
Fターム[4F204EL11]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 発泡注型成形の特有技術 (553) | 発泡方法 (269) | 発泡性樹脂を挿入物等に含浸させるもの (20)
Fターム[4F204EL11]に分類される特許
1 - 20 / 20
発泡樹脂成形品成形用の金型構造
【課題】発泡樹脂成形品の強度低下を抑制しつつスキン層の一部を剥離して発泡層を露出させた発泡樹脂成形品を成形することができる発泡樹脂成形品成形用の金型構造を提供する。
【解決手段】発泡樹脂成形品成形用の金型10は、発泡樹脂成形品の本体部を成形するための本体部成形部10cと、本体部の表面に立設されるリブ部を成形するためのリブ部成形部10bとを有し、該リブ部成形部10bは、リブ部の立設方向に対してアンダーカット状に形成されるリブ部を成形するように形成され、金型10は、発泡樹脂成形品を成形した後に取り出す際に、リブ部成形部10bにリブ部を保持した状態でリブ部の立設方向にリブ部と本体部とを離間させることにより、リブ部に連続する本体部のスキン層を剥離して本体部の発泡層を露出させるように構成されている。
(もっと読む)
衝撃吸収材

【課題】飛散防止効果を備え、かつ圧縮されても荷重が過大に増加しにくい衝撃吸収材を提供することを課題とする。
【解決手段】パルプモールド付き衝撃吸収材30は、硬質ポリウレタン製の衝撃吸収材32の表面をパルプモールド34で被覆した構造とされている。単純な形状の衝撃吸収材32のみならず、複雑な表面形状をした衝撃吸収材32の場合でも、予めモールド成型されたパルプモールド34で図1(C)のように表面を被覆し、拘束することで飛散防止効果を備え、かつ圧縮されても荷重が過大に増加しにくい衝撃吸収材とする。パルプモールド34で衝撃吸収材32を被覆し、飛散防止処理を行う構成とすることで、変位量増加に伴う加重の落ち込みを防止する一方で、変位量の後半ではパルプモールド34自体が砕けることで、それ以上の加重を発生しないので、樹脂フィルムを用いた際に生じる、変位の後半で荷重が過度に上昇しやすい問題を防ぐことができる。
(もっと読む)
硬質ポリウレタンフォームの製造装置
【課題】ポリウレタン成形体中にガラス繊維が均一に分散された分散度の高い硬質ポリウレタンフォームを製造する硬質ポリウレタンフォームの製造装置を提供する。
【解決手段】コンティニュアスストランドからなるストランドマットが巻き取られている従動ロールと、該従動ロールに巻き取られたストランドマットを下流側へ送り出す駆動手段と、従動ロールから送り出されたストランドマットを圧縮しながら通過させる解繊手段と、該解繊手段から送り出されたストランドマットに硬質ポリウレタンフォームの原液を塗布する塗布装置とを備える硬質ポリウレタンフォームの製造装置において、従動ロールの回転を制動して解繊手段を通過するストランドマットに当該ストランドマットの最大許容張力の0.15〜0.95倍の張力を付与する張力付与手段を備え、ストランドマットを構成するガラス繊維の分散度が85%以上である硬質ポリウレタンフォームを製造する硬質ポリウレタンフォームの製造装置である。
(もっと読む)
発泡成形体の製造方法、発泡成形体の製造装置および発泡成形体
【課題】発泡成形体を高精度に形成すること。
【解決手段】キャビティ面21a、22aによって画成されたキャビティ23を備える製造装置20のキャビティ23は、発泡原料が供給される発泡開始空間24と、発泡開始空間24に連なり発泡開始空間24内の発泡原料が発泡することで到達して充満される発泡終端空間25とを備え、ガス抜き孔26が開口する開口キャビティ面21aの周縁部21eは、発泡終端空間25を画成し、開口キャビティ面21aに通気性部材3を配置してガス抜き孔26を覆わせる配置工程と、発泡開始空間24に発泡原料を供給する供給工程と、発泡原料を発泡終端空間25に到達させて該発泡終端空間25内が発泡原料で充満されるまで発泡させる発泡工程とを有し、配置工程は、前記周縁部21eに形成されたガス逃げ凹溝27に通気性部材3を接続させて開口キャビティ面21aに配置する発泡成形体の製造方法を提供する。
(もっと読む)
発泡成形品補強材用不織布及び発泡成形品
【課題】家具あるいは車輌用座席等に使用される発泡成形品の補強材用不織布及び発泡成形品に関する。さらに詳しくは、補強材面に配線や補助部材取り付けなどを目的に穴を開けても穴の開口部近辺の発泡成分の漏れが少なく、軽量な発泡成形品の補強材用不織布及びそれを用いた発泡成形品を提供する。
【解決手段】密度が30〜50kg/m3である発泡ウレタン成型品の補強材として用いられる、7gf/cm2荷重と20gf/cm2荷重での厚さの比が1.04〜1.50である不織布。
(もっと読む)
発泡成形体の製造装置および発泡成形体の製造方法
【課題】ガス抜き孔内への発泡原料の流入を抑制するとともに、発泡成形体を高精度かつ容易に形成すること。
【解決手段】キャビティ11内に連通するガス抜き孔12が形成され、該ガス抜き孔12が開口するキャビティ面14に通気性を具備する補強部材3を配置した状態で、キャビティ11内で発泡原料を発泡させることにより、発泡体2を形成するとともに該発泡体2の表面に補強部材3を一体に固着させて発泡成形体を形成する装置であって、補強部材3に取り付けられた非通気性を具備する被着体4が補強部材3を介して磁着するとともに、ガス抜き孔12の少なくとも一部を画成する磁着部材17を備えている発泡成形体の製造装置10を提供する。
(もっと読む)
発泡成形体用補強材、発泡成形部材及び発泡成形部材の製造方法
【課題】容易に製造することが可能であると共に、容易に且つ精度よく金型内面に取り付けることが可能な発泡成形体用補強材を提供する。
【解決手段】補強材10は、シートパッド本体2の裏面に沿って配設される。補強材10には開口部16が設けられており、この開口部16の周縁部が環状に延在した環状部となっている。この開口部16の周縁部の周長を小さくするように張力を付与するための張力付与手段としての連結部材18が設けられている。
(もっと読む)
複合成型体
【課題】難燃性であるとともに、発泡成型樹脂の補強材表面への染み出しが防止されており、補強材が柔軟性を有し、且つ、異音発生を防止できる複合成型体を提供する。
【解決手段】発泡成型樹脂と、該発泡成型樹脂の補強材である捲縮長繊維スパンボンド不織布とを有する複合成型体であって、該捲縮長繊維スパンボンド不織布が、繊度0.5〜10dtex及び捲縮数2〜40個/25mmであるポリプロピレン系捲縮長繊維を少なくとも用いて構成されており、該捲縮長繊維スパンボンド不織布が、部分熱圧着率2〜15%で熱圧着されており、該捲縮長繊維スパンボンド不織布が、目付50〜200g/m2、厚み0.5〜2.0mm、通気性0.1〜150cm3/cm2/sec、及びJIS−K−7201に従って測定される酸素指数(LOI)20以上を有する、複合成型体。
(もっと読む)
クッションパッドの成形型およびその成形型を用いたクッションパッドの製造方法
【課題】成形したクッションパッドを抜型するとき、クッションパッドの背面側部分のうち少なくとも肉厚変動部内側で発泡樹脂と一体に成形した補強布材が破損することを防止し、そして、肉厚変動部の内側に設けた凹部の幅や高さを、成形状況に応じて容易に変更することができる、クッションパッドの成形型を提供する。
【解決手段】上辺縁部から背面側に延設されてクッションパッド上部を断面コ字状にする延設部が、上辺縁部側の厚肉部と、延設部先端側の薄肉部と、厚肉部と薄肉部との間の肉厚変動部とを有し、少なくとも肉厚変動部の内側で発泡樹脂とその発泡樹脂を覆う補強布材とが一体に成形されるクッションパッドを成形する成形型が、下型と、中子型と、上型とを有し、肉厚変動部の内側表面に凹部を形成するために、中子型の材料より軟質な材料からなる凹部形成用入子を前記中子型の表面に取り外し可能に固定する。
(もっと読む)
フェノール樹脂発泡体の製造方法
【解決手段】フェノール樹脂、発泡剤、硬化剤及び界面活性剤を含む発泡性組成物を移動ベルト上に連続的に吐出し発泡硬化させてフェノール樹脂発泡体を製造する。該発泡性樹脂組成物の少なくともベルト側の片面を面材で被覆しておいて発泡硬化をする。該面材として繊維径が0.5〜4デニールであり、目付が80〜160g/m2であり、厚みが300〜600μmである合成繊維系不織布を用いる。
【効果】発泡性樹脂組成物が面材の外側にシミ出須縄を防止し、これによって、ベルトと発泡性樹脂組成物が付着し、得られた発泡体がベルトから離れにくく、連続生産性を損ねるという問題を確実に解決することができる。
(もっと読む)
サンドイッチパネル製造方法およびサンドイッチパネル製造設備
【課題】サンドイッチパネルの厚みを確実に制御し、不良品率の低減が可能なサンドイッチパネル製造方法を提供する。
【解決手段】帯状のサンドイッチパネルPの製造方法であって、下面材供給装置2Lから供給された帯状の下面材1L上に発泡原液組成物Aをミキシングヘッド7から供給する工程と、上面材供給装置2Uからニップローラ8を介して上面材1Uを供給する工程と、発泡原液組成物Aの発泡処理を第1成型ロール11および第2成型ロール12で押えながら行う工程と、この発泡処理の工程の初期、中期、および後期においてサンドイッチ状構造体Bの厚みを厚みセンサー13により検出する工程と、サンドイッチパネルPの最終的な厚みが一定となるように、初期の厚みセンサー13aによる検出結果に基づいてニップローラ8の位置を変更する工程と、中期の厚みセンサー13bによる検出結果に基づいて第1成型ロール11の位置を変更する工程とを有する。
(もっと読む)
マイクロ波照射を用いた発泡成形品の製造方法
【課題】マイクロ波照射を用いた発泡成形品の製造において接着工程を別途実施することなく簡便に、織物や皮革等のシート材と強固に一体接着されて外観の良好な発泡成形品を得ること。
【解決手段】内部空洞にシート材とホットメルト樹脂フィルムとを積層して配置した型内に、少なくとも熱硬化性樹脂と水を含む混合物を封入した後、マイクロ波を照射することによって前記樹脂の発泡・硬化及び成形を行い、同時に、成形品の表面への前記シート材の接着を行うことを特徴とする、表面にシート材が接着された発泡成形品の製造方法。
(もっと読む)
ガラス繊維強化硬質ポリウレタンフォームの製造方法及びガラス繊維強化硬質ポリウレタンフォームの製造設備
【課題】従来技術と比較して、発泡原液組成物をより均一に塗布させて、仕上がりの厚さがより均一となるガラス繊維強化硬質ポリウレタンフォームの製造方法並びにガラス繊維強化硬質ポリウレタンフォームの製造設備を提供する。
【解決手段】下面材を供給する下面材供給工程、ガラス繊維マット6をほぐしローラー5により凹凸状に屈曲させるほぐし工程、ほぐされたガラス繊維マット6を下面材上1Lに供給するガラス繊維マット供給工程、下面材上に発泡原液組成物Aを供給する原液供給工程、発泡原液組成物上に上面材1Uを供給する上面材供給工程、及び発泡原液組成物Aを発泡・硬化させてガラス繊維強化硬質ポリウレタンフォームBとする発泡工程を有し、ほぐし工程の後に、ほぐされたガラス繊維マット6の表面をたたくたたき工程を有する。
(もっと読む)
シートパッドの成形方法
【課題】組成の異なる複数の原液を用いてシートパッドを成形する場合に、各原液が混ざり合うことが防止され、しかも全体として一体性に優れたシートパッドを効率よく成形することができるシートパッドの成形方法を提供する。
【解決手段】下型11の底面から、シートパッド1の溝7を形成するための凸条13が突設され、この凸条13から突起14が突設されている。ワイヤ2を凹条14aに嵌めるようにして突起14上に架け渡すと共に、仕切材9を凸条13の上に立設する。この仕切材9を縫糸15などによりワイヤ2に保持させる。その後、中央キャビティ11aに低硬度ポリウレタンフォーム用ウレタン原液を供給し、サイドキャビティ11bに高硬度ポリウレタンフォーム用ウレタン原液を供給した後、上型12を下型11に被せて型締めし、ウレタン原液を加熱発泡させる。
(もっと読む)
シートクッションパッドの製造方法、シートクッションパッドの製造装置及びシートクッションパッド
【課題】シートクッションパッドの裏面部の補強と異音の防止とを両立でき、しかも型構造の簡素化を図ることができるシートクッションパッドの製造方法、シートクッションパッドの製造装置及びシートクッションパッドを提供すること。
【解決手段】シートクッションパッド10の表面部11を形成する下型1を樹脂パネル14閉鎖して成形キャビティ20を形成する。成形キャビティ20には、下型1を閉鎖する前の状態又は閉鎖した後の状態でウレタン原液21が供給される。ウレタン原液21を発泡硬化させると、裏面部12に樹脂パネル14が一体化したシートクッションパッド10が成形される。シートクッションパッド10を下型1から脱型すると、それと同時に樹脂パネル14が下型1から離間する。
(もっと読む)
サンドイッチ構造およびサンドイッチ構造の成形方法
【課題】部位に応じて重量や強度を制御でき、安定生産が可能なサンドイッチ構造およびサンドイッチ構造の成形方法を提供する。
【解決手段】発泡体2の表面に樹脂材5を流入させつつ繊維表皮材4を貼り付けたサンドイッチ構造1であって、前記発泡体2は各々のセル6が膜壁で隔絶された独立発泡構造であり、当該発泡体2の表面から発泡体2の深さ方向へ、セル6の膜壁が取り除かれて当該セル内に樹脂材5が流入可能な樹脂流入空間7が設けられ、発泡体2に対する樹脂流入空間7の体積密度である樹脂流入空間体積密度が前記発泡体2の部位に応じて任意に制御されていることを特徴とする。
(もっと読む)
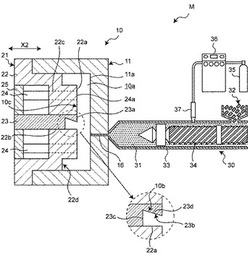
ウレタン一体発泡成形品
【課題】ウレタン発泡層内で発生した揮発性有機化合物が原因となる表皮材の劣化を防止するとともに、揮発性有機化合物の飛散防止対策を確実に行い、かつ品質が優れた3層構造のウレタン一体発泡成形品を提供する。
【解決手段】樹脂製表皮材3と基材5との間にウレタン発泡層7が一体に成形されたパネル構成部材1において、表皮材端末3aのウレタン発泡層7側の面に、ウレタン発泡層7内で発生した揮発性有機化合物を捕捉する粒状のキャッチャー材35を連通気泡のシート材37で覆って配置する。ウレタン発泡層7の原料である発泡ウレタン樹脂をシート材37にキャッチャー材35に接触しないようにウレタン発泡層7成形時に含浸させて硬化させ、キャッチャー材35側に発泡ウレタン樹脂の未含浸領域37aを形成する。
(もっと読む)
ガラス繊維強化硬質ポリウレタンフォームの製造方法とその製造装置
【課題】下面材上を移送されるガラス繊維マットが、発泡原液組成物を吐出・注入される前に蛇行することを矯正容易なガラス繊維強化硬質ポリウレタンフォームの製造方法とその装置を提供する。
【解決手段】下面材1上に、ガラス繊維マット2を供給するガラス繊維マット供給工程と、供給されたガラス繊維マット2上に硬質ポリウレタンフォーム発泡原液組成物を供給する原液供給工程と、原液供給されたその上面に上面材を供給する上面材供給工程と、を有する。ガラス繊維マット供給工程と原液供給工程との間に配置された蛇行修正手段4により、下面材1上に供給されたガラス繊維マット2が幅方向左右にずれるのを矯正しつつ下流側に送給する。
(もっと読む)
クッション性構造体およびその製造方法
【課題】折り曲げ等、形状を変えることが可能で、柔らかなタッチ感を有するクッション性構造体およびその製造方法を提供する。
【解決手段】平板で塑性変形可能な金属網状体11を含む芯材1とクッション性を有する軟質樹脂2とからなる構造体であって、該芯材1は該軟質樹脂2中に埋設されるとともに、上記軟質樹脂2と一体化して塑性変形可能とされたクッション性構造体A、およびその製造方法。好ましくは、上記芯材1が金属網状体11に、さらに不織布12を積層して構成される。
(もっと読む)
改良コア材料
本発明は、密閉金型システム、ハンドレイアップ適用および/またはスプレーアップ適用での使用に適する、好ましくは、1バールの圧力において30%より大きい圧縮抵抗性を有する、ドレープ可能なコア材料であって、ウェブ内にフォーム構造を含有する少なくとも一つの繊維質ウェブを基材としており、前記フォーム構造が多数の部材から形成されており、それら部材は樹脂に対して透過性である流路によって相互に分離されている、前記コア材料に関する。さらに、本発明はかかるコア材料を含む積層物、コア材料の製造方法、およびかかる積層物の製造方法に関する。  (もっと読む)
(もっと読む)
1 - 20 / 20
[ Back to top ]