 ポリオレフィン系樹脂製型に、前記ポリウレタンとを注型するポリウレタン製品の成形方法。
【効果】優れた畜光性と発光持続性を有し、食品衛生基準に合格した素材を用いて得られる無臭・無害の上記製品、その成形方法が提供される。
(もっと読む)
複合レンズ、該複合レンズの製造方法、及び該複合レンズを具備した光学機器

【課題】 本発明は、寸法精度が高く、レンズ基体、第1の樹脂層、第2の樹脂層に損傷を与える虞がない複合レンズ、該複合レンズの製造方法、及び該複合レンズを具備した光学機器を提供することを目的とするものである。
【解決手段】 第1の発明は、レンズ基体に紫外線硬化樹脂を硬化させてなる第1の樹脂層及び第2の樹脂層を順次形成した複合レンズにおいて、前記第2の樹脂層は前記第1の樹脂層を覆って形成されると共に、前記第1の樹脂層の半径方向の最外縁は有効径の外側にまで延在している複合レンズである。 第2の樹脂層の有効径内における膜厚を2乃至10μmでとすることが好ましい。又、第2の樹脂層の有効径外における最大肉厚部の厚さが20μm以上とすることが好ましい。
(もっと読む)
製造されるべき繊維強化製品の少なくとも1つの繊維層内に樹脂を注入するための装置
本発明は、樹脂を、製造されるべき繊維強化製品(5)の少なくとも1つの繊維層内に注入するための装置であって、型が閉じた状態で製品の該型に対する当接のための型壁によって包囲される型空洞(4)を有する型(2、3)を備える装置を提供する。樹脂の硬化によって引き起こされる該樹脂の収縮が注入プロセスに引き続いて起きるときに、前記型壁の可動部分の製品の連続した当接を保証するように、前記型壁の堅固な部分(3a、3b、3c、3d)は型が閉じた状態で該型壁の別の部分に対して移動可能である。  (もっと読む)
(もっと読む)
中空繊維強化構造部材を製造するための方法
本発明は、中空繊維強化構造部材を製造するための方法であって、第1円形ブレード層を形成する段階と、第1ブレード層の表面に対してたて繊維及びよこ繊維を有する少なくとも1つの織物を備える平らな強化された本体を位置付ける段階と、第1ブレード層及び強化された本体の周りに第2ブレード層を供給する段階と、型内で第1ブレード層、強化された本体、及び第2ブレード層の組合せを位置付ける段階と、組合せに樹脂を含浸させる段階と、樹脂と含浸された組合せを型から取り除く段階と、を備える方法を提供する。 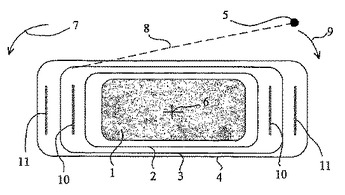 (もっと読む)
(もっと読む)
発泡シート部材、これを生産するためのモールドおよびモールドを製造するための方法

【課題】発泡シート部材、これを生産するためのモールドおよびモールドを製造するための方法
【解決手段】複数の山部分および複数の谷部分を組み込む座席表面部材を有する改良されたシート部材が開示されている。好ましくは、複数の山部分および複数の谷部分は、座席表面部材のもっとも外側の表面に組み込まれる。「もっとも外側の表面」という用語は、シート部材の占有者によって接触されおよび/または占有者をサポートする座席表面部材の区域を含むことが意図され、また、例えば、トリムカバーを取り付けるための構成部材が配置される溝またはトレンチは含まない。そのようなシート部材を生産するためのプロセスおよびモールドもまた、記載されている。
(もっと読む)
発泡成形用の金型及び発泡成形方法
【課題】比較的低い圧力にて気体を供給しても弁体が開弁して成形品を脱型することができると共に、成形品の外面に弁体の押し痕が付くことが防止された発泡成形用の金型及び発泡成形方法を提供する。
【解決手段】下型3のキャビティ面に気体吹込口4が設けられている。下型3に、気体吹込口4に連通するシリンダボア5bを有するシリンダ5が取り付けられている。シリンダボア5b内に受圧部材6が上下方向に進退自在に収容されている。受圧部材6はコイルスプリング8によって上方へ付勢されている。受圧部材6に弁体9が連結されている。弁体6はシリンダボア5b内から気体吹込口4に挿入されている。シリンダボア5bのうち受圧部材6と気体吹込口4との間の空間に空気が導入されると、空気圧により受圧部材6が押し下げられ、これに伴って弁体6が退動して気体吹込口4が開放する。
(もっと読む)
光学部品の成形型及び成形方法
【課題】 簡単な構成又は手順により、キャビティ内に充填した樹脂材料の液漏れを阻止して、バリの発生を有効に防止することができる光学部品の成形型及び成形方法を提供する。
【解決手段】 液体の樹脂材料をキャビティC内に充填して光学部品を成形する成形型1において、可動側型板10と固定側型板20の各パーティング面11,21、入子15及びその収容部14、樹脂注入孔16の、成形面12,13,22との境界を包囲するように、樹脂材料の付着防止材11a,14a,15a,16a,21aからなる被膜又は層を形成して、光学部品を成形することとしている。
(もっと読む)
ポリウレタン層の製造法、これにより得られたポリウレタン層、及びその人工革としての使用法
本発明は方法、特に溶剤なしでポリウレタン層を製造する方法及び人工革としてのそれの使用に関する。 (もっと読む)
プラスチックレンズの製造方法
【課題】 プラスチックレンズとガラス型との離型性を適正にすることにより、高品質なプラスチックレンズを提供することにある。
【解決手段】 不良率曲線1は、離型剤の濃度として1500ppmで最少となり、離型剤の濃度が500ppm以下になると、ガラス型とプラスチックレンズとの密着性が増加して密着現象による不良が著しく増加する。また、離型剤の濃度が2500ppmとなると、逆にガラス型とプラスチックレンズとの密着性が低くなりすぎて、剥離現象による不良が増加する。このことから、イソプロピルアルコールに対する離型剤としてのフッ素系界面活性剤の濃度は1500ppm±1000ppmの範囲2内において設定可能であるが、より望ましい範囲3は1500ppm±500ppmであり、最も好適な範囲4は1500ppm±250ppmである。
(もっと読む)
プラスチックレンズの製造方法
【課題】内部歪が少なく均質なプラスチックレンズの製造方法を提供すること。
【解決手段】重合反応が完結する前の反応生成物から型を取り外した後、重合を完結させて反応完結生成物を得る。この硬化工程後、40℃以下の温度(プラスチックレンズの使用温度に相当)に反応完結生成物を冷却する。ここで、硬化工程で残った重合収縮による内部歪に加えて、熱収縮による歪がレンズ内に発生する。この状態で、使用温度まで冷却した場合に発生する内部歪は全て発生している。その後、反応完結生成物を反応完結生成物のガラス転移点以上の温度で加熱し、アニールする。したがって、分子の再配列が起こって重合収縮および熱収縮による歪を解放でき、使用温度まで冷却しても内部歪の少ない均質なプラスチックレンズを得ることができる。
(もっと読む)
光学素子の製造方法および光学素子の製造装置
【課題】転写型をさらに容易に離型できる光学素子の製造装置および製造方法を提供する。
【解決手段】ガラス基材2の少なくとも一方の面21に転写用の上型4を対向した状態で配置し、ガラス基材2と上型4との間に樹脂を注入して樹脂層3を形成する成形工程を有するハイブリッドレンズ1の製造方法において、上型4を離型する前に、上型4のみを加熱する熱処理工程を設ける。これにより、上型4と樹脂層3との境界(表層部)31と、樹脂層3とガラスレンズ基材2との境界(成形面)21との間に温度差をつけて、境界31の熱膨張量の差により上型4が剥離しやすいようにする。これにより、外部から加える離型力を低減でき、型に忠実な樹脂層3を成形できる。
(もっと読む)
ハイブリッドレンズの製造方法
【課題】 金型ベースレンズ押さえ治具でベースレンズの周辺のR面を押さえるので、ベースレンズの曲率の違いやレンズ面の粗さによってベースレンズのセンター出しにばらつきが生じ、芯振れ精度の確保が難しい問題点があった。
【解決手段】 本発明では、ベースレンズ7は各工程でコレットチャック1でその周端が固定されている状態で加工されているので、ベースレンズ7の芯振れは発生しない。そのためにコレットチャック1と同芯に形成された金型コア2により非球面形状樹脂層8を成形するので、芯振れ精度が格段に向上する。
(もっと読む)
複合型非球面レンズ及びその製造方法及び製造装置並びに複合型非球面レンズ成形用金型
【課題】 製品レンズの有効面積を拡大可能でその離型性が良好な複合型非球面レンズの製造方法を提供する。
【解決手段】 レンズ50を下金型に芯出しして配置し、レンズ50の一面側に樹脂層52を形成するために必要な紫外線硬化樹脂を供給する。続いて、上金型を下方に移動し、コア部の型面433を紫外線硬化樹脂に密着させ、樹脂膜を形成する。これとともに、離型膜425の形成された本体部の下面424によりレンズ50の周縁部を保持する。次いで、光源から紫外線を樹脂膜に照射して、樹脂層52を形成し、複合型非球面レンズを製造する。最後に、コア部を本体部に相対して上方に移動して、コア部の型面433を樹脂層52から離型した後、本体部をコア部と共に移動して本体部の下面424を樹脂層52の外延部と離型する。
(もっと読む)
RTM成形の脱型装置
【課題】RTM成形において脱型時間を短縮しサイクルタイムを短縮できるRTM成形の脱型装置およびRTM成形方法を提供する。
【解決手段】強化繊維プラスチックス成形用成形型において、成形型内に製品を押出すために稼動可能なエジェクタピンとそれを納めるシリンダー間に隙間を設け、当該隙間に予め熱可塑性樹脂の層を形成してなることを特徴とするRTM成形の脱型装置。
(もっと読む)
中空構造体の製造方法
【課題】 樹脂製雄型を使用し、雄型の樹脂の除去を効率的に実施することができる、造形素材による中空構造体の製造方法、及び、該方法のための樹脂製雄型を提供する。
【解決の手段】 雄型を用いて造形素材により前記雄型に対応する形状の空間を有する中空構造体を製造する方法であって、膨張黒鉛を含有するエポキシ樹脂で雄型を形成する工程(A)、前記雄型の外表面に金属層を電鋳で形成する工程(B)、金属層がその表面に配置された前記雄型の前記樹脂中の膨張黒鉛を膨張させる工程(C)、及び、含有する膨張黒鉛が膨張された前記雄型を形成する前記樹脂を除去することにより、前記雄型に対応する形状の空間を金属層によって形作る工程(D)、を少なくとも有することを特徴とする造形素材による中空構造体の製造方法、並びに、雄型。
(もっと読む)
断熱パネルの生産方法、建物の生産方法、断熱パネルの生産装置及び吐出量計量容器
【課題】 断熱パネル3を生産する工場の生産ラインで、箱体Aの中に発泡性樹脂を注入機50で注入する際に、注入機ノズル51から吐出される発泡性樹脂の単位時間あたりの注入重量が適切であるか確認するための試し打ちで生じた合成樹脂発泡体を、有効利用することを課題とする。
【解決手段】 周囲を囲む枠組2とこの枠組2の両面に取り付けられた面材23とからなる箱体Aの中に合成樹脂発泡体が充填された断熱パネル3の生産方法であって、試し打ちとして、成形用型6aを兼ねた吐出量計量容器6に発泡性樹脂を吐出し、吐出量を確認し、発泡性樹脂が硬化後、この試し打ちにより生じた合成樹脂発泡体を脱形して、前記断熱パネル3とは別に断熱材7として使用することを特徴とする。
(もっと読む)
メタクリル系樹脂積層体の製造法
【課題】 後加工性が良く、十分な強度を持ち、安定した品質のメタクリル系樹脂積層体を得る製法を提供する。
【解決手段】 あらかじめ所定の形状に成形された熱可塑性樹脂成形品と雌型との間に形成されるセル内に、少なくとも2つの二重結合を有する共重合可能な化合物0.1質量%〜10質量%を含む重合硬化性メタクリル系樹脂原料100質量部と、体積平均粒子径が1μm〜50μmの無機系粒子フィラー100質量部〜300質量部との混合液を流し込み、これを重合硬化させた後に雄型と雌型とから離型させるメタクリル系樹脂積層体の製造法。
(もっと読む)
硬質ポリウレタンフォームパネルの製造装置及び硬質ポリウレタンフォームパネルの製造方法
【課題】裁断による廃棄物の発生量が極めて少なく、かつフォームの均一性が高く、上面材の供給工程が簡単である硬質ポリウレタンフォームパネルの製造装置並びに硬質ポリウレタンフォームパネルの製造方法を提供する。
【解決手段】熱プレス、熱プレスの一方側に配設された上面材供給装置、並びに熱プレスの他方側に少なくとも(a)成形プレート22,(b)成形プレート22を熱プレスの上定盤11と下定盤12の間に出退自在にするための搬送装置36,(c)熱プレスの上定盤11に近接して配設された上面材保持装置20,(d)ミキシングヘッド28,及び(e)成形プレート22に下面材37を供給する下面材供給装置が配設されている硬質ポリウレタンフォームパネルの製造装置とする。
(もっと読む)
成形品の製造方法及び成形品
【課題】 残渣を小さくすると共に、泡の発生を効果的に防止することができる光導波路等の成形品及びその製造方法を提供すること。
【解決手段】 成形用の凹部11を有する型10にコア材等の成形材料4aを供給する工程と、この成形材料4aの表面側の不要部分をスキージング等によって除去して平坦化すると共に、成形材料4aを凹部11内に充填する工程と、UV照射等により成形材料4aを硬化させる工程と、この硬化物4a上にコア材4b又はクラッド材2a等の接着性材料を設ける工程と、この接着性材料上にクラッド等の他の部材2を押圧しながら前記接着性材料を硬化させる工程と、成形材料4aを型10から分離する工程とを有する、光導波路1A等の成形品の製造方法。
(もっと読む)
161 - 180 / 202
[ Back to top ]