
Fターム[4F204EK25]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の装置、操作 (4,781) | 付属装置、補助操作 (4,501) | 成形品の取出し (202)
Fターム[4F204EK25]に分類される特許
61 - 80 / 202
画像形成装置用発泡ローラの成型方法及び成型金型
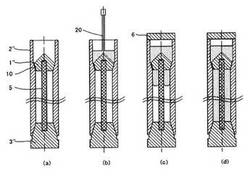
【課題】液受けカップコスト、処理装置コストを削減し、高品質な画像形成装置用発泡ローラの成型方法を提供する。
【解決手段】金型2”と上・下駒1”,3”を有する金型を用いる発泡ローラの成型方法において、上駒は、材料溜め空間を形成し、上駒外周面に外・内方向を連通する少なくとも1つのスリットを配置し、芯材保持部を備え、金型開口を閉塞し、下駒は、芯材保持部を備え、金型開口を閉塞し、駒の芯材保持部に芯材を保持させ金型に配置する工程と、発泡弾性層材料を材料溜め内に流し込んだ後、上駒側の端部に蓋6をする工程と、発泡弾性層材料をスリットを通して発泡させつつ、金型内に充填させる工程と、発泡弾性層材料を硬化させて発泡弾性層を形成する工程と、金型から発泡弾性層材料を有する発泡ローラを脱型する工程と、を有し、上駒のスリットの幅と深さが、発泡弾性層材料の平均気泡直径の1〜10倍である画像形成装置用発泡ローラの成型方法。
(もっと読む)
ナノインプリント用硬化性組成物、これを用いた硬化物およびその製造方法、並びに、液晶表示装置用部材
【課題】パターン転写精度、硬化膜の強度、および、モールドとの剥離性に優れたナノインプリント用硬化性組成物、これを用いた硬化物およびその製造方法、並びに、液晶表示装置用部材を提供する。
【解決手段】下記一般式(1)で表される芳香族カルボン酸アルケニルエステルを含み、組成物の粘度が3〜18mPa・sであることを特徴とするナノインプリント用硬化性組成物。
(式中、R1は炭素数2〜6のアルケニル基を表し、R2は炭素数2〜6のアルケニル基もしくは炭素数2〜6のアルケニルオキシ基を表し、Arは芳香族炭化水素を表す。nは1以上の整数を表し、mは0以上の整数を表す。n+mは2以上の整数である。)
(もっと読む)
繊維強化プラスチックの脱型方法、製造方法

【課題】FRPの成形において脱型時間を短縮して成形全体にかかる時間の短縮を図るほか、成形体が薄いものであったり、サンドイッチ構造を含むものであったりしても成形体の意匠面を傷つけずに、脱型装置およびFRPの成形方法を提供すること。
【解決手段】成形された繊維強化プラスチックを成形型から取り出す脱型方法であって、前記成形型もしくは該成形型に設置されたシリンダーに収納された稼動可能なエジェクターピンによって、前記繊維強化プラスチックを押し出して、該繊維強化プラスチックと成形型の間に隙間を設けながら、該隙間に気体を送りこんで、前記繊維強化プラスチックを前記成形型から取り出すことを特徴とする繊維強化プラスチックの脱型方法。
(もっと読む)
複合型光学素子の成形方法および成形装置
【課題】成形設備や製造コストの増大を招くことなく、エネルギー硬化型樹脂と成形型との離型を確実に行わせることが可能な複合光学型光学素子の成形技術を提供する。
【解決手段】光学基材11に供給された紫外線硬化型樹脂15に当接して成形面1aの形状を転写する金型1の回りに、金型1とは土器率に軸方向に変位し、光学基材11のコバ部11aに当接する離型環31と、この離型環31の一部に設けられ、光学基材11のコバ部11aに衝撃力を与える衝撃発生部材32を設け、金型1を加熱冷却素子34にて所定の温度に冷却する離型時に、離型環31で光学基材11のコバ部11aを離型方向に押圧した状態で衝撃発生部材32からコバ部11aに衝撃力を与えることで金型1の成形面1aから紫外線硬化型樹脂15を確実に剥離させる離型動作を行う。
(もっと読む)
緩衝体とその製造方法および振動減衰装置
【課題】金属を編んで塑性変形可能な立体に成形した金属体を軟質樹脂と一体化して塑性変形可能とされた振動減衰特性のある緩衝体およびその製造方法、緩衝体を備えた振動減衰装置を提供する。
【解決手段】金属を編んで塑性変形可能な立体に成形した金属体である芯材1と軟質樹脂2からなる構造体であって、該芯材1は該軟質樹脂2に含浸されるとともに、上記軟質樹脂と一体化して塑性変形可能とされた振動減衰特性のある緩衝体A、とその製造方法および振動減衰特性のある緩衝体を備えた振動減衰装置C。
(もっと読む)
眼内レンズ製造方法
【課題】加工時に生じる切削粉や塵の付着の虞を排除でき、所望の精度を有する眼内レンズを比較的ローコストで安定して製造することが可能な眼内レンズ製造方法を提供する。
【解決手段】光学部になる部材を成形するための光学部成形部と、支持部になる部材を成形するための支持部成形部とを有する成形型であって、前記光学部成形部は、成形することによってレンズを構成する前方光学面と後方光学面とが直ちに得られるものであり、前記支持部成形部は、成形によって得られた部材に一定の加工を加えることによって支持部が得られるものである成形型を用い、前記成形型内に眼内レンズの原料を注入後、重合もしくは硬化させ、次に、前記重合もしくは硬化させた部材における少なくとも前記前方光学面及び後方光学面が前記成形型の光学部成形部によって覆われた状態で前記支持部になる部材を支持部の形状に加工し、次に、前記光学部成形部を離型することを特徴とする。
(もっと読む)
ゴムローラの成形金型、製造装置及びその製造方法
【課題】成形金型内に液状ゴム材料を注入し、硬化・成形するための、振れ精度が良くランナー部の廃棄材料が少ないゴムローラの成形金型、製造装置及び製造方法を提供する。
【解決手段】円筒状内面を有するパイプ金型本体と、該パイプ金型本体の両端に嵌合されて軸体を該パイプ金型本体の中心軸と同心となるように保持するゴム材料の注入側及び非注入側の駒と、から少なくとも構成されるゴムローラの成形金型であって、該非注入側の駒は、該軸体の両端角部をセンタリングしつつ軸方向に押圧支持するスライド機構を有し、及び、該非注入側の駒の端面には、外部より該スライド機構を押圧する手段を導入するための穴が設けられていることを特徴とするゴムローラの成形装置。
(もっと読む)
複合光学素子の製造方法
【課題】簡単な金型構造で、かつガラス基材の直径も大きくすることなく、非球面成形金型から容易に離型が可能な複合光学素子の製造方法を提供することを目的とする。
【解決手段】成形すべき光学機能有効面の反転形状およびその外縁面を有する成形面を持ち、外縁面に外部から供給されるガスを射出する孔部を持つ成形型を準備する第1工程、成形面上またはガラス基材上にエネルギー硬化型樹脂を吐出し、エネルギー硬化型樹脂を挟むように成形面とガラス基材とを配置する第2工程、エネルギー硬化型樹脂が予め定められた厚みになるようガラス基材または成形型を所定の位置まで移動する第3工程、エネルギー硬化型樹脂にエネルギー線を照射して、エネルギー硬化型樹脂を硬化させて硬化樹脂層を成形する第4工程、孔部からガスを射出して硬化樹脂層に吹きつける第5工程、ガラス基材と硬化樹脂層が一体となった複合光学素子を成形型から離型する第6工程とを備える。
(もっと読む)
レンズシートの製造方法
【課題】添加剤の使用をせず、従来に比して型と樹脂組成物との剥離性が向上することを可能にする成形方法を提供する。
【解決手段】レンズ型を洗浄する洗浄工程と、洗浄後の前記レンズ型を大気中で乾燥する乾燥工程と、透光性基材9と前記レンズ型7との間に活性エネルギー線硬化性組成物10を供給し、前記透光性基材を通して活性エネルギー線を照射することで前記活性エネルギー線硬化性組成物を硬化して前記レンズ型と相補的な形状で活性化エネルギー線硬化樹脂からなるレンズ部を形成する硬化工程と、レンズ部及び前記透光性基材を一体として前記レンズ型から離型することにより、少なくとも前記透光性基材の一方の面上にレンズ部を備えたレンズシートを形成する離型工程と、を含むレンズシートの製造方法。
(もっと読む)
基材レス機能性部材の製造方法
【課題】特定の機能を発揮しうる機能性部材に関し、基材を有することにより生じる弊害、即ち、機能性部材のカールの発生を防止しつつ当該部材の薄型化が可能な基材レス機能性部材を、効率良く製造する方法を提供する。
【解決手段】本発明の基材レス機能性部材10は、(1)基材1と、所定の凹凸パターンを有する型2との間に、凹凸パターンを転写するための電離放射線硬化型樹脂を含む機能層3を充填する工程、(2)充填された機能層3に電離放射線を照射して機能層3を半硬化させた後、機能層3及び基材1を型2から剥離する工程、(3)機能層3の一部に接着シート4を貼り付け、接着シート4が貼り付いた部分を起点にして機能層3を基材1から剥離する工程を順に行うことにより製造するものである。
(もっと読む)
成形型用硬化性樹脂組成物、成形型の製造方法、構造体の製造方法およびディスプレイ用部材の製造方法
【課題】プラズマディスプレイパネル、フィールドエミッションディスプレイ、および蛍光表示管等の平面ディスプレイに好適なパターンを、低コストで精度良く形成できるパターン形成技術を提供する。
【解決手段】少なくとも、(A)硬化性化合物、(B)ウレタン化合物、(C)重合開始剤および(D)界面活性剤を含有する成形型用硬化性樹脂組成物により達成される。
(もっと読む)
光学素子の成形方法
【課題】金型の微細形状を高精度に転写した光学素子を成形する。
【解決手段】微細形状を有する金型10に光硬化性の樹脂12を滴下したダミー基板11を押し付けて、樹脂12を押し広げた後、樹脂層と型およびダミー基板とに剥離がない状態のまま樹脂硬化させダミー基板11を取り除く。その後、光を照射し、樹脂硬化させて、光学素子の樹脂層2の光学形状部2aを成形する。その上に、未硬化の樹脂13を滴下した基板1を押し付けて加圧し、樹脂13を伸ばしたのち、光を照射して硬化させ、光学形状部2a及びベース部2bを有する樹脂層2と基板1とを一体で金型10から離型する。
(もっと読む)
アンダーカット部を有する樹脂成形体の製造方法
【課題】簡易な構造の金型を用いて樹脂成形体の成形を容易に行うことができると共に、後加熱を必要とせず、良好な成形体を得ることができるアンダーカット部を有する樹脂成形体の製造方法を提供する。
【解決手段】アンダーカット部としての環状溝23を有する樹脂成形体としてのヘッダーを構成する凹状連結部18の製造方法は、環状溝23に対応する成形用突起61を有する内側スライド成形型62と、凹状連結部18の外周面を成形する外側成形型63と、両成形型62、63の間に形成されるキャビティ64とを備えた金型60を用いて行われる。そして、キャビティ64にゴム状弾性体を含むポリフェニレンサルファイド(PPS)樹脂を溶融させて注入し、加熱硬化させて樹脂成形体を成形した後冷却する。次いで、外側成形型63を型開きし、内側スライド成形型62をその軸線方向に強制的に引き抜く。
(もっと読む)
基材レス機能性部材の製造方法
【課題】特定の機能を発揮しうる機能性部材に関し、基材を有することにより生じる弊害、即ち、機能性部材のカールの発生を防止しつつ、当該部材の薄型化に対応した基材レス機能性部材の製造方法を提供する。
【解決手段】本発明の基材レス機能性部材20は、(1)所定の凹凸パターンを有する型3に、電離放射線硬化型樹脂を含む機能層2及び基材1を順に積層する工程、(2)前記機能層2に電離放射線を照射して機能層2を半硬化させた後、型3から機能層2及び基材1を剥離する工程、(3)保護シート4を前記機能層2の少なくとも一部に貼り付け、基材1から当該機能層2及び保護シート4を剥離する工程を順に行うことにより製造するものである。
(もっと読む)
発泡成形型および表皮付き発泡成形部材の製造方法
【課題】発泡成形型にセットした表皮材が型閉め時にずれることを防止すると共に、製造された表皮付き発泡成形部材を円滑に脱型し得るようにする。
【解決手段】第1成形型30の表皮保持面36に、表皮材16における非製品部20の該表皮保持面36と対面する側に膨出形成された表皮凸部24を係止する係止凹部50を凹設する。表皮保持面36に、非製品部20における端縁20Aの該表皮保持面36から離間する側への移動を規制する端縁保持部60を設ける。第2成形型32の表皮保持面36に対向する型面42に、第1成形型30と第2成形型32との型閉め時に係止凹部50と対向して、該係止凹部50に受容された表皮凸部24を押える表皮当接部材70を設ける。表皮当接部材70は、型閉め時に基材12と表皮材16とが接触する前から表皮凸部24を押える。
(もっと読む)
プラスチックレンズの製造方法
【課題】 安価で良質なリフロー耐熱性のあるプラスチックレンズの製造方法の提供。
【解決手段】 支持部材53によって支持された平板52を備える注形型51を水平に設置する。次に、キャビティ51aに適量のエポキシ樹脂10を注入する。エポキシ樹脂10の適量とは、樹脂の上面が平板52の下面より上で、注形型51の上面よりも下になる量である。次に、水平を保持して注形型51ごと高温槽で加熱しエポキシ樹脂10を硬化させる。次に、注形型51から成形品である片レンズを取り出す。成形品の離型には超音波振動体を活用するなどして容易化する。このような成形方法によって片レンズ2、3には平板52による凹部2c、3cが形成される。
(もっと読む)
RTM成形方法
【課題】成形型の構造を大幅に簡素化してその加工費用を低減でき、かつ、アンダーカット形状を有するFRP成形品であっても効率よく迅速に成形可能なRTM成形方法を提供する。
【解決手段】互いに対向配置される第1、第2の型を含む複数の型からなる成形型のキャビティ部に強化繊維基材を配置し、型締めした後、樹脂を注入してFRP成形品を成形するに際し、第1の型と第2の型との間に、成形品の形状に沿う形状に予め形成された中間部材を設け、中間部材と第2の型との間に加圧媒体を充填し、中間部材と第1の型との間に強化繊維基材を配置して樹脂を注入することを特徴とするRTM成形方法。
(もっと読む)
コンタクトレンズとその製造方法
【課題】多種多様な機能を有し、装用可能なコンタクトレンズを提供する。
【解決手段】コンタクトレンズの前面または後面の少なくとも一方の面の所定範囲を覆う位置に、生体適合性を備えた第1のレンズ材料の第1の層を配置し、この第1のレンズ材料よりも、コンタクトレンズの中心側に機能性材料を配置する。コンタクトレンズの機能は、この機能性材料により果たされることになる。更に、生体適合性を備えた第2のレンズ材料を成型型に入れ、第1のレンズ材料および機能性材料と共にモールドする。こうして機能性材料による機能を備え、安全に装用可能なコンタクトレンズが得られる。
を備えたコンタクトレンズ。
(もっと読む)
偏光プラスチックレンズの製造方法
【課題】光フィルムが丸まりにくく、偏光フィルムを内部に保持させる際のモールド組立が簡単な偏光プラスチックレンズの製造方法を提供すること。
【解決手段】フィルムベース15の表裏の対向位置にそれぞれUV硬化性エポキシ樹脂Pを盛り上げて一定領域を包囲した長堤部を形成させる。同時にエポキシ樹脂Pに照射灯30先端から紫外線を照射して硬化させる。硬化後にフィルムベース15周囲をカットし偏光フィルムを得る。次いで第1及び第2のレンズ用モールドを同両長堤部にそれぞれ当接させて同偏光フィルム、同第1及び第2のレンズ用モールド及び同長堤部によって同偏光フィルムの表裏に外界と区画される2つのキャビティを形成し、同キャビティ内にプラスチックレンズ用のモノマーを充填し、熱硬化させて偏光プラスチックレンズを得るようにする。
(もっと読む)
係止部材を配置するための配置具および該配置具を用いた樹脂成形体の製造方法
【課題】 テープ状の係合部材付きの樹脂成形品を製造するために用いられる樹脂成形金型の該係止部材を金型内の箱型の配置具に配置して設置した場合に、係止部材の幅方向からの樹脂の流入を防止するとともに、長さ方向の端部からの流入防止を改善し、高品質の係止部材つきの発泡樹脂成形体を製造する。
【解決手段】 係合部材付きの樹脂成形品を製造するために用いられる樹脂成形金型内の所定の位置に、係止部材を配置するために固定されている断面凹型の配置具において、配置具の長さ方向の両端部に、断面凹部をほぼ直角に区画する横隔壁と、該横隔壁の外側の凹部に配置具の長さ方向に平行に縦隔壁が設けられていることを特徴とする係止部材を配置するための配置具。
(もっと読む)
61 - 80 / 202
[ Back to top ]