
Fターム[4F204FG05]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形成品及びその製造 (999) | 形状、構造、材質 (564) | 部分の形状、構造 (81)
Fターム[4F204FG05]に分類される特許
1 - 20 / 81
繊維強化樹脂材の製造方法
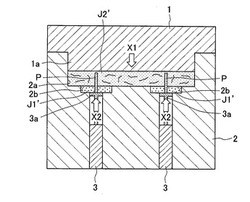
【課題】熱可塑性樹脂からなる非連続繊維樹脂材の一部を熱可塑性樹脂からなる連続繊維補強材で補強してなる繊維強化樹脂材の製造に際し、安価な方法で、非連続繊維樹脂材と連続繊維補強材の間を高い強度で接続することのできる繊維強化樹脂材の製造方法を提供する。
【解決手段】成形型10のキャビティC内に予備加熱されて軟化した熱可塑性樹脂からなる連続繊維補強材J1’を収容し、キャビティC内にさらに溶融する熱可塑性樹脂からなる非連続繊維樹脂材J2’をチャージし、予備加熱され、かつ、軟化した連続繊維補強材J1’や溶融する非連続繊維樹脂材J2’よりも相対的に硬い押し込みピンPが成形型10の内部からキャビティC内に押出されて連続繊維補強材J1’と非連続繊維樹脂材J2’を跨ぐように押し込まれ、硬化した連続繊維補強材J1が非連続繊維樹脂材J2の一部を補強してなる繊維強化樹脂材Jを製造する方法である。
(もっと読む)
金属複合体の製造方法

【課題】
金属材同士、又は金属材と他の構造材とを樹脂硬化層を介して複合化した金属複合体の製造方法であって、金属材の複雑形状への加工性と短時間での複合化を容易に達成し、且つ、接着強度に優れる金属複合体を製造可能な、製造方法を提供すること。
【解決手段】
金属材と該金属材に沿って設けられた樹脂硬化層とを備える金属複合体を製造する方法であって、特定の熱硬化性樹脂を含有するシート状基材を加熱して熱硬化性樹脂を半硬化させる第1−1の工程と、金属材をその表面温度が180℃を超えて400℃以下となるように予熱する第1−2の工程と、表面温度が180℃以下である成形金型内に、第1−1の工程を経たシート状基材と、第1−2の工程により予熱された金属材とを接するように配置または積層し、加圧により金属複合体に成形する第2の工程と、を備える、金属複合体の製造方法。
(もっと読む)
樹脂製回転体及び樹脂製歯車、並びに樹脂製回転体の製造法
【課題】金属製ブッシュの製造効率を上げ、金属製ブッシュ(樹脂製回転体)のコストダウンを可能にし、金属製ブッシュと樹脂成形部の結合強度を従来以上とすることができる樹脂製回転体を提供する。
【解決手段】回転軸に装着される金属製ブッシュ2と、この金属製ブッシュ2の回転方向周囲に配置される樹脂成形部3とを備え、この樹脂成形部3が、不織布基材に樹脂を含浸、硬化させたものであり、前記金属製ブッシュ2が、樹脂成形部3と当接する部位に、金属製ブッシュ側から不織布基材側へと突出する突出部4を設けられ、この突出部4が、前記不織布基材を構成する短繊維が侵入可能な貫通孔5又は有底孔6を有する。
(もっと読む)
レンズの製造方法
【課題】レンズの製造方法において、精度の高いレンズの作製と製造コストの低減とを可能にする。
【解決手段】本発明に係る製造方法は、ランナー50を介して複数のレンズ中間体51が互いに連結された構造物から、成型ユニットを用いてレンズを製造する方法である。ここで、成型ユニットにおいては、同軸配置された第1開口部31及び第2開口部32と、成型室33とが、保持部3に形成されており、第1開口部31及び第2開口部32にそれぞれ第1成形型1及び第2成形型2が挿入されている。又、保持部3には、成型室33へのレンズ中間体51の導入を可能にする通路35が形成されている。そして、本発明に係る製造方法においては、前記構造物を操作して、レンズ中間体51及びランナー50を通路53に沿って移動させることにより、レンズ中間体51を成型室33内の所定位置Qへ導く。その後、レンズ中間体51に対してプレス圧力を加えて成型する。
(もっと読む)
ウエザーストリップ
【課題】圧縮成形体のスリット状開口部を容易に閉じることができるウエザーストリップを提供する。
【解決手段】二つの押出成形品10、20の端末部同士が圧縮成形体40によって一体連続状に連結され、圧縮成形体40の中空シール部43の周壁部のうち、一側壁部46に中空シール部43の内周壁面を形成する中子型を脱型するためのスリット状開口部47が形成される。スリット状開口部47は、打込工具80によって打ち込まれる連結ピン70によって閉じられ、連結ピン70は、スリット状開口部47に跨る連結柱部71と、この連結柱部71の両端に直交する方向に形成されてスリット状開口部47の両側部近傍の外側面にそれぞれ係止される係止部72、73を有している。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】曲面形状の繊維強化プラスチックを製造する真空RTM成形法において、プリフォームと成形品との外形形状の長さの違いによる成形品端部に生じる段差、樹脂溜まりを解消し、成形後のトリム加工を省くと共に、優れた品質の繊維強化プラスチックを得る製造方法を提供する。
【解決手段】曲面または屈曲形状を有する金型101に強化繊維基材からなるプリフォーム2を配置し、プリフォーム2をバッグ材3で覆って内部を真空吸引し、プリフォーム2に樹脂10を注入して硬化させ、樹脂硬化後の繊維強化プラスチックの厚みをプリフォーム2の厚みより変化させる繊維強化プラスチックの製造方法において、前記繊維強化プラスチックの端面が所望の形状となるように、幅および/または長さの異なる強化繊維基材を積層してプリフォーム2をあらかじめ形成する。
(もっと読む)
積層装置
【課題】
フィルム状樹脂を基材の凹凸に完全に追従させ、その膜厚をより厳密なレベルで均一にする積層装置を提供する。
【解決手段】
仮積層体(PL1)31を収容可能な密閉空間形成手段と、上記密閉空間形成手段によって形成された密閉空間Zにおいて、非接触状態で仮積層体(PL1)31を加圧し、仮積層体(PL1)31から本積層体を形成する加圧積層手段(P1)と有する積層機構(E1)を備えるようにした。
(もっと読む)
積層板及びその製造方法
【課題】スジむらの発生を抑制して、表面シート側、裏面シート側のいずれの面で使用しても商品価値の低下がない積層板を提供する。
【解決手段】表面側の板部3と、表面側の板部3と端部同士が溶着される裏面側の板部2と、これらの板部3,2間に介在する熱可塑性発泡体からなる嵩上げ架橋材4と、この嵩上げ架橋材4と共に前記板部2,3間に設けられて剛性を高める補強部材5とを備える。表面側の板部3の表面側又は前記裏面側の板部2の表面側の少なくとも一方に絞加工が施され、少なくとも表面側に絞加工が施された裏面側の板部2と嵩上げ架橋材4及び補強部材5との間に熱可塑性発泡シート6を介在させる。
(もっと読む)
4フッ化エチレン製の製品の製造方法
【課題】歩留まりが良く、生産性の高い、4フッ化エチレン製の製品の製造方法を提供する。
【解決手段】4フッ化エチレンを材料として用い、圧縮成形によって筒状の中間製品10を成形した後に中間製品10を焼成する工程と、メス200を用いて、焼成後の中間製品10に対して突切り加工を行って、複数の角リング11に分割する工程と、角リング11を加熱しながら加圧するヒートプレス工程と、を有し、ヒートプレス工程においては、角リング11を構成する材料が流動する状態になるまで加熱かつ加圧して、角リング11を塑性変形させることで製品12を得ることを特徴とする。
(もっと読む)
樹脂回転体およびその製造方法
【課題】簡易な工程で製造可能であって、かつ樹脂リングと金属ブッシュとの脱落が生じにくい樹脂回転体を提供する。
【解決手段】樹脂回転体1は、リング状の樹脂リング2と、上記樹脂リングの内周面2aに嵌合した金属ブッシュ3とから構成され、上記金属ブッシュ3の外周面には樹脂リング2と金属ブッシュ3とを相互に回転しないように結合する周り止め手段としての突起3aが設けられている。上記樹脂リング2は、抄造により製造したシート状樹脂を軸方向に複数枚積層させるとともに内周面の径を上記金属ブッシュの外周面と略同径に形成した素形体を加熱圧縮することにより成形され、上記金属ブッシュ3は、上記素形体の内周面に軸方向に沿って圧入されることで樹脂リング2に一体に連結されるようになっている。そして、上記金属ブッシュ3の突起3aは、金属ブッシュ3の軸方向中央よりも該金属ブッシュ3の圧入方向前方に偏倚した位置に設けられている。
(もっと読む)
プレス成形品の製造方法
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状のプレス成形品の製造方法を提供する。
【解決手段】強化繊維基材に熱可塑性樹脂が含浸されてなるプリプレグを2層以上積層したプリフォームを加圧力を0.1〜100MPaとしてプレス成形する。当該強化繊維基材は、繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成され、プリプレグは、そこに含まれる強化繊維単糸a1と該強化繊維単糸a1と交差する強化繊維単糸b2とで形成される二次元配向角8の平均値が10〜80度であり、かつ23℃での厚みh0が0.03〜1mm、引張強度σが50〜1000MPaである。
(もっと読む)
航空機翼構造の製造方法
【課題】ストリンガとスキンとの間で剥離が発生しない航空機翼構造の製造方法を提供する。
【解決手段】航空機翼構造が、上側翼半体構造体と、この上側翼半体構造体に取付けられる下側翼半体構造体とから構成され、上側翼半体構造体が、下型31に上側外皮用プリプレグ32が積層され、この上側外皮用プリプレグ32上に複数のストリンガ整形体33が載置され、これらのストリンガ成形体33上に上側内皮用プリプレグ36が積層され、この上側内皮用プリプレグ36上に中間桁を形成するために予め成形された複数の中間桁用プリプレグ成形体38,39が載置されることで上側翼半体プリプレグ成形体61が作製され、この上側翼半体プリプレグ成形体61が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む。
(もっと読む)
板状ゴム製品の加硫成形方法および板状ゴム製品
【課題】板状の未加硫ゴムの表面に不織布を貼り付けて加硫成形する際の不織布の貼り付け作業性を改善するとともに、加硫成形した後の板状ゴム製品において不織布の剥離を抑えられる板状ゴム製品の加硫成形方法および板状ゴム製品を提供する。
【解決手段】見かけの嵩密度が0.2g/cm3〜3.0g/cm3の不織布7を上カバーゴム1および下カバーゴム2の表面に貼り付けた未加硫のゴム成形体9を成形し、このゴム成形体9を加硫金型の上型11および下型12によって押圧しつつ加熱することにより、不織布7の繊維の隙間に未加硫ゴムを混入させるとともに未加硫ゴムを加硫し、これにより加硫成形された板状ゴム製品の表面に不織布7を埋設した状態にする。
(もっと読む)
スタンピング成形品
【課題】リブやボス部の先端まで強化繊維の分率が均一で、高いリブ構造を有し、成形品形状における剛性が高く、広い内容積のとれるスタンピング成形品を提供する。
【解決手段】リブやボス根元厚さaと高さbが特定の式の関係にある根元厚さ2.5mm以下のリブおよび/またはボスを有する成形品において、そのリブやボス部に平均繊維長が7.5〜75mmである繊維状強化材を15〜60容量%含有し、さらに成形品のリブおよび/またはボスの末端と末端から2mmの範囲の繊維状強化材容量%と基板部のその容量%が特定の式の関係にあり、熱可塑性樹脂がポリプロピレンまたはポリアミドであることを特徴とする。
(もっと読む)
長繊維強化樹脂成形体とその製造方法
【課題】角部のない縁部を備え、物性や外観が良好で、生産性にも優れた長繊維強化樹脂成形体とその製造方法を提供する。
【解決手段】縁部が充填材12aを内包し、かつ、縁部の端面13が凸曲面状をなすように一体成形された長繊維強化樹脂成形体10A。充填材12aとしては、SMCが好適に使用される。具体的には、長繊維強化樹脂成形体本体10Aの縁部に、充填材12aを備えた縁部材12が一体化された形態である。また、縁部が充填材を内包するように巻き込まれている形態も挙げられる。これらは、縁部12が充填材12aを内包するプリプレグを圧縮成形して、縁部の端面13が凸曲面状である長繊維強化樹脂成形体10Aを一体成形することにより製造できる。
(もっと読む)
多色成形方法及び多色成形品
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、形状、表面精度等の品質を向上させて、成形品に要求される様々な特性を満たすことができる多色成形品を簡単な方法によって成形することができる多色成形方法及び多色成形品を提供すること。
【解決手段】多色成形方法は、ゴム材料からなるゴム型2のキャビティ22内に第1熱可塑性樹脂組成物6Aからなる樹脂粒子を配置する配置工程と、ゴム型2を介してキャビティ22内における樹脂粒子に、0.78〜2μmの波長領域を含む電磁波を照射し、樹脂粒子を加熱して溶融させる加熱工程と、キャビティ22において残された未充填の空洞部分に、第1熱可塑性樹脂組成物6Aと組成が異なる溶融状態の第2熱可塑性樹脂組成物を充填する充填工程と、キャビティ22内の第1熱可塑性樹脂組成物6A及び第2熱可塑性樹脂組成物を冷却して二色成形品を得る冷却工程とを含む。
(もっと読む)
中空棒状構造体の製造方法
【課題】本発明は非一様な断面形状を有する中空棒状構造体製品を一体成形する製造方法に関するものであって、特に部材の材質が繊維強化プラスチックである場合に好適な中空棒状構造体の製造方法を提供する。
【解決手段】少なくとも繊維強化型プラスチックからなる中空棒状構造体の製造方法であって、
前記中空棒状構造体より小さい相似形状を有し熱膨張性を有する可とう性中子に、少なくとも一つの開口部を確保するようにプリプレグ基材を巻きつけて積層体とする賦形工程と、前記中空棒状構造体より大きく、相似形状をしたキャビティー面をもつ金型の内面に、一定肉厚からなる熱膨張性弾性体シートを配し、前記積層体を前記熱膨張性弾性体シートの内側に配置したのち前記金型を閉じ、前記金型を加熱することにより、前記可とう性中子および前記シートの熱膨張により圧力を付与しつつ硬化させる硬化工程と、硬化後、前記開口部より前記可とう性中子を引き抜く工程とからなる中空棒状構造体の製造方法。
(もっと読む)
強化繊維複合材ビームの製造方法
【課題】強化繊維シートの積層体の積層枚数が変化し長手方向に厚さが変化する部分を有する強化繊維複合材ビームを、所定形態に、容易にかつ精度良く成形する。
【解決手段】横断面にT形の形状部を含むとともに、長手方向に厚さが変化する部分を有する強化繊維複合材ビームの製造方法であって、(a)横断面に、L形部を持つ2つの強化繊維シートの積層体2a、2bを背中合わせにしたT形部を含み、長手方向に、強化繊維シートの積層枚数が変化する部分を有し、L形部の屈曲部の谷側の曲率半径R1が長手方向に一定である予備成形体1を製造する予備成形体製造工程と、(b)予備成形体1のより厚い部分において、T形部における垂直部5を水平部6に向けて近づけることにより、その部分における前記曲率半径R2を他の部分における曲率半径よりも小さくした曲率半径変化成形体10を成形する曲率半径変化成形体成形工程を含むことを特徴とする。
(もっと読む)
RFIDタグの製造方法
【課題】接着剤を使用せずに、且つインレットを目的とする位置に確実に保持して成形できる耐久性のあるゴム製のRFIDタグを得る。
【解決手段】ICチップ6とそれに接続したアンテナ5からなるインレット4を上面に前記インレットが係合するインレット位置決め手段が形成されている加硫ゴムシート2−1上に配置し、その上から未加硫ゴムを熱溶着させて成形するか又は溶融未加硫ゴムを射出成形により熱溶着させて、前記インレット4が完全にゴム内に包囲されるように成形する。
(もっと読む)
湾曲形状強化繊維基材、およびそれを用いた積層体、プリフォーム、繊維強化樹脂複合材料とそれらの製造方法
【課題】長手方向に沿って湾曲し湾曲形状に沿って強化繊維が望ましい形態で配向された強化繊維基材、それを少なくとも1層積層した湾曲形状強化繊維積層体とそれを効率よく短時間で作製可能な方法、および、その積層体を用いたプリフォームとその効率の良い賦形方法、そのプリフォームを用いた長尺の湾曲形状繊維強化複合材料とその製造方法を提供する。
【解決手段】平面形状が湾曲形状であり、複数の強化繊維糸条が湾曲形状の周方向に沿う方向に並行に配列されており、該周方向の一方向に配列されている複数の強化繊維糸条と交差する方向によこ糸の補助糸条が配列されていることを特徴とする湾曲形状強化繊維基材、該基材を用いた湾曲形状強化繊維積層体、プリフォーム、強化複合材料とそれらの製造方法。
(もっと読む)
1 - 20 / 81
[ Back to top ]