
Fターム[4F204FJ29]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形品の供給 (702) | 供給の調整 (271) | 供給位置の (242)
Fターム[4F204FJ29]の下位に属するFターム
複数の予備成形品の配置 (154)
Fターム[4F204FJ29]に分類される特許
41 - 60 / 88
繊維強化プラスチックおよびその製造方法

【課題】本発明は、3次元形状等を有する複雑形状であっても、優れた取扱性・樹脂含浸性・賦形性を有し、力学特性および品位の優れた繊維強化プラスチックおよび該繊維強化プラスチックを効率よく得ることができる製造方法を提供せんとするものである。
【解決手段】多数本の連続の強化繊維糸条が並行に配列されたシートを少なくとも2枚、該強化繊維糸条が交差するように、かつ、熱可塑性樹脂(A)からなる布帛状体が少なくとも前記シート間に配置されて積層体を構成し、該積層体が熱可塑性樹脂(B)からなるステッチ糸または熱可塑性樹脂(A)により一体化された多軸成形材料を成形してなる繊維強化プラスチックと、単繊維状でかつ不連続の強化繊維が熱可塑性樹脂(C)中にランダムに分散された繊維強化熱可塑性樹脂基材を成形してなる繊維強化プラスチックとを、熱可塑性樹脂(A)と熱可塑性樹脂(C)が連続した形態で一体化する。
(もっと読む)
シート状の繊維強化複合材料とその製造方法

【課題】従来の方法・手段よりも低コストで製造される、優れた機械的特性を有するシート状の繊維強化複合材料を提供すること。
【解決手段】織物等の繊維強化材と熱可塑性樹脂とからなるシート状の繊維強化複合材料であって、繊維強化材が少なくとも片方の表層部分に偏在していることを特徴とするシート状の繊維強化複合材料。好ましいのは、シート状の繊維強化複合材料の中央部分に、繊維強化材を含まない繊維非含有層(熱可塑性樹脂層)、又は表層部分に比べて繊維体積含有率(Vf)の低い層が存在し、該中央部分の厚さが、繊維強化複合材料全体の厚さの少なくとも10分の1であるシート状の繊維強化複合材料である。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】圧縮時に樹脂流れの少ない樹脂封止装置およびその方法を提供する。
【解決手段】平面的に異なる位置に複数配列された半導体チップ115を1のキャビティ105内に配置して、該キャビティ105内に樹脂を供給した上で圧縮成形する樹脂封止装置であって、キャビティ105が、該キャビティ105の平面視における所定の区画に仮想的に分割され、樹脂が、前記キャビティ105の平面視における所定の区画120〜123に対応するように区分管理され、該区分管理された樹脂110〜113の樹脂量を、区画120〜123に対応する半導体チップ115の搭載数に基づいて決定する。
(もっと読む)
人造大理石製シンク
【課題】 耐衝撃性、耐熱性、耐久性に優れ、軽量高強度、且つ高級感を有する人造大理石シンクを提供する。
【解決手段】 バルクモールディングコンパウンドをプレス成形して得られる板厚が10mm未満の人造大理石製シンクであり、前記シンク底面がその裏面に、5〜20メッシュの厚み方向に穴が開いている厚み0.1〜1mm未満のシート状繊維強化プラスチック板を一体成形されたものであることを特徴とする人造大理石製シンクに関するものである。
(もっと読む)
光学素子の製造方法
【課題】短時間の光照射でも、光硬化型樹脂表面に形成される有害な微小凹凸を小さくすることができる光学素子の製造方法を提供する。
【解決手段】片面にレリーフパターンが形成されたレンズ1の、レリーフパターンが形成された面とガラス型2の間に、未硬化の光硬化型樹脂3を挟み込んで押圧する。そして、光源装置4より、ガラス型2を通して照射光5を光硬化型樹脂3に照射して、光硬化型樹脂3を硬化させる。その後、光硬化型樹脂3をガラス型2から剥離することにより、レンズ1と硬化した光硬化型樹脂3とが接合され、両者の境界にレリーフパターンが形成された光学素子が完成する。ガラス型2と光硬化型樹脂3との間にはレリーフパターンが無いので、光硬化型樹脂3中では光の強度むらが発生せず、従って光硬化型樹脂3が一様に硬化する。よって、ガラス型2から光硬化型樹脂3を剥離したとき、剥離面には微小な凹凸が発生しにくくなる。
(もっと読む)
光学素子の製造方法
【課題】レンズや光硬化型樹脂の大きさが小さい場合に、光照射時間を短くして、生産効率を上げることができる光学素子の製造方法を提供する。
【解決手段】照射領域変倍光学系4は、入射する平行光5aを異なる大きさの光束の照射光5bに変換するものであり、常に、入射する光束の一定量(理想的には全て)が照射光として出射するので、照射面積を小さくすれば、照射面積に逆比例して照射光量密度を高くすることができる。(a)、(b)に示すごとく、照射領域変倍光学系4を調整することにより、照射光5bの照射領域を、レンズ1や光硬化型樹脂2の大きさに合わせて変化させている。よって、(b)に示すように、レンズ1や光硬化型樹脂2の大きさが小さいときは、その分照射光量密度が高くなり、短時間で光硬化型樹脂2の硬化を行うことができて、生産効率を上げることができる。
(もっと読む)
繊維強化複合材料の製造装置及びその製造方法
【課題】気圧差を利用して繊維質基材に液状樹脂を含浸し硬化させて複合材料を形成するVaRTM(Vacuum assisted Resin Transfer Molding)技術において、繊維体積含有率Vfが高くさらに面内分布の均一な繊維強化複合材料の製造技術を提供する。
【解決手段】繊維質基材(31)を気密状態にして載置する成形型(32)と、大気圧よりも低圧で液状樹脂(L)を収容し注入管(13)が繊維質基材(31)の近傍に接続される第1密封容器(10)と、吸引管(23)が繊維質基材(31)の近傍に接続する第2密封容器(20)と、第1密封容器(10)を大気開放して気圧差(ΔP)を生じさせる開放弁(11)と、この気圧差(ΔP)の維持/解消を切り替える切替弁(41)を有する連通管(40)と、第2密封容器(20)に接続してその内部を減圧するとともに、連通管(40)を通じて第1密封容器(10)の内部も減圧する真空ポンプ(50)を備えるな繊維強化複合材料の製造装置(90)であることを特徴とする。
(もっと読む)
加熱部材、定着装置、画像形成装置及び加熱部材の製造方法
【課題】高い耐久性、高い熱伝導性を備えつつ、さらにフィラー部分へのトナーの固着をも防止した加熱部材、定着装置、画像形成装置を提供する。
【解決手段】加熱源を備え、記録紙上に担持されるトナー像を加熱してトナー像を記録紙上に定着させるための加熱部材13において、シリコーンゴム17を備え、さらにシリコーンゴム17に、酸化物半導体16を表面に有するフッ素系樹脂粒子を添加し、さらにフッ素系樹脂粒子を加熱源と接触するようにした。
(もっと読む)
多層物品の製造方法
本発明は、少なくとも一つの機能層2、20を具備する溶融多層樹脂の定量材1を圧縮成形することによって合成樹脂の多層物品9を製造する方法に関するものである。定量材の各層は圧縮時には溶融状態にある。該方法は少なくとも、ダイを通して樹脂を同時押出しすること、定量材1を得るために押出物を周期的に切断すること、及び定量材1を型のキャビティ内に溶融状態で置くこと、を含んでいる。該方法は、定量材内で、押出し方向とこの押出し方向に平行な機能層2、20の配置とを規定している。該方法は、押出し方向に交差する圧縮軸線16に対する非対称性を層の流れに導入するように、圧縮軸線16に沿って定量材が圧縮されることを特徴としている。
本発明は、前述の方法によって得られた物品に、及びこの方法の状況で用いられる定量材に、及び前述の方法を実行するための装置にも関係している。 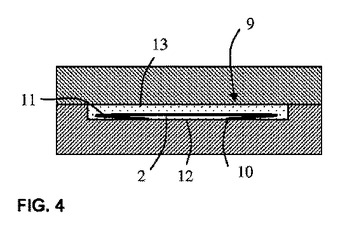 (もっと読む)
(もっと読む)
帯状補強部材の製造ライン、及び帯状補強部材の製造方法
【課題】帯状補強部材の品質を安定化し、生産性を向上可能な帯状補強部材の製造ラインの提供。
【解決手段】第1カレンダーロール9と第2カレンダーロール11との協働によってゴムシート13を連続的に圧延成形すると共に、第3カレンダーロール15と第4カレンダーロールと17の協働によってゴムシート19を連続的に圧延成形し、第2カレンダーロール11と第4カレンダーロール17の間隙に向かって供給された不織布シート27を間にして、第2カレンダーロール11の外周面及び第4カレンダーロール17の外周面にそれぞれ転写された一対のゴムシート13,19を重合した状態の下で、逆回り方向へ回転中の第2カレンダーロール11と正回り方向へ回転中の第4カレンダーロール17との協働によって一対のゴムシート13,19を上下から押圧することにより、帯状補強部材3を連続的に成形して送り方向へ搬送し、巻取り装置43によって連続的に巻取る。
(もっと読む)
金属箔張積層板及びその製造方法
【課題】本発明は、生産性及び品質を向上させることができ、かつ、製造コストを低減させることができる金属箔張積層板及びその製造方法を提供する。
【解決手段】本金属箔張積層板Aは、コア板1と、コア板1の表面及び裏面側に配置され、コア板1の面積よりも狭く形成された第1のプリプレグ2及び第2のプリプレグ3と、第1のプリプレグ2及び第2のプリプレグ3の表面側に配置され、コア板1の面積よりも広く形成された第1の金属箔4及び第2の金属箔5とを有する。コア板1は略長方形状に形成され、第1のプリプレグ2及び第2のプリプレグ3が配置されてない領域となる4つの隅部に、表面と裏面とを貫通する加工位置決め用の基準孔1aが形成されている。この基準孔1aに基づいて金属箔張積層板Aを所定の形状になるように裁断加工が行われる。
(もっと読む)
積層装置及び積層装置における積層材の搬送方法
【課題】積層成形装置に搬入すべき積層材を配置し搬送するフィルムが、積層材を積層成形装置へ搬入する方向に積層材とともに移動するとき、積層材を所定位置に正確に位置決め可能とする積層装置を提供する。
【解決手段】積層材14を積層成形して積層品15となす積層成形装置11を含む積層装置10において、前記積層成形装置11に搬入すべき前記積層材14を配置し搬送するフィルム16が、前記積層材14を前記積層成形装置11へ搬入する方向に前記積層材14とともに移動するとき、下降して前記積層材14の搬入方向前方の端面に係合し前記積層材14のみの移動を停止させる衝止部38を有する位置決め装置13を備える。
(もっと読む)
多層銅張積層板の製造方法、多層銅張積層板及び高さ変動型位置ずれ防止治具
【課題】積層成形後の積層体の銅箔の位置ずれを抑制することが可能である多層銅張積層板の製造方法、多層銅張積層板及び高さ変動型位置ずれ防止治具を提供する。
【解決手段】予め回路形成された内層板とプリプレグと銅箔とを組合せ積層し、それら積層体を金属板を用いてプレスにより加熱加圧し多層化接着する多層銅張積層板の製造方法において、プレス段内の範囲内で積層体と金属板を交互に積載し上蓋を被せ加熱加圧する前に、予め積層体及び金属板全体の厚みと、同等の厚み(高さ)を有する高さ変動型位置ずれ防止治具を、積層体及び金属板と、上蓋の側面板間に挿入することで、積層成形後の積層体の銅箔の位置ずれを抑制することが可能である多層銅張積層板の製造方法。
(もっと読む)
ラバー成形方法
【課題】ラバー成形型から被成形物に付与される成形圧力を、目標とする所定の圧力に安定して制御でき、目標とする所定形状の成形物を、とくに閉空間を有する形状の成形物であっても、安定して成形できるようにしたラバー成形方法を提供する。
【解決手段】ラバー成形型を、剛体からなる外型の内面に当接させて該外型内に配置するとともに、ラバー成形型のキャビティ内に樹脂を含む被成形物を配置し、ラバー成形型の内面と被成形物の表面との間に所定の隙間を設けた状態にて加熱を開始し、ラバー成形型の内方への熱膨張により、ラバー成形型の内面を被成形物の表面に当接させた後、ラバー成形型による成形圧力を被成形物に加えることを特徴とするラバー成形方法。
(もっと読む)
ウエザストリップの成形方法とその成形用金型
【課題】押出成形により成形した押出成形部の端部に型成形により型成形部を成形するに際して、押出成形部の端部の見栄えを良好に成形するウエザストリップの成形方法およびその成形方法に使用する成形用金型を提供する。
【解決手段】成形用金型20には押出成形部の端部を挟持する挟持部20bと、型成形部を形成するキャビティー20cを設ける。挟持部20bは押出成形部の端部に当接する挟持コア23、24、25を有し、挟持コアの少なくとも一部は熱伝導性の低い材料で形成し、押出成形部の端部を挟持部で挟持した後、キャビティーに型成形部を構成するゴム材料を射出又は注入しその後ゴムを架橋させて成形するウエザストリップの成形方法である。
(もっと読む)
複合パネル
2層の繊維強化ポリイソシアヌレート材料間にサンドイッチ状に挟まれた100kg/m3未満の密度を有する発泡材料の層を含む複合パネル。 (もっと読む)
多層積層板の製造方法
【課題】 多層積層板の成形時の成形ずれ(スリッピング)性に優れ、しかも寸法変化のバラツキや反りの抑制効果も良好な、多層積層板の改善された新しい製造方法を提供する。
【解決手段】 内層板31にプリプレグ32と金属箔33または外層材を重ねた被圧積層体3を加熱加圧積層成形して多層積層板を製造するに際し、複数組の被圧積層体3を載置し、その載置品30の下側を枠にて囲み、上側からその周囲に複数の舌足片を有する上枠を被せて加熱加圧積層成形する。
(もっと読む)
積層基板の製造方法
【課題】積層時に溶融した樹脂がピンに接着し、ピンの抜き取りが困難となり、基準孔の形成が困難である。
【解決手段】ピン105の側面を囲う樹脂製のスリーブ106が、熱流動性を有するプリプレグ108aに形成された孔110を貫通するように、プリプレグ108aを治具間に積層し、この積層の後に治具101、102でプリプレグ108aを加熱圧着させて硬化させる加熱工程と、この加熱工程の後に積層基板111を取り出す取出工程と、取出工程の後で積層基板から突出したスリーブ106を切断する切断工程とを有し、前記スリーブ106を貫通する孔106dを設けるとともに、スリーブ106は加熱工程における熱で非溶融としたものであり、切断工程でスリーブ106を切断すれば、孔106dが切断されることで容易に基準孔117を形成でき、生産性が良好である。
(もっと読む)
シート展張方法及びシート積層体の製造方法
【課題】剛性が低く自立性のない略四角形のシートを平面状態とすることが可能なシート展張方法、及びそのシート展張方法を用いたシート積層体の製造方法を提供する。
【解決手段】まず、シート1の第1の角部11をクランクピン17で支持し、第2の角部12をx軸正方向に移動可能なクランクピン18で支持し、第3の角部13をx軸負方向及びy軸正方向に移動可能なクランクピン19で支持し、第4の角部14をx軸正方向及びy軸正方向に移動可能なクランクピン20で支持する。次に、クランクピン17を固定することにより第1の角部11を固定し、クランクピン18〜20をそれぞれ移動させることにより第2〜第4の角部12〜14をそれぞれ引っ張る。
(もっと読む)
圧縮成形方法および装置
【課題】 圧縮成形用の雌型のキャビティまで溶融樹脂塊を搬送する円筒状の移送ガイドからタイミング遅れなく確実に圧縮成形用の雌型のキャビティ内に確実に落とし込むことができる圧縮成形方法および装置を提供することにある。
【解決手段】 圧縮成形用の雌型の上の筒状の移送ガイド内の圧力が圧縮成形用の雌型のキャビティ内の圧力よりも高くなるように設定したことを特徴とするものであり、それにより溶融樹脂塊が移送ガイドの収容室の内周面に貼着することなく、短時間に円滑に圧縮成形用の雌型のキャビティ内に溶融樹脂塊を落とし込むことができ、落下時間のタイミングのばらつきがなく生産管理を容易にできる。
(もっと読む)
41 - 60 / 88
[ Back to top ]