
Fターム[4F204FF01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形材料の供給 (1,966) | 樹脂材料等の供給 (671)
Fターム[4F204FF01]に分類される特許
1 - 20 / 671
木質板の製造方法
【課題】木質板の表面平滑性を良好としつつ、寸法安定性を向上させること。
【解決手段】木質短繊維と熱硬化性樹脂とともに熱可塑性樹脂繊維を混合して加熱加圧成形する木質板の製造方法として、木質短繊維は繊維長が10mm以下であり、熱可塑性樹脂繊維は、繊維長が15mm以下で、少なくともその表面部分は加熱温度以下で溶融するものとする。
(もっと読む)
金属張積層板、プリント配線基板、半導体パッケージ、半導体装置および金属張積層板の製造方法
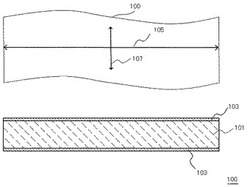
【課題】実装時の反りが低減された金属張積層板を提供する。
【解決手段】熱硬化性樹脂と充填材と繊維基材とを含む絶縁層101の両面に金属箔103を有する金属張積層板積層板100であり、該金属張積層板100は、エッチングにより両面の金属箔103を除去後、(1)105℃で4時間の予備加熱処理と、(2)表面温度が260〜265℃で5秒のリフロー処理とからなる加熱処理をおこなったとき、下記式B−Aから算出される寸法変化率が金属張積層板100の縦方向105および横方向107ともに、−0.080%以上0%以下である。A(%)=(予備加熱処理後寸法−初期寸法)/初期寸法×100、B(%)=(リフロー処理後寸法−初期寸法)/初期寸法×100、寸法変化率(%)=B−Aなお、各段階における積層板の寸法はIPC−TM−650の2.4.39に準拠して室温で測定する。
(もっと読む)
繊維強化プラスチック構造体の成形方法および装置

【課題】積層枚数が異なる領域を複数箇所有する繊維強化プラスチック構造体の成形において、安価な作業コストと高い寸法精度を両立すること。
【解決手段】成形型上に複数枚積層された強化繊維織布を真空バッグで封入し、バッグ内部に液状の樹脂を注入後、硬化制御装置で樹脂を硬化させるプロセスにおいて、積層枚数の異なる領域の少なくとも2箇所以上に、樹脂注入中の強化繊維織布の厚みを測定できる厚みセンサ122,129と強化繊維織布内部の樹脂含浸状態を定量化できる樹脂含浸センサ123,130とを1組で備え、且つ、該積層枚数の異なる領域のそれぞれに連通する樹脂注入経路および真空吸引経路を個別に遠隔操作で開閉できるバルブ116を備え、該厚みセンサの計測値の確認とそれを基にした制御信号の発信、樹脂含浸センサの計測値の確認とそれを基にした制御信号の発信、及び全てのバルブの開閉制御信号の発信を一つの端末から遠隔操作する。
(もっと読む)
成形体およびその成形方法
【課題】軽量であり、かつ、成形性が良好な、成形体およびその成形方法を提供する。
【解決手段】繊維集合体からなる芯材20を、表側面材21と裏側面材22とで挟んで積層体25を形成して、積層体25の、成形後に折れ曲がる角部となる部分に、他の部分に比べて液状の発泡性熱硬化性樹脂40を多く含浸させる。そして、発泡性熱硬化性樹脂40が含浸した積層体25を加圧成形することで、液状の発泡性熱硬化性樹脂40を加熱発泡させて、発泡性熱硬化性樹脂40を積層体25の内部に充填させる。さらに、積層体25を加熱することで発泡性熱硬化性樹脂40を硬化させる。
(もっと読む)
複合成形体およびその製造方法
【課題】高剛性で軽量な複合成形体を容易にしかも薄肉形態にて製造可能な方法、およびその方法により製造された複合成形体を提供する。
【解決手段】予め成形した繊維強化樹脂Aを予備成形体として金型内に配置し、該金型内に繊維強化樹脂Aに接するように発泡樹脂Bを供給し該発泡樹脂Bを繊維強化樹脂Aに接合して複合成形体を製造する方法であって、発泡樹脂Bを金型内で発泡させる際の金型のキャビティの容積に対し、該発泡樹脂Bを含む複合成形体を成形する際の金型のキャビティの容積を縮小して該複合成形体を圧縮成形することを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
均一な厚みを有する薄肉成形体およびその製造方法
【課題】強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成され、表面が平滑であり、均一な厚さを有する薄肉成形体およびその製造方法を提供する。
【解決手段】平均繊維長が5mm以上100mm以下の強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成される薄肉成形体であって、
強化繊維体積含有率(Vf=100×強化繊維の体積/(強化繊維の体積+熱可塑性樹脂の体積))が5〜80%であり、
1.5mm以下の均一な厚みを有し、
下記式(1)
臨界単糸数=600/D (1)
(ここでDは強化繊維の平均繊維径(μm)である)
で定義される臨界単糸数以上で構成される強化繊維束(A)について、強化繊維全量に対する割合が20Vol%以上99Vol%以下であることを特徴とする薄肉成形体。
(もっと読む)
樹脂モールド装置
【課題】ワークに供給された顆粒樹脂から樹脂粉が飛散し難くハンドリング性がよくメンテナンスコストを低減させた樹脂モールド装置を提供する。
【解決手段】樹脂供給部は、ワークW上に顆粒樹脂70を供給する顆粒樹脂供給部B2を備えており、顆粒樹脂供給部B2から顆粒樹脂70を供給されたワークWをプレス部Cまで移送する風防が設けられたワーク移送機構B3が、ロボットの移動範囲(搬送エリア11)とプレス部Cとの間に併設されている。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材
【課題】高温での垂れ下がりが軽減された繊維強化樹脂成形体を提供する。
【解決手段】本発明の繊維強化樹脂成形体100において、樹脂発泡体シート2の両側の主面上に複合繊維が一方向に配列された一方向シートを1層以上含む繊維強化樹脂用シート1、3が配置されており、樹脂発泡体シート2の一方の主面と接している第一繊維強化樹脂用シート1の一方向シート1cにおける複合繊維の配列方向と、樹脂発泡体シート2の他方の主面と接している第二繊維強化樹脂用シート3の一方向シート3cにおける複合繊維の配列方向が異なっている。また、第一繊維強化樹脂用シート1と第二繊維強化樹脂用シート3は、対応する一方向シートを2層以上含み、第一繊維強化樹脂用シート1における一方向シートの積層順と、第二繊維強化樹脂用シート3における一方向シートの積層順が異なっていることが好ましい。繊維強化樹脂成形体100は、車両用内装材といて用いられる。
(もっと読む)
光学素子の製造方法及び光学素子
【課題】生産性の高い高精度な光学素子を得ること。
【解決手段】吐出工程において、光学素子の材料である熱可塑性樹脂を加熱溶融して吐出装置により吐出する。切断工程において、吐出装置により吐出された溶融樹脂を切断装置により切断分離して溶融樹脂塊を生成する。加熱工程において、溶融樹脂塊の切断部分を局部的に非接触状態で加熱して、切断部分の樹脂に流動性を付与する。プレス工程において、切断部分が加熱された溶融樹脂塊をプレス成形型によりプレスする。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材
【課題】高温での垂れ下がりが軽減された繊維強化樹脂成形体及びそれを用いた車両用内装材を提供する。
【解決手段】本発明の繊維強化樹脂成形体100は、繊維強化樹脂用シート1、3と樹脂発泡体シート2とを貼りあわせた繊維強化樹脂成形体であって、繊維強化樹脂用シート1、3は、樹脂発泡体シート2の両側の主面上にそれぞれ配置されており、樹脂発泡体シート2の一方の主面に接している第一繊維強化樹脂用シート1の目付が、樹脂発泡体シート2の他方の主面と接している第二繊維強化樹脂用シート3の目付より大きい。繊維強化樹脂成形体100は、車両用内装材として用いることができる。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材
【課題】優れた剛性を維持しつつ、軽量で、凹凸部での強化繊維の浮き上がりも防止した繊維強化樹脂成形体及びそれを用いた車両用内装材を提供する。
【解決手段】本発明の繊維強化樹脂成形体は、繊維強化樹脂用シート1、3と樹脂発泡体シート2とを貼りあわせた繊維強化樹脂成形体100であって、繊維強化樹脂用シート1、3は、樹脂発泡体シート2の両側の主面上にそれぞれ配置されており、樹脂発泡体シート2の一方の主面上に配置されている第一繊維強化樹脂用シート1は、ステッチング糸により連結されており、樹脂発泡体シート2の他方の主面上に配置されている第二繊維強化樹脂用シート3は、ステッチング糸により連結されておらず、第二繊維強化樹脂用シート3の樹脂発泡体シート2と接していない側の主面上に表皮材4が設けられており、所定の形状に圧縮成形されている。繊維強化樹脂成形体100は、車両用内装材といて用いられる。
(もっと読む)
半導体発光装置の製造方法
【課題】蛍光体含有樹脂をコンプレッション成形する場合において、樹脂材料内部における蛍光体粒子の密度分布の偏りを解消することにより、製品間における発光色のばらつきや発光面内における発光色のむら(色温度差)を防止することができる半導体発光装置の製造方法を提供する。
【解決手段】基板10の素子搭載面に複数の発光素子20を搭載する。基板上における複数の発光素子の配列に対応して配列された複数のキャビティを基準面に有する金型に蛍光体粒子を含む蛍光体含有樹脂30を供給する。発光素子の各々がキャビティの各々に収容され且つ素子搭載面と基準面とが蛍光体含有樹脂を間に挟んで密着するように金型を基板に押し付けて蛍光体含有樹脂を圧縮成形する。基板は、素子搭載面上であって蛍光体含有樹脂の供給領域に対応する領域の外側に複数の発光素子の配列方向に沿って伸長する突起部12を有する。
(もっと読む)
繊維巻きテープを使用した継ぎ目部材及びその製造方法
【課題】動車のモール等に使用できる、炭素繊維又は無機繊維巻きテープを使用した継ぎ目部材及びその製造方法を提供する。
【解決手段】炭素繊維又はガラス繊維等の無機繊維とオレフィン系樹脂を含む複合体である炭素繊維テープ又は無機繊維テープからなる補強材が、熱可塑性樹脂成形体又は熱可塑性エラストマー成形体と一体化されている継ぎ目部材。継ぎ目部材の製造時には、炭素繊維テープ又は無機繊維テープは、円筒状芯材の周囲に多層になるように巻き付けて保持された炭素繊維巻きテープ又は無機繊維巻きテープから所定長さを取り出して使用する。
(もっと読む)
樹脂成形体の製造方法
【課題】成形された樹脂成形体に圧着痕など無く、樹脂基材に対して所望の位置に繊維強化樹脂材を配置し、樹脂基材と繊維強化樹脂材との密着強度を確保することができる樹脂成形体の製造方法を提供する。
【解決手段】第1の熱可塑性樹脂52を少なくとも含む樹脂基材52Aに、強化繊維に第2の熱可塑性樹脂が含浸された繊維強化樹脂材51を補強材として配置した樹脂成形体50の製造方法であって、下型3Aに対して入れ子式に配置された可動ピン32を前進させることにより、下型3A内において繊維強化樹脂材51に可動ピン32を貫通させ、可動ピン32が貫通した繊維強化樹脂材51から可動ピン32を引き抜く際に、可動ピン32により成形された繊維強化樹脂材51の貫通孔51aに、溶融した第1の熱可塑性樹脂を導入しながら、前記樹脂基材を成形する。
(もっと読む)
ポリカーボネート樹脂組成物および成形品
【課題】 線膨張係数が小さく、高い成形性を有するポリカーボネート樹脂組成物およびその成形品を提供する。
【解決手段】 ポリカーボネート樹脂と、一次粒子の個数平均粒子径が0.5nm以上30nm以下のシリカ微粒子を含有し、前記シリカ微粒子の含有量が前記ポリカーボネート樹脂と前記シリカ微粒子の合計に対して40vol%以上80vol%以下であるポリカーボネート樹脂組成物を成形してなる成形品であり、前記成形品の20℃から60℃の範囲の線膨張係数が20×10−6/℃以下(但し、負の線膨張係数を含む。)であることを特徴とする成形品。
(もっと読む)
成形体の製造方法
【課題】 強化繊維と熱可塑性樹脂を用いて、軽量性と高い剛性を有した成形体の製造方法を提供することを目的とする。
【解決手段】 熱可塑性樹脂と平均繊維長5mm超100mm以下の強化繊維とを含む成形用前駆体材料を、線膨張率が異なる中子と母型からなる金型を用いて、当該材料を中子に配するようにしてプレスし加熱した後、母型を冷却する。
(もっと読む)
温度調節用ダイ
【課題】所望の温度の熱可塑性樹脂を短時間で得ることができる温度調節用ダイ及び温度調節用ダイを用いた樹脂成形体の製造方法を提供する。
【解決手段】本発明は、金型と金型に溶融状の熱可塑性樹脂を供給するための樹脂供給装置との間に配置され、金型に供給される溶融状の熱可塑性樹脂の温度を調節するための温度調節用ダイ1であって、溶融状の熱可塑性樹脂が流れる複数の流路Bを有するランド部4と、ランド部4に設けられ、流路Bを流れる熱可塑性樹脂の温度を変化させるカートリッジヒータ9及び/又は冷却水配管8と、を備え、ランド部4内の流路Bを形成する壁部11,4d、4eの少なくとも一部は、熱伝導率が180W/m・K以上の材料からなる。この温度調節用ダイ1によれば、効率良く熱可塑性樹脂の温度調節を行うことができ、処理能力が大きく向上するので、所望の温度の熱可塑性樹脂を短時間で得ることができる。
(もっと読む)
熱プレス成形体の製造方法
【課題】熱プレス型へのプリプレグのセット時にプリプレグが扱い易く、しかもプリプレグに皺を生じにくく、熱プレス時に形状追従性が良好な熱プレス成形体の製造方法を提供する。
【解決手段】連続気泡構造を有する発泡体又は繊維からなる多孔体の基材に2〜3官能のイソシアネート化合物を含浸させる含浸工程を行い、次に2〜3官能のイソシアネート化合物含浸後の基材に、170℃以上の過熱蒸気を吹き付けて、基材内の2〜3官能のイソシアネート化合物を加熱する加熱工程を行うことにより半硬化状態のプリプレグを形成し、次にプリプレグの片面又は両面に表皮材を配置して熱プレス型にセットし、熱プレスすることにより熱プレス成形体を得る。
(もっと読む)
熱可塑性樹脂補強シート材及びその製造方法、並びに熱可塑性樹脂多層補強シート材
【課題】熱可塑性樹脂をマトリックスとした、高品質で、力学的特性及びドレープ性に優れる熱可塑性樹脂補強シート材、及びその製造方法、並びに当該熱可塑性樹脂補強シート材を用いて成型される高品質、ドレープ性が維持された熱可塑性樹脂多層補強シート材を提供する。
【解決手段】熱可塑性樹脂補強シート材1は、複数の補強繊維2fがサイジング剤等により集束した補強繊維束2tを幅方向に複数本引き揃えシート状とした補強繊維シート材2と、補強繊維シート材に付着されたマトリックス樹脂となる熱可塑性樹脂シート材3と、熱可塑性樹脂シート材3の溶融温度より低い温度で溶融又は軟化する接着用熱可塑性樹脂材4とを備え、熱可塑性樹脂シート材3の両面に補強繊維シート材2を付着させて構成される。
(もっと読む)
等方性を維持した成形体の製造方法
【課題】繊維強化複合材料からなる軽量で形状自由度があり等方性を維持した成形体を提供する。
【解決手段】ランダムマットは繊維長10〜100mmで25〜3000g/m2目付の強化繊維と熱可塑樹脂で構成され、式(1)の臨界単糸数以上で構成される強化繊維束に占めるマットの割合が30以上90Vol%未満、且つ強化繊維束中の平均繊維数(N)が式(2)を満たす。このランダムマットから成るプリプレグ1を式(3)のチャージ率が50%以上90%未満でキャビティ2及びキャビティエッジ3から成る金型に配置し、所定の温度・圧力でプレス成形後に圧力を1.2倍〜25倍に昇圧後、所定温度以下に冷却して成形する。(1)臨界単糸数=600/D、(2)0.7×104/D2<N<6×104/D2、D;平均繊維径(μm)、(3)チャージ率(%)=100×基材面積/金型キャビティ投影面積、いずれも抜き方向の投影面積(mm2)
(もっと読む)
1 - 20 / 671
[ Back to top ]