
Fターム[4F204EK25]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の装置、操作 (4,781) | 付属装置、補助操作 (4,501) | 成形品の取出し (202)
Fターム[4F204EK25]に分類される特許
41 - 60 / 202
繊維複合部品を製造するための成形体
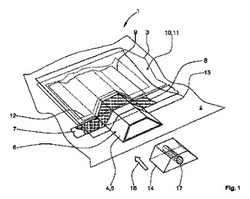
本発明は、繊維複合部品を製造するための成形体に関する。
本発明によれば、成形体は、少なくとも一部において、紙及び/又は厚紙材料を利用して形成される。紙及び/又は厚紙材料は、適切な機能レイヤを利用することにより、気密性や非粘着特性のようなさらなる特性が提供され得る。さらには、材料は、高い再現性のある空間次元を有する繊維複合部品が製造され得るような方法で、高い寸法安定性の成形体又は支持コアを製造することを可能にする。加えて、硬化の後、成形体は、真空状態を利用することにより、単純な方法で潰され得て、その後、残留物無しに、繊維複合部品から除去され得る。さらには、成形体は、コスト効率よく、かつ包装業界から公知の製造方法を利用して、事実上無制限の範囲の幾何学的形状に製造され得る。本発明はさらに、成形体を利用する繊維複合部品を製造するための方法に関する。
(もっと読む)
成形装置、成形型部材、ウエハレンズ及びウエハレンズ用成形型の製造方法

【課題】基板と成形型との間からあふれ出た樹脂の成形型側面部への回りこみによる無用な硬化を防ぎ、製造効率を上げることのできる成形装置、成形型部材、ウエハレンズ及びウエハレンズ用成形型の製造方法を提供する。
【解決手段】ガラス基板3と、レンズ部5に対応する複数の凹部44が形成された成形面を有するサブサブマスター40と、ガラス基板3及びサブサブマスター40の少なくとも一方側に配置さえた光源52,54とを有し、サブサブマスター40の成形面とガラス基板3との間に光硬化性樹脂5Aを配置して押圧し、光源52,54からの照射光により光硬化性樹脂5Aを硬化させる成形装置300であって、サブサブマスター40は照射光に対して光透過性を有すると共に、光硬化性樹脂5Aが回りこむサブサブマスター40の側面部には照射光に対して不透過な不透過層48が形成されている。
(もっと読む)
基板供給等の共用作業体
【課題】半導体素子等の電子部品を液状熱硬化性樹脂材料Rにて封止成形するための圧縮樹脂封止成形装置の全体的な装置構造を小型化及び軽量化する。
【解決手段】上下両型(6、10) 間に進退自在に装設された共用作業体Wで、この共用作業体Wに、成形品離型用のフイルム16を下型キャビティ(106) 面に供給する離型フイルム装着機構(21)と、樹脂封止成形前の角型基板(20、20a)を上型6面に供給する基板供給機構(23)と、樹脂封止成形済の基板(20、R1 )を下型キャビティ(106) 面から外部へ取り出す成形品取出機構(24)とを備えている。このような一つの共用作業体Wの構造を採用することにより全体的な装置構造の簡易化・簡略化と装置の小型化を図ることができる。
(もっと読む)
電子部品の圧縮樹脂封止成形方法及び装置
【課題】半導体素子等の電子部品を液状熱硬化性樹脂材料Rにて封止成形するための圧縮樹脂封止成形装置の全体的な装置構造を小型化及び軽量化する。
【解決手段】上型6と下型10に冷却手段(64、104) を備えると共に、上型6内に冷却手段(154a)を備えたゲートノズル15を配設し、下型10に単数枚の基板装填用キャビティ(106) を配設する。更に、ゲートノズル15を通して所定量の液状熱硬化性樹脂材料Rを下方の下型キャビティ(106) 内に供給すると共に、基板を上下両型(6、10) 間に供給してこの上下両型を型締めすることにより基板上の電子部品を下型キャビティ(106) 内の該樹脂材料中に浸漬させる。その後、該樹脂材料に所定の型締圧力を加えて圧縮樹脂成形する。
また、この成形時にゲートノズル15及び上下両型の冷却手段(154a、64、104)による温度管理を行う。この型構造とゲートノズル15の配設により装置の小型軽量化が図れる。
(もっと読む)
電子部品の圧縮樹脂封止成形方法
【課題】半導体素子等の電子部品を小型・軽量化した圧縮樹脂封止成形装置を用いて樹脂封止成形する。
【解決手段】上型6と下型10に冷却手段(64、104) を備えると共に、上型6内に冷却手段(154a)を備えたゲートノズル15を配設し、下型10に単数枚の基板装填用キャビティ(106) を配設する。更に、成形時には上型6と上型加熱用ヒータ(52)及び下型10と下型加熱用ヒータ(94)との間に空気断熱用の間隙Sを設定した状態で上下両型(6、10) を冷却し、また、この間隙Sを無くした状態で上下両型(6、10) を加熱する温度管理を行う。
また、この型構造とゲートノズル15の配設により装置の小型軽量化が図れると共に、樹脂材料の性状に適応した温度管理を行うことができる。
(もっと読む)
赤外線照射部材及び赤外線透過ブロックを用いた圧縮成形装置及び圧縮成形方法
【課題】 電子部品のチップ6等を搭載した大型基板7等の大面積を圧縮成形する場合の樹脂封止装置において、樹脂材料9の加熱作用や成形品14の離型作用を改善して樹脂成形効率を向上させると共に、型加熱効率を向上させて電力の節減化を図る。
【解決手段】 樹脂封止成形用型1における樹脂成形用凹部10を、赤外線透過性を有するブロック4・8の表面に形成すると共に、前記赤外線透過ブロック4・8の背面側に該赤外線透過ブロック4・8背面の形状及び大きさに対応する形状及び大きさとして形成された赤外線照射部材5・11を配設し、さらに、前記赤外線照射部材5・11における背面、側面及び赤外線透過ブロック4・8の側面とに前記赤外線照射部材5・11から照射された赤外線を反射する赤外線反射部材12・13を配設する。
(もっと読む)
光学素子及びパターン形成方法
【課題】型を用いてレリーフ構造を形成するプロセスにおいて、材料が型に固着するのを抑制する。
【解決手段】本発明のパターン形成方法は、第3級アミンとアクリレートとイソシアネートとを反応させることにより得られるウレタンアクリレート樹脂と離型剤とを含んだ組成物を、型に設けられたレリーフ構造に接触させ、この状態で前記組成物を硬化させることと、硬化後の前記組成物と前記型とを互いから剥離することとを含む。
(もっと読む)
非発泡性粉末状熱可塑性ポリウレタン樹脂組成物、並びにそれを用いた二層構造を有するシート状ポリウレタン樹脂成形物及びその製造方法
【課題】 優れた粉体流動性を有する非発泡性粉末状熱可塑性ポリウレタン樹脂組成物を使用することにより、ソフトな触感を有し、耐摩耗性、機械物性等に優れ、成形物の軽量化、低コスト化を実現する均一な厚みの薄膜非発泡層と発泡層の二層構造を有するシート状ポリウレタン樹脂成形物を提供する。
【解決手段】 非発泡性粉末状熱可塑性ポリウレタン樹脂組成物(A)を構成する粉末状熱可塑性ポリウレタン樹脂(A1)の体積平均粒径が110〜300μmであり、かつ100μm未満の粒子の含有量が40質量%以下、かつ30μm未満の粒子の含有量が5質量%以下、かつ20μm未満の粒子の含有量が2質量%以下であることを特徴とする非発泡性粉末状熱可塑性ポリウレタン樹脂組成物、及びそれを用いた非発泡層と発泡層の二層構造を有するシート状ポリウレタン樹脂成形物により解決する。
(もっと読む)
レンズ部材の製造方法
【課題】 モールド用金型を用いて成形することなく、樹脂の塗布のみで、その外径および高さが一定のレンズ部材を製造することができるレンズ部材の製造方法を提供する。
【解決手段】 可撓性フィルム1の一面上にレンズの大きさとなる所定の径で、かつ、所定の高さで樹脂により台座2を形成し、その台座2の上に、表面が球面形状になるように、その台座2と同じ材料からなる液状樹脂3aを塗布し、液状樹脂3aを硬化させて凸型部3を形成することにより、台座2と共に一体化したレンズ部材4を形成し、可撓性フィルム1の他面から台座2の部分を突き上げピン8により突き上げると共に表面からレンズ部材4を吸着コレット9により吸着することにより可撓性フィルム1から台座ごとレンズ部材4を分離することにより製造する。
(もっと読む)
トナー供給ローラ成形金型用水系離型剤及びトナー供給ローラの製造方法
【課題】離型性が良好で、かつ堆積物による金型汚れの少ない、トナー供給ローラの表面セルの開口安定性に優れるトナー供給ローラ成形金型用水系離型剤を提供すること。
【解決手段】電子写真装置の現像ユニットでトナーを搬送する部材として用いるトナー供給ローラの型成形に用いるトナー供給ローラ成形金型用水系離型剤において、(A)水の接触角が70°以上100°以下であるワックスと、(B)水の接触角が5°以上15°以下であるワックスと、(C)シリコーンオイルを含有し、水系離型剤中の全ワックス(A+B)100質量部に対する(B)ワックスの含有量が30質量部以上60質量部以下であり、水系離型剤(A+B+C)100質量部に対する(C)シリコーンオイルの含有量が15質量部以上45質量部以下であることを特徴とする。
(もっと読む)
繊維強化材料による中空製品の製造方法と製造装置
【課題】繊維強化材料で中空形状の製品を製造する技術を提供する。
【解決手段】繊維強化材料で中空形状の製品を製造する製造方法を提供する。この製造方法は、中空部分に磁性体30を配置した中空形状の繊維基材を成形型20内に配置する配置工程と、成形型の内面と磁性体30との間に磁場を発生した状態で、成形型内にマトリックス材料を注入する注入工程と、成形型の内面と磁性体30との間に磁場を発生した状態で、成形型内のマトリックス材料を硬化する硬化工程を備えている。
(もっと読む)
はす歯ベルトの製造方法、及び、はす歯ベルトの製造装置
【課題】成形体の離型時における凹凸パターンの変形を防止可能な、はす歯ベルトの製造方法、及び、はす歯ベルトの製造装置を提供すること。
【解決手段】はす歯ベルトの製造用の外型12は、その内周面に、周方向に関して局所的に設けられたパターン形成溝14と、パターン形成溝14を周方向に挟むように分離して設けられた1対の保持部15を有する。そのため、その外周面に螺旋溝13を有する内型11と前記外型12との間に注型エラストマーを充填した後、内型11を外型12に対して周方向に回転させつつ軸方向に移動させて、内型11を注型エラストマーの成形体19から引き抜く際に、保持部15によって成形体19の外型12に対する摺動回転が規制されるため、パターン形成溝14によって成形体19の外周面に形成された凹凸パターンの変形が抑制される。
(もっと読む)
染色プラスチックレンズの製造方法
【課題】色ムラが低減ないしは抑制された高品質な染色レンズを得ることができる染色プラスチックレンズの製造方法の提供。
【解決手段】所定の間隔をもって対向する2つのモールドと、上記間隔を閉塞することにより形成されるキャビティを有する成形型の上記キャビティへ硬化性成分を含むプラスチックレンズ原料液を注入すること、上記キャビティ内で上記硬化性成分の硬化反応を行いプラスチックレンズを得ること、上記プラスチックレンズを成形型から離型すること、離型されたプラスチックレンズを染色することを含む染色プラスチックレンズの製造方法。前記離型において、セミフィニッシュドレンズの非光学面と該面と接するモールドを分離し、次いで光学面と該面と接するモールドを分離し、かつ、離型されたプラスチックレンズの非光学面を光学面に加工し、次いで前記染色を行う。
(もっと読む)
注型ポリアミド樹脂成形体の製造方法
【課題】重合性ラクタム液の重合過程の特性を十分に考慮することにより、上部層に気泡のような空洞欠陥部や深い窪み及び流れ模様のない注型ポリアミドの製造方法を提供する。
【解決手段】ω−ラクタムに少なくともアニオン重合触媒とアニオン重合用開始剤とからなる重合性ラクタム液を金型5内でアニオン重合する注型ポリアミドの成形方法において、金型5内に注型した重合性ラクタム液の表面に内蓋10を浮かべ、更に不活性ガスにより加圧することによって重合性ラクタムを大気から遮断した状態で重合を進行させる。
(もっと読む)
メタクリル系シラップとその製造方法、及びメタクリル樹脂板の製造方法
【課題】シラップ中の重合体の質量平均分子量を、分子量調節剤を使用することなく低分子量化し、かつ、重合体の濃度を高くすることで、シラップ注入時、脱泡時の作業性、また、メタクリル樹脂板重合時の生産性を両立するシラップの製造方法を提供する。
【解決手段】メチルメタクリレート単独またはメチルメタクリレートとこれと共重合し得る少なくとも1種の不飽和ビニル化合物とを含有するメチルメタクリレート系単量体混合物を原料単量体とするメタクリル系シラップの製造方法であって、反応容器内に入れた原料単量体の温度を60〜130℃とした後、原料単量体100質量部に対して10時間半減期温度が120℃以下であるラジカル重合開始剤を0.01〜1.0質量部添加し、重合のピーク温度を140〜170℃とすることによって、重合体含有率が20〜55質量%、前記重合体の質量平均分子量が4万〜9万、20℃における前記シラップの粘度が30Pa.s以下のメタクリル系シラップを製造する方法。
(もっと読む)
機能性シートの製造方法
【課題】乾燥時間短縮と、シート反り及びマイクロニードルなどの高アスペクト比構造体の変形防止とを両立することができる機能性シートの製造方法を提供する。
【解決手段】針状凹部12を有するスタンパ10に、原料液20を注型した後、乾球温度及び相対湿度が調整された空気を吹き付けることにより、原料液20を乾燥固化する。このとき、恒率乾燥期間における原料液20の温度TPがゲル化温度Tgelより高い温度になるように、原料液20に吹き付ける空気の乾球温度及び相対湿度が調整される。これにより、乾燥速度を極端に小さくすることなく、シート反りの発生及びこれに起因するマイクロニードルの変形を防止することができる。
(もっと読む)
ニードルシートの製造方法
【課題】高アスペクト比構造体が形成されたニードルシートを型(モールド)から適切に剥離することができる簡素なニードルシートの製造方法を提供することを目的とする。
【解決手段】針状凹部12を有するスタンパ10上に原料溶液が供給され、針状凹部12の反転形状のニードル部24を有するマイクロニードルシート22が原料溶液から形成されるようにスタンパ10上の原料溶液が固化され、マイクロニードルシート22がスタンパ10から剥離される。スタンパ10からマイクロニードルシート22を剥離する際に、スタンパ10上のマイクロニードルシート22が所定範囲内の曲率を有するように、スタンパ10が歪ませられる。これにより、マイクロニードルシート22の剥離を効果的に促進することができ、剥離時のマイクロニードルシート22の損傷を防ぐことができる。
(もっと読む)
レンズ成型用ガスケット、レンズ成型装置及びレンズ成型方法
【課題】重合収縮による形状の不安定さを抑制し、厚さのばらつきを抑えてレンズを成型することを目的とする。
【解決手段】レンズ成型用のガスケット10に一方の面が完成光学面の型である上型モールド30と下型モールド40とを挿入する。上型モールド30はガスケット10の上型係止部14に組付ける。下型モールド40は成型初期には下型係止部18と間隔をもって初期静止部20に組付ける。注入口22から液体材料部を注入して重合を行う。重合収縮による下型モールド40の移動を安定化し、重合終了時に下型係止部18で確実に係止することによって、レンズの厚さのバラツキを抑制することができる。
(もっと読む)
クッション体及びそのクッション体を用いた自動車用シートバックの製造方法
【課題】本発明の目的とするところは、クッション体としての成形品を脱型する際、スムーズな脱型を可能とする十分な長さの分割面が形成されているにも拘わらず、その分割面により表皮材が形成する意匠を損なうことがないクッション体を提供することにある。
【解決手段】本発明のクッション体を表皮材22で被覆したとき、垂下フランジ部17及び側部フランジ部15のそれぞれの分割面が互いに隙間を閉じて閉合し閉合部21を形成する。しかもその閉合部21は斜面として形成されており、垂下フランジ部17の左右の側部は、逆ハ字状の斜面である。また、側部フランジ部15の斜面も垂下フランジ部17の斜面に対応した斜面である。そのため、垂下フランジ部17は、両側を側部フランジ部15で支持されることになり、表皮材22の押圧力が作用しても袋状の凹所14へ落ち込むことはない。
(もっと読む)
中空ニードルシート及び中空ニードルシートの製造方法
【課題】簡単かつ高精度に中空ニードルを形成できる中空ニードルシートの製造方法と、当該製造方法により製造される中空ニードルシートとを提供する。
【解決手段】針状凹部12を有するモールド10に、ポリマーを含むポリマー溶解液20を注型した後、ポリマー溶解液20を乾燥させる。このとき、ポリマー溶解液20がモールド10の凹部壁面14に密着した状態を維持しながら、ポリマー溶解液20を乾燥収縮させる。これにより、中空針状凸部24が形成されたポリマーシート22が得られる。
(もっと読む)
41 - 60 / 202
[ Back to top ]