
Fターム[4F204EK25]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の装置、操作 (4,781) | 付属装置、補助操作 (4,501) | 成形品の取出し (202)
Fターム[4F204EK25]に分類される特許
21 - 40 / 202
保持治具の製造方法
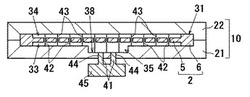
【課題】大多数の小型部品を保持できるにもかかわらず補強部材の平坦性を維持した保持治具の製造方法を提供すること。
【解決手段】支持孔7が形成された補強部材2と、自身に挿入された小型部品を弾発的に保持する保持孔9が形成された弾性部材3とを備え、前記保持孔9が前記支持孔7の内部を通るように前記補強部材2が前記弾性部材3に埋設されて成る保持治具1を成形金型30で製造する製造方法であって、前記成形金型30に形成された陥没部35によって前記弾性部材3よりも肉厚に形成された肉厚部を押進部材41で押進しつつ前記補強部材2と弾性材料との一体成形体を前記成形金型30から離型し、次いで、一体成形体の前記肉厚部を除去することを特徴とする保持治具1の製造方法。
(もっと読む)
シートパッドの発泡成形型及びその発泡成形型を用いたシートパッドの製造方法

【課題】シートパッドの肉厚部に欠肉の発生を防止して、成形性の精度の高いシートパッドを成形する発泡成形型及びその発泡成形型を用いたシートパッドの製造方法を提供する。
【解決手段】パッド本体部112の上端から後方に突出する下方向に屈曲して延在する肉厚部116a、肉厚部から更に下方に延在して漸次肉厚が減少する端部絞り部116bを備えたシートパッド110を発泡成形するシートパッドの発泡成形型10において、肉厚部の外側面を成形する成形面を有する第1型14、第1型と隣接して配置されて端部絞り部の外側面を成形する成形面を有する第2型16、第2型と隣接して配置されて部絞り部の先端部分を成形する成形面を有する第3型18、を備え、第1型と第2型との間で第1接合部PL1が構成されるとともに第2型と第3型との間で第2接合部PL2が構成され、第1接合部及び第2接合部から成形空間内のガスが成形空間の外部に排出される。
(もっと読む)
多孔質合成樹脂製成形体の製造方法
【課題】生産性に富んだ、浸透印面などに用いて好ましい多孔質合成樹脂製成形体の製造方法を提供する。
【解決手段】基材である熱可塑性樹脂組成物に、水溶性化合物からなる粒状多孔形成体と、多価アルコールからなる多孔形成助剤と、有機過酸化物からなる架橋剤とを混合して成形材料を得る混合工程ST1と、前記成形材料を成形型に注入し、140〜170℃×4〜10分の熱プレス成形を行って架橋反応と印面の成形加工とを同時に進行させて成形物を得る架橋成形工程ST2と、前記架橋成形工程で得られた成形物から前記粒状多孔成形体を抽出して多孔質成形体を得る抽出工程ST3と、前記抽出工程で得られた多孔質成形体を乾燥させる乾燥工程ST4と、を備える。
(もっと読む)
樹脂発泡体とプレート部材との一体成型品の製造方法および、その一体成型品
【課題】成形金型を複雑に加工することなしに、プレート部材の所期したとおりの位置に、樹脂発泡体を適正に一体化させることができる、樹脂発泡体とプレート部材との一体成型品の製造方法および、その一体成型品を提供する。
【解決手段】プレート部材20に、プレート部材本体部21の端部から外方へ突出する二以上の迫出し部22を設け、前記プレート部材20を、成形金型10の下型11内に嵌め込んで、プレート部材20を、下型の側面間に、該プレート部材20の二以上の迫出し部22のそれぞれで、直接的ないしは間接的に摩擦係合させて位置決めし、該プレート部材20上に発泡樹脂原料を注入し、その後、上型12と下型11とを型締めして、成形金型10の内部の前記キャビティ13内で発泡樹脂原料を発泡させる。
(もっと読む)
樹脂成形品の製造方法
【課題】溢出した余剰の光硬化性樹脂を適切に処理しつつ樹脂成形品を得ることができる樹脂成形品の製造方法を提供する。
【解決手段】透光性樹脂部の露出面36と加飾シート21との距離が個々の部位毎に所期の値を有し、周縁部31のうち少なくとも一部に加飾シート21の張出部24を備えた基材23を得る工程;基材23に光硬化性樹脂を載置する樹脂載置工程;基材23の上から型43を載置し、隙間44に光硬化性樹脂を充填すると共に、溢出した余剰の光硬化性樹脂を張出部24によって保持する型載置工程;光を光硬化性樹脂に照射する光硬化工程;を有する。
(もっと読む)
金型装置
【課題】よりシンプルな構成によって、発泡成形体をスムーズに取外すことにある。
【解決手段】第二型22に、発泡成形体6Pを保持可能な保持部40を設けて、キャビティ24内で発泡成形体6Pを成形したのち、発泡成形体6Pを第二型22に保持しつつ、第一型21から第二型22を離すとともに、発泡成形体6Pが、その自重により、保持部40の配置位置(22f)とは異なる第二型22の部位(22s)から離間する構成とした。
(もっと読む)
光学シート、面光源装置、および、透過型表示装置
【課題】優れた光学的機能を発揮し得るとともに安定して製造され得る光学シートを提供する。
【解決手段】光学シート40は、シート状の本体部45と、本体部の一方の面46上に配列された複数の第1単位形状要素50と、本体部の一方の面上に配列され、本体部のシート面上の一方向と平行に延びる複数の第2単位形状要素55と、一つの第1単位形状要素および当該一つの第1単位形状要素に前記一方向から接続する一つの第2単位形状要素の接続箇所の少なくとも一部分を覆う接続部42と、を備える。複数の第1単位形状要素の各々は、複数の第2単位形状要素の各々および接続部よりも高い位置まで本体部の一方の面から突出している。
(もっと読む)
マスキング部材脱着構造
【課題】主に、マスキング部材に付着した塗膜やミストなどの破片等の剥がれ落ちを防止し得るようにする。
【解決手段】樹脂成形品を成形可能な樹脂成形金型21の成形面22に対し、成形前に予め塗装による部分的な塗膜24を形成する際に、成形面22の非塗装部分26へマスキング部材27が取付けられると共に、マスキング部材27に対して、塗装後にマスキング部材27のほぼ全面を覆うように被着することにより、マスキング部材27の成形面22からの取外時に、マスキング部材27に付着した塗膜24やミストなどの破片等の剥がれ落ちを防止可能な脱着治具本体31が設けられるようにしている。
(もっと読む)
良好な難燃特性を有する中密度装飾成形フォームの減少した成形時間での製造方法、難燃剤組成物および該方法により製造されたフォーム
これまでの可能性より実質的に短い時間で金型から取り出し得る中密度難燃性成形ポリウレタンフォームを、本発明の方法により製造する。これらの低減した離型時間は、ポリウレタンフォーム形成性組成物中に固体難燃剤組成物を含ませることにより得られる該固体難燃剤組成物には、メラミン被覆ポリリン酸アンモニウムおよびホウ酸亜鉛が含まれる。 (もっと読む)
眼用レンズを成形型から剥離する方法およびそれに用いる剥離用治具並びに剥離装置
【課題】本発明の目的は、成形型に固着した含水性の眼用レンズを、素材に負担のない処理によって迅速かつ効果的に剥離することができる剥離方法を提供することである。
【解決手段】雄型と雌型よりなる眼用レンズ成形型内で重合性モノマー混合物を重合し、型を開いた後の工程において、いずれか一方の型に固着した含水性の眼用レンズを剥離する方法であって、該型に固着した状態で眼用レンズを水性媒体に所定時間接触させる第一工程、前記眼用レンズ周辺エッジの少なくとも一部を押圧することにより、該エッジの一部に剥離部を形成させる第二工程、剥離部を有する前記眼用レンズ表面を押圧して、型から剥離する第三工程、を含むことを特徴とする。
(もっと読む)
光学素子の製造方法、及び、光学素子
【課題】光学面の精度を維持したまま容易に離型が可能となる光学素子の製造方法及び光学素子を提供する。
【解決手段】樹脂3に対してモールド4の光学面形状を転写する転写工程と、樹脂3を硬化させる硬化工程と、樹脂3を、その表面部分のうちモールド4との非接触部の少なくとも一部の膨潤度が1%以上になるまで例えば雰囲気媒体9により膨潤させる膨潤工程と、モールド4から樹脂3を離型させる離型工程と、を含む光学素子の製造方法とする。
(もっと読む)
オフサルミックレンズモールド組立体の製造中における脱型
レンズモールド組立体を脱型する方法、装置及びシステムが開示され、この場合、各々が少なくとも1本のパンチピンを備えたパンチャヘッダの下にレンズモールド組立体を位置決めする。脱型プロセスにおいて、次に、パンチャヘッダを動かしてレンズモールド組立体に当て、各パンチャの少なくとも1本のパンチピンが第1のモールド部分のレンズモールド層を打ち抜き、次に第2のモールド部分の第2のレンズモールド層を押し、それにより2つのモールド部分を互いに分離する。 (もっと読む)
樹脂シートの連続的製造方法
【課題】 移送されるベルト上に活性エネルギー線重合性液体を供給し、その上にフィルムを被せて前記液体を硬化されて樹脂シートを連続的に製造する際、前記フィルムの幅方向の両端部から前記液体が漏洩せずに樹脂シートを製造する方法を提供する。
【解決手段】 移送されるベルト上に活性エネルギー線重合性液体を供給し、供給された前記液体上に活性エネルギー線透過性フィルムを被せ、該フィルムの上から前記液体に活性エネルギー線を照射して硬化させることにより樹脂シートを連続的に製造する方法であって、前記フィルムの幅を、ベルト上に展開した前記液体の幅以上とし、前記フィルムの幅方向の両端部をそれぞれ粘着性テープでベルトに貼り付け、該両端部を封止する樹脂シートの連続的製造方法である。
(もっと読む)
プラスチックレンズの製造方法
【課題】重合後に不要となったプラスチックレンズを簡易に再利用する。
【解決手段】少なくとも一方が研磨工程を要する成形面とされる一対のモールド3,4のうち、研磨工程を要する側のモールドの少なくとも一つに、重合後のプラスチックレンズを使用する。モールド3,4を対向させ、各モールドの外周縁間を連結してモールドを組み立てるキャビティ形成工程と、キャビティ5にレンズ原材料を注入して重合硬化させ、プラスチックレンズ基材を形成するレンズ成形工程と、重合硬化したプラスチックレンズ基材の設定した光学面のうち、重合後のプラスチックレンズをモールドとして使用した側の面を、このモールドごと研磨する研磨工程と、を含む。
(もっと読む)
表皮付発泡成形部材の成形方法、表皮付発泡成形部材、および表皮付発泡成形部材用の表皮
【課題】発泡体の発泡圧によって表皮の第1の面が折り曲げられるときに、第1の面に連なって形成された縦壁面にしわや歪みが発生することを防止し得る表皮付発泡成形部材の成形方法、表皮付発泡成形部材、および表皮付発泡成形部材の成形に好適に用いることができる表皮付発泡成形部材用の表皮を提供する。
【解決手段】発泡成形方法は、芯材を第1の型に配置する工程(ステップ11)と、表皮を第2の型に配置する工程(ステップ12)と、第1と第2の型を型締めする工程(ステップ13)と、発泡成形型に配置された芯材と表皮の間に発泡体を充填し、第1の面に連なる縦壁面によって生じる抵抗を緩和させながら発泡体の発泡圧によって第1の面を第2の成形面に沿って折り曲げる充填工程(ステップ14)と、発泡成形型を型開きする工程(ステップ15)と、成形型から成形品を取り出す工程(ステップ16)と、を有している。
(もっと読む)
サンドイッチパネル製造方法
【課題】FRP面材をロールから引き出すときの蛇行搬送を防止し、FRP面材により構成されるサンドイッチパネルを連続生産可能なサンドイッチパネル製造方法を提供する。
【解決手段】上下両面に対向配置された面材1,2のうち、少なくとも一方が繊維強化樹脂製の面材1により構成され、これら面材間に発泡性樹脂芯材3が発泡成形されてなるサンドイッチパネルを製造するためのサンドイッチパネル製造方法であって、帯状の下面材2を供給する工程と、帯状の上面材1を供給する工程と、搬送される帯状の下面材の上に発泡性樹脂芯材3の発泡原液組成物を供給する工程と、供給された発泡原液組成物の発泡処理を行いながら下面材2及び上面材1を搬送する工程と、を有し、下面材2及び/又は上面材1を供給する工程は、ロールに巻き取り収容された帯状の繊維強化樹脂製の面材1を引き出す工程であり、この引き出し工程において面材の蛇行を防止する工程を有する。
(もっと読む)
ハイブリッドレンズおよびその製造方法
【課題】ハイブリッドレンズおよびその製造方法を提供する。
【解決手段】このハイブリッドレンズ100は、ガラス材料から成るレンズ基体110と、レンズ基体上を覆い、透明プラスチック材料から成る、少なくとも1つのプラスチック層120とを含み、少なくとも1つのプラスチック層に基準面1231が設けられている。その製造方法は、(1)レンズ基体を金型の成型腔内に固定するし、この成型腔の腔壁に面成型部を有するステップと、(2)注入孔から成型腔内に流動状態の透明可塑材料を注入し、透明可塑材料を固化させて、レンズ基体に貼り付けられかつ基準面を有するプラスチック層を形成するステップと、(3)金型を開いてハイブリッドレンズを取り出すステップとを含む。
(もっと読む)
表皮一体発泡成形品の製造方法とそれに用いられる発泡成形型
【課題】表皮を正しく位置決めして表皮一体発泡成形品を製造することができ、しかも表皮一体発泡成形品の脱型を容易に行うことができ、脱型後に切除される部分を少なくする。
【解決手段】表皮一体発泡成形品の脱型方向E1と交差するキャビティ内外方向Q1へスライド可能なスライド型15を設け、キャビティ型の蓋型との重ね合わせ面に、表皮端部係止用突部25が表面に形成された表皮端部係止プレート21を脱型方向と交差するキャビティ内方へ向けて突出し、かつスライド型15の蓋型側表面と重なるように設けて、スライド型15がキャビティ外方へスライドしてアンダーカット形状が解消された際に、表皮端部係止プレート21のキャビティ内方端部側23がキャビティ内方へ突出状態となると共に、当該記突出部分が脱型方向へ押された際に脱型方向へ回転可能に構成した。
(もっと読む)
複合型光学素子及びその製造方法
【課題】光硬化樹脂を充分に硬化させるとともに、太陽光による劣化を防止できる複合型光学素子を実現する。
【解決手段】ガラス基板1に、光学形状4を有する光硬化樹脂層2を積層した複合型光学素子10の製造工程において、光硬化樹脂層2を積層する前のガラス基板1に、270〜410nmの範囲の波長の光をカットするバンド反射フィルター3を設けておく。バンド反射フィルター3によって、光硬化樹脂層2を紫外光によって硬化させるときの光学特性の劣化を抑制するとともに、複合型光学素子10が太陽光に曝されたときの透過率の低下を防ぐことができる。
(もっと読む)
ポリウレタンスポンジローラの製造方法及びトナー供給ローラ
【課題】ポリウレタンスポンジローラをポリウレタンスポンジ層表面の裂け、割れを発生させることなくパイプ金型から脱型するポリウレタンスポンジローラの製造方法及びトナー供給ローラを提供する。
【解決手段】金型内に予め配置した芯金の周囲に硬化してなるポリウレタンスポンジローラの製造方法において、ポリウレタンの材料を金型内で発泡硬化した後、芯金を把持固定し、金型に対し、芯金の軸に略垂直な力が該軸を中心とする円を略均等に分割した該軸円周の4方向以上の角度方向から加えられ、ポリウレタンスポンジローラの表面を金型の内表面から剥離する工程後、ポリウレタンスポンジローラを脱型する工程を経て製造し、前記金型に対して加えられる力による金型の変位量がポリウレタンスポンジ層の厚みの20%以上70%以下とする。
(もっと読む)
21 - 40 / 202
[ Back to top ]