
Fターム[4F204FJ29]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形品の供給 (702) | 供給の調整 (271) | 供給位置の (242)
Fターム[4F204FJ29]の下位に属するFターム
複数の予備成形品の配置 (154)
Fターム[4F204FJ29]に分類される特許
21 - 40 / 88
圧縮成形型及び成形プロセス
【課題】ゴルフグリップ等のグリップの圧縮成形プロセスにおいて、完成品の色及び/又は材料組成を明確に分割する。
【解決手段】本発明の改善された圧縮成形プロセスは、圧縮成形型20の上型部22と下型部24との間に配置される分割プレート26を使用して、複数のエラストマー材料の明確に分割してグリップを成形する。上型部22及び下型部24の少なくとも一方に任意的に取付けられたコンパウンド保持プレート25が完成したグリップに明確な色分けを形成する。任意的なコンパウンド保持プレート25は、グリップの分割線に形成される少なくとも1つの溝を設け、この溝が塗料で塞がれて全体で二色を呈する。
(もっと読む)
シルクフィブロイン複合材料およびその製造方法

【課題】耐衝撃性、耐熱性を有し、かつ天然物に由来し、リサイクル性に優れたシルクフィブロイン複合材料およびその製造方法を提供する。
【解決手段】シルクフィブロイン1を繊維材料3に含浸させてなり、シルクフィブロイン1の重量が、シルクフィブロイン複合材料10全体の重量に対して20重量%以上、90重量%以下の範囲内である。
(もっと読む)
繊維強化樹脂成形体の製造装置及び製造方法
【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置及び製造方法を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
コンベア用枢結構造、及び、樹脂定尺物とその製法
【課題】容易に組立てることができるコンベア用枢結軸を提供する。
【解決手段】円形線材状に押出成形された合成樹脂製の軸本体3の少なくとも一端Cに、突出状係止部Zが、加熱プレス成形され、かつ、アスペクト比が 200以上である。突出状係止部Zを軸本体3の融点より20℃以上60℃以下だけ低い温度の加熱金型にて加熱プレス成形する。軸本体3の長さ寸法Lを 600mm≦Lに設定する。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】成形時において、良好な流動性および複雑形状追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する繊維強化プラスチック、およびその製造方法を提供する。
【解決手段】プリプレグ基材を一体化して積層体を作製し、該積層体を成形型に配置してプレス成形し、繊維強化プラスチックを得る繊維強化プラスチックの製造方法であって、少なくとも下記(1)〜(3)の工程を有する。(1)強化繊維が切断されている切込プリプレグ基材を、凹部と接する層11が凹部5の開口部の投影面積以上の面積を有するように裁断し、外縁に向かって前記積層体の厚みが薄くなる薄肉部10を形成するように前記積層体を作製する積層工程(2)前記積層体の薄肉部を、型に沿わせて配置するセット工程(3)前記積層体を流動させてプレス成形するプレス工程
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有する基材を用いて、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を安定して発現する高品位・高品質の繊維強化プラスチックの製造方法を提供すること。
【解決手段】板厚の異なる段差部を有する繊維強化プラスチックを、
(1)プリプレグ基材の積層数が多い厚肉部と、プリプレグ基材の積層数が少ない薄肉部と、厚肉部と薄肉部との境界である段差部とが形成されるように積層し、板厚の異なる平板状の積層体を得、
(2)成形型に設けられている段差部に、積層体の段差部が位置するように位置決めして配置し、積層体を伸長させて充填させ、
(3)前記成形型から前記繊維強化プラスチックを取り出して、成形する。
(もっと読む)
成形品及び浴槽並びに成形方法
【課題】圧縮成形しても連続繊維による補強作用を発揮することができるようにすること。
【解決手段】底面部11の裏面側に設けられた第1及び第2の補強層13,14と、それ以外の部分を形成する形成層15とを備えて浴槽10が構成される。第1及び第2の補強層13,14は、連続繊維13A,14Aに樹脂材料を含浸した第1及び第2の補強用マット18,19によりそれぞれ形成される。形成層15は、連続繊維を含まない樹脂材料からなる成形材料20により形成される。成形材料20より大きい平面サイズに第1の補強用マット18を形成し、第1の補強用マット18より小さい平面サイズに第2の補強用マット19を形成する。そして、成形型21内において、成形材料20と第1の補強用マット18との間に第2の補強用マット19を配置した後、それらを同時に圧縮して成形する。
(もっと読む)
口金付樹脂管及びその製造方法
【課題】口金付樹脂管の口金と樹脂管との接合部における気密性の維持を課題とする。
【解決手段】本発明は、口金1と、一端部を口金に接合した樹脂管2とを有する口金付樹脂管であって、一端部2aの外周面が、口金内に配置され口金の内周面に被着接合している口金付樹脂管である。また、本口金付樹脂管を製造する本発明の製造方法であって、口金より熱膨張率が大きい棒材を用い、樹脂管を構成する樹脂管構成材を棒材に巻き付けて筒状にして、樹脂管構成材の筒状にされた一端部を口金内に、当該一端部内に棒材を、これら3者を略同軸にして配置した上で加熱する加熱工程を備え、本加熱工程により、樹脂管構成材を溶融させつつ、口金と棒材の熱膨張率差により前記一端部に口金からの外圧及び棒材からの内圧を生じさせて前記一端部の外周面を口金の内周面に圧着保持して前記一端部の外周面を口金の内周面に融着させ、樹脂管を成形する製造方法である。
(もっと読む)
表面光沢を有するFRP成形品の製造方法
【課題】金型にメッキ処理などをすることなく、通常の金型を用いるプレス成形で、表面光沢を有するFRP成形品を製造する方法を提供すること。
【解決手段】繊維強化材とマトリックス樹脂とからなるプリプレグの積層体を用いて、プレス成形によりFRP成形品を製造するに際し、この積層体の表面の最外層に、アクリル樹脂のフィルム又はシートを配置してプレス成形することを特徴とする表面光沢を有するFRP成形品の製造方法。
(もっと読む)
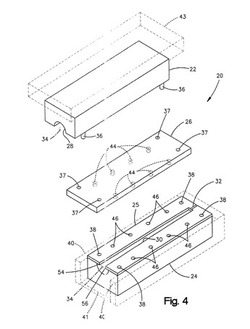
溶融樹脂供給方法、溶融樹脂供給装置、溶融樹脂圧縮成形方法、溶融樹脂圧縮成形装置、及び合成樹脂製容器の製造方法
【課題】押出機から押し出される溶融樹脂を切断して圧縮成形型に供給し、圧縮成形によって所定形状の合成樹脂成形品を製造するにあたり、より高荷重の負荷が必要とされる合成樹脂成形品の製造にも好適に利用することができ、また、圧縮成形型に十分な精度をもって溶融樹脂を供給することができるのはもとより、圧縮成形型に供給された後においても、供給された溶融樹脂の位置精度が損なわれないようにする。
【解決手段】押出機20の押出口22を中心に配置された各搬送手段30が、押出機20の押出口22から押し出された溶融樹脂を、所定の長さごとに交互に切断しつつ、切断された溶融樹脂Dを、それぞれに設定された供給位置まで搬送し、それぞれと対になって設置された複数の圧縮成形型40のそれぞれに順次供給して圧縮成形する。
(もっと読む)
環状中空部材の成形方法
【課題】自動車等のハンドルの様なFRPの環状中空部材を、プレス成形により成形する方法を提供すること。
【解決手段】繊維強化材とマトリックス樹脂とからなるプリプレグを用いて環状中空部材を成形するに際し、(1)該環状中空部材用のマンドレルを被覆するための、環状中空部材の上面部分用と下面部分用の2種類のドーナツ形状のプリプレグであって、それぞれの外円周及び内円周に沿って歯車形状のラップ部を設けたものを作製し、(2)該2種類のプリプレグを用いて、お互いのラップ部が互い違いになるようにして前記マンドレルを上下から被覆し、(3)得られた被覆物を上下分割型の環状金型にセットして賦形加工を行い賦形体とし、次いで、(4)前記金型の上型を取り外し、得られた賦形体を金型の下型にセットしたままの状態で、前記マンドレルを賦形体から引き抜いて取り除き、その後、(5)賦形体を成形用環状金型に再配置して成型加工を行う方法。
(もっと読む)
複雑性が緩和された自動繊維配置装置及び方法
複合積層体を基板上に形成する方法であって、該方法は:基板の上で自動繊維配置ヘッドを移動させ;繊維配置ヘッドを使用して、複数の平行する複合テープストリップ(36)を基板(102)上に置き、これには、少なくとも特定のテープストリップの開始点ずらして曲線パターン(Aからf)を形成することが含まれ;単一の切刃(92)を使用して、全てのテープストリップの端部を切断することを含む。 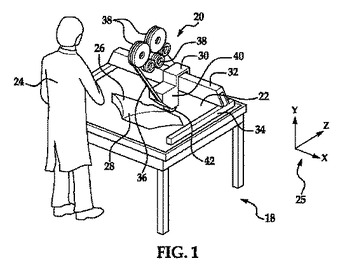 (もっと読む)
(もっと読む)
プレス成形方法および成形体
【課題】
強化繊維と熱可塑性樹脂からなる成形材料を用いたプレス成形において、作業性と成形性とを兼ね備えたプレス成形方法およびプレス成形方法で得られた成形体の提供。
【解決手段】
本発明は強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法であって、少なくとも2種類の形状を有する成形材料(A)、(B)を積層して配置する工程、成形型の下面となる型上に積層、配置した成形材料(A)、(B)を加圧する工程を有するプレス成形方法であり、成形材料(A)が前記キャビティの有する最大面積以上の面積を有する形状、成形材料(B)が少なくとも前記凹部の開口部の投影面積以上の投影面積を有する形状の成形材料(A)、(B)を用いてプレス成形する方法である。
(もっと読む)
FRP構造体の製造方法
【課題】一体化された構造体が優れた強度特性を発揮でき、とくに接合界面部分で高い層間強度を保持できるとともに、大型のFRP構造体でもオートクレーブなどの設備を使わず安価にかつ容易に成形できるようにしたFRP構造体の製造方法を提供する。
【解決手段】少なくとも一つ以上のプリキュアした繊維強化複合材の一部に接着剤を配置する接着剤配置工程と、高靭性化粒子を少なくとも前記接着剤との接合面側に分散付与した強化繊維基材を前記接着剤の層と接して配置する強化繊維基材配置工程と、繊維強化複合材の一部あるいは全部と強化繊維基材の全部を密閉媒体で覆って内部を減圧する密閉減圧工程と、密閉媒体内部を加熱する加熱工程と、密閉媒体内に樹脂を注入して硬化させる樹脂注入硬化工程を含むことを特徴とするFRP構造体の製造方法。
(もっと読む)
多層銅張積層板の製造方法、多層銅張積層板及びサイズ切替式銅箔位置規定治具
【課題】プレス段内の製品間に使用する金属板へのプリプレグの樹脂流れ付着を抑制することが可能な多層銅張積層板の製造方法、多層銅張積層板及びサイズ切替式銅箔位置規定治具を提供する。
【解決手段】予め回路形成された内層板とプリプレグと銅箔とを組合せ積層し積層体となす工程、前記積層体を金属板を用いて、プレス段内で加熱加圧し多層化接着する工程を有する多層銅張積層板の製造方法において、プレス段内の許容範囲内で積層体(製品)と金属板を交互に積載し上蓋を被せ加熱加圧する前に、内層板とプリプレグを組合せ、さらに前記内層板とプリプレグを銅箔と組合せる際に銅箔のセット位置を規定するサイズ切替式銅箔位置規定治具1、2を使用し、加熱加圧時に発生するプリプレグの樹脂流れ量に応じて銅箔の長さを変更し加熱加圧することで、プレス段内の積層体間に使用する金属板へのプリプレグの樹脂流れ付着を抑制する、多層銅張積層板の製造方法。
(もっと読む)
繊維強化複合材料
【課題】布状繊維樹脂材と短繊維樹脂材との境界部に発生する応力を緩和させ、該部分の強度低下を抑えることができる繊維強化複合材料を提供する繊維強化複合材料を提供する。
【解決手段】 短強化繊維21及び樹脂22からなる短繊維樹脂材20の表面の少なくとも一部に、布状強化繊維基材31と該布状強化繊維基材に含浸された樹脂とからなる布状繊維樹脂材30の一方の面30aを、接合させた繊維強化複合材料10であって、布状繊維樹脂材30の周縁端30bの少なくとも一部と、周縁端30bの一部に連続した布状繊維樹脂材の他方の面30cの一部30dとが、短繊維樹脂材20の一部によって覆われるように、短繊維樹脂材20に接合されてなる。
(もっと読む)
繊維強化樹脂製賦形品およびその製造方法
【課題】側面部に円弧状の隅角部が形成されているにもかかわらず、成形品の隅角部の強度低下が防止された繊維強化樹脂製賦形品を提供する。
【解決手段】本発明の繊維強化樹脂製賦形品1は、底面部10と底面部10より立ち上がった側面部20とを有し、側面部20に円弧状の隅角部21が形成され、底面部10には、一方向に配向した繊維11が含まれ、隅角部21の円弧の頂点Aを境界とした際の片側の第1側面部20aには、第1側面部20aの立ち上がり方向に対して85°〜90°で配向した繊維22が含まれ、もう一方の片側の第2側面部20bの、第1側面部20a側の部分には、第1側面部20a内の繊維22が、第2側面部20bの立ち上がり方向に対して90°〜95°で配向するように入り込み、第2側面部20bの残部には、第2側面部20bの立ち上がり方向に対して平行に配向した繊維23が含まれている。
(もっと読む)
プラスチック材料からの成形品の製造方法
混入繊維で強化されたプラスチック輪郭体に基づいた成形品の製造方法において、プラスチック輪郭体は加熱されて、それぞれ外型や内型によって変形され、そのプラスチック輪郭体が好ましくは長手方向にストラップ状領域を備え、そのストラップ状領域は比較的硬質であり、かつプラスチック母材の変形温度においてプラスチック母材自体よりも可撓性が低いので、繊維の横方向の波状の変位を妨げる。 (もっと読む)
樹脂の糸曳切断方法、樹脂の糸曳切断装置及び樹脂の成形方法
【課題】溶融樹脂を金型表面に塗布した後、塗布した樹脂を加圧して成形する溶融樹脂の微細転写プロセスにおいて、塗布した溶融樹脂と樹脂を塗布する装置との間に形成される樹脂残留物を良好な状態で切断する技術を提供する。
【解決手段】熱可塑性樹脂を溶融し、該溶融樹脂2をダイ開口部4から吐出しながら下金型表面5に塗布し、前記塗布した溶融樹脂を上金型18で加圧転写する成形方法において、前記ダイ開口部からの溶融樹脂の吐出を停止後、前記ダイ開口部からの溶融樹脂の吸引を行いながら、前記ダイ開口部を前記下金型表面から解離移動することにより、塗布を完了した位置で前記ダイ開口部と前記下金型表面上に塗布した溶融樹脂6との間に連続して形成される樹脂残留物7を延伸して薄い固体のフィルム状に変形させ、その後前記フィルム状に延伸された樹脂10をダイの幅方向にカッター14で切断する。
(もっと読む)
可変厚さの多層物品
可塑性樹脂の多層充填物の圧縮成形で製造される、軸対称性でない多層物品であって、上記物品は、圧縮前に鋳型中の充填物の中心となる点に対応する供給中心を備えており、流れの長さである、上記供給中心と上記物品の端部の間の距離が一定でないものにおいて、与えられた流れの長さに対して、該流れの長さが大きいほど、この流れの長さに沿う部分の平均厚さが小さく、与えられた流れの長さに対して、該流れの長さが小さいほど、この流れの長さに沿う部分の平均厚さが大きい、ことを特徴とする。 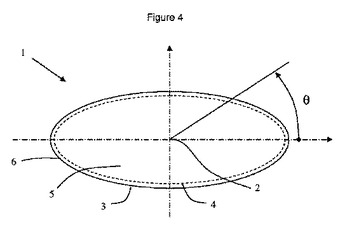 (もっと読む)
(もっと読む)
21 - 40 / 88
[ Back to top ]