
Fターム[4F205AR04]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 調整制御量(制御の対象) (2,080) | 力 (200) | 張力、トルク (88)
Fターム[4F205AR04]に分類される特許
1 - 20 / 88
フィラメントワインディング方法及びフィラメントワインディング装置
【課題】フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮する。
【解決手段】フープ巻き工程を行うフィラメントワインディング方法であって、フープ巻き工程は、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定する第1の工程と、第1の工程でライナー表面に端部を固定した繊維束をフープ巻きしていく第2の工程と、第2の工程でフープ巻きした繊維束をフープ巻きの終了位置においてライナー表面に固定する第3の工程と、第3の工程で繊維束を固定した位置よりも繊維束供給方向の上流側で繊維束を切断する第4の工程と、を含む。
(もっと読む)
環状バンドの移動方向制御装置、環状バンドの移動方向制御方法、流延設備、及び溶液製膜方法

【課題】環状バンドの移動方向を容易に制御する。
【解決手段】環状の流延バンド26は、テンションがかかった状態で水平ローラ24、25に掛け渡される。水平ローラ24は、モータ24Mにより、回転する。流延バンド26は、水平ローラ24、25の周りに形成された移動路を、循環移動する。水平ローラ24と水平ローラ25との間には、流延バンド26のY方向一端部を冷却する冷却部61Pと、流延バンド26のY方向他端部を冷却する冷却部61Qとが設けられる。また、制御ユニット67は、検知センサ65PB・65QBにより、流延バンド26が移動路から外れた方向を検知する。更に、制御ユニット67は、流延バンド26のうち移動路から外れた方向の端部を、外れた方向と反対側の端部よりも優先的に冷却する。
(もっと読む)
溶液製膜設備のバンド位置制御装置及び方法
【課題】バンドの蛇行を精度良く迅速に抑える。
【解決手段】第1ドラム21と第2ドラム22との間にバンド23を掛け巡らす。第1ドラム21をモータ29により回転させ、バンド23を第1方向Aに走行させる。第1ドラムBEPセンサ41により、第1ドラム21近くでバンド23の一方のエッジ位置をバンド幅方向である第2方向Bにおいて検出する。第1ドラム21と第2ドラム22との間で第1ドラム21の近くにステアリングロール40を設ける。ステアリングロール40を下側バンド23Bの内周面23Cに接触させる。第1ドラムBEPセンサ41のBEP信号に基づきステアリングロール40を第2方向で傾斜させ、バンド23の蛇行を抑える。
(もっと読む)
高圧ガスタンクの製造方法と製造装置
【課題】ライナー外周に形成した繊維強化樹脂層の高Vfの抑制に有益な新たなタンク製造手法を提供する。
【解決手段】FW装置100は、ライナー10に樹脂含浸カーボン繊維Wを巻回するに当たり、繊維巻回の際の巻回張力を、後工程での熱硬化を図るための熱硬化炉200が設定する加熱状況(昇温速度)に対応する巻回張力に調整する。この巻回張力調整は、昇温速度が大きいほど小さくなるように張力調整部142にてなされる。これにより、ライナー10の外周には、張力調整部142にて調整された巻回張力で樹脂含浸カーボン繊維Wが巻回されて繊維強化樹脂層20が形成され、中間生成品タンク12が得られる。こうして得られた中間生成品タンク12は、熱硬化炉200が設定済みの加熱状況(昇温速度)で加熱を受けて熱硬化し、冷却養生を経て高圧水素タンク30が得られる。
(もっと読む)
溶液製膜設備のバンドエッジ位置制御装置及び方法
【課題】流延開始時のバンドの蛇行を確実に抑える。
【解決手段】第1ドラム21と第2ドラム22との間に駆け巡らしたバンド23を、モータ29により回転する。第2ドラムBEP(バンドエッジ位置)センサ45により、第2ドラム22近くでバンド23の一方のBEPを第2方向において検出する。第2ドラムBE移動速度検出部により、第2ドラム22におけるBE移動速度Ve1を求める。BE移動速度Ve1が0となるように、第2ドラム位置指令制御器により、シフト機構41R,41Lを作動させる。バンド23のテンションをテンションセンサにより検出する。テンションセンサのテンション信号に基づき、テンションが一定になるように、第2ドラム位置指令制御器によりドラム位置信号を求める。求めたドラム位置信号に基づきシフト機構を作動させる。
(もっと読む)
高圧ガスタンク、及び高圧ガスタンクの製造方法
【課題】タンクライナを透過したガスに起因するガス放出音を抑制することが可能な高圧ガスタンクを提供する。
【解決手段】この高圧ガスタンク1は、タンクライナ2の外周に、熱硬化性樹脂を含浸させた繊維を巻きつけることにより繊維強化樹脂層3を形成してなるものであり、繊維強化樹脂層3は、タンクライナ2側に形成された内側層3aと、その外周に形成された外側層3bとを有し、内側層3aは緻密な層として形成する一方で、外側層3bは、内側層3aよりも多数の空隙を内在させたことにより、密度の低い層として形成されている。
(もっと読む)
エンドレスバンドの検査方法及び装置
【課題】溶液製膜方法に用いたときに厚みムラの原因となるバンドの反りを、溶液製膜方法を行うことなく検知する。
【解決手段】駆動部206は、検査用ローラ201の回転軸201aに所定の外力を印加する。検査用ローラ201に巻き掛けられたバンド91にテンションが印加される。センサユニット208は測定位置MP1から測定窓208aまでの距離Aを測定する。センサユニット208は測定位置MP2から測定窓208aまでの距離Bを測定する。制御部は、距離A,距離B,記憶部から読み込んだバンド厚みDを用いて浮き量CLを算出する。制御部は、検査対象となるバンド91の浮き量CLが全て閾値TH1以下である場合には、当該バンド91は「合格品」と判定する。検査対象となるバンド91の浮き量CLのいずれかが閾値TH1を超える場合には、当該バンド91は「不合格品」と判定する。
(もっと読む)
クリールスタンド用ブレーキおよびゴムシートの製造方法
【課題】簡便で安価な構造で、かつボビンから引き出される線条体補強材料の引出し張力を一定範囲に管理することができるクリールスタンド用ブレーキを提供する。
【解決手段】クリールスタンド用ブレーキ13は、回転支持軸12に挿入され、回転支持軸12に対して回転しないように取り付けられた永久磁石付きの中央ケース15と、中央ケース15の両側面に回転できるように支持され、かつボビン10に連結する連結ピン17を備えた制動回転板16から成る。中央ケース15の両側面には、永久磁石14が取り付けられており、中央ケース15と2枚の制動回転板16により、永久磁石14と制動回転板16との間に非接触で制動力を発生させることができる。
(もっと読む)
溶液製膜方法及び溶液製膜設備
【課題】従来よりも幅が広い光学フィルムを効率よく製造する。
【解決手段】ローラ131の回転によりバンド91は長手方向へ循環移動する。測距センサ180はバンド19との浮き量Cxを検知する。制御部198は、測距センサ180から浮き量Cxを読み取る。その後、制御部198は、読み取った間隔Cxから、幅方向におけるバンド91とローラ131との浮き量CLを算出する。制御部198は、浮き量CLに基づいて、幅方向における流延エリアA1の臨界位置Prを決める。臨界位置Prに基づいて、幅方向における流出口131aの長さL0を調節する。流出口131aの長さL0が調節された流延ダイを用いて、ドープをバンド91へ流出する。
(もっと読む)
シームレスベルト成形方法およびシームレスベルト成形装置
【課題】シームレスベルト表面に気泡が形成されるのを抑制することができるシームレスベルト成形方法およびシームレスベルト成形装置を提供する。
【解決手段】複数のローラに架設した型ベルト1にテンションを加え、上記型ベルト1を回転駆動させながらシームレスベルトの樹脂材料を塗布して皮膜10を形成する。次に、上記型ベルト1を回転駆動させながら型ベルト1を加熱して、上記型ベルト1上の皮膜10を加熱固化する。次に、テンションを除去して、固化した皮膜を型ベルト1から剥離することで、シームレスベルトを成形する。
(もっと読む)
剥離室ロールおよび光学フィルムの製造方法
【課題】ポリマーフィルムの端部から中央部にかけて発生するツレシワを十分に防止する搬送室ロールならびに光学フィルムの製造方法を提供すること。
【解決手段】溶液流延法においてポリマーフィルムの流延支持体からの剥離および乾燥を行う剥離室内で使用される剥離室ロールであって、該剥離室ロールの軸方向両端部の外周面において、ロール軸方向について中央部側が端部側よりロール回転方向で下流側に傾斜した複数の溝条をロール周方向で略等間隔に有し、該溝条のロール軸方向に対する傾斜角が15〜45°である溝付き剥離室ロール。溶液流延法において剥離室内で複数の剥離室ロールを用いてポリマーフィルムの流延支持体からの剥離および乾燥を行うに際し、前記複数の剥離室ロールのうちの少なくとも1つの剥離室ロールとして前記溝付き剥離室ロールを用いる光学フィルムの製造方法。
(もっと読む)
溶液製膜の製造方法及び製造装置
【課題】配向軸の変動を抑制することができる溶液製膜の製造方法及び製造装置を提供する。
【解決手段】ポリマーと溶媒とを含むドープを流延ダイ22から支持体24上に流延して流延膜70を形成し、流延膜70を支持体24から剥ぎ取ってテンター装置42に送り、流延膜70を少なくとも乾燥して巻き取る溶液製膜の製造方法において、支持体24とテンター装置42との間に張力制御手段36を設け、張力制御手段36によって流延膜70を支持体24から剥ぎ取るテンションを一定に保つ。
(もっと読む)
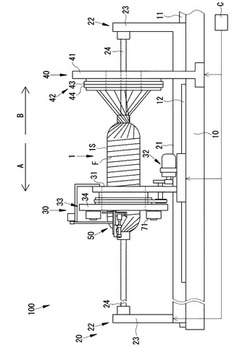
張力制御ユニット、フィラメントワインディングシステム、圧力容器の製造方法
【課題】複数のプリプレグ繊維をそれぞれ適切な張力が保持された状態で並行してライナに巻き付けることができ、かつ、設置スペースの増大を抑制することが可能なフィラメントワインディングシステムを提供する。
【解決手段】張力制御ユニット52は、プリプレグ繊維ガイド44aから送り出されるプリプレグ繊維10の張力を制御するための張力制御機構50aを備える。張力制御機構50aは、プリプレグ繊維10に張力を付与する張力ローラ56と、張力ローラ56に張架されたプリプレグ繊維10から受ける荷重を測定するための荷重センサ60と、荷重センサ60で測定された荷重に応じて、ライナの軸に対して垂直方向に伸縮するアーム58とを有し、ライナの軸に対して垂直方向に配置されるように複数設けられてなる。
(もっと読む)
金属/FRPパイプの製造方法及び金属/FRPパイプ、並びに、金属/FRPパイプの熱残留応力除去方法
【課題】熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、FRPプリプレグが軟化するまで加熱して芯棒を膨張させ、FRPプリプレグの最外周を金属管の内周面に押し付け、更に加熱温度を上げてFRPプリプレグを硬化させ、FRPプリプレグの最外周を金属管の内周面に張り付けて一体化し、その後、常温まで冷却して芯棒を収縮させ、芯棒を金属管から抜き取る金属/FRPパイプの製造において、常温に戻した際に金属管からなる金属層に生じる引っ張りの熱残留応力が除去された金属/FRPパイプ及び、その製造方法、並びに、熱残留応力除去方法を提案する。
【解決手段】金属/FRPパイプの全体に対して、「金属層の降伏ひずみ(εY金属)+金属層の残留ひずみ(εT金属)」で求められる所定のひずみ値になるまで引っ張り荷重を加え、次いで、除荷する。
(もっと読む)
連続繊維プリプレグの成形方法
【課題】熱可塑性のプリプレグテープを用いた連続繊維プリプレグを、生産性を犠牲にすることなく、所期の物性の発現が可能な形状に成形することができる連続繊維プリプレグの成形方法を提供すること。
【解決手段】プリプレグテープ11を複数本のロッド21の間に亘って捲回して周状の連続繊維プリプレグ12を形成する。そして、複数本のロッド21を互いに離反する方向に移動させて連続繊維プリプレグ12に張力を発生させてプリプレグテープ11の弛みをとる。そして、連続繊維プリプレグ12を押し治具41で押して最終形状に成形する。そして、連続繊維プリプレグ12を加熱し加熱後に冷却して硬化させる。
(もっと読む)
ゴム−スチールコード複合体の製造方法
【課題】扁平コードをインシュレーション方式でゴム被覆する際における、コード断面の配列方向のバラツキを防止して、コード断面が同一方向に揃ったゴム−スチールコード複合体を得ることができるゴム−スチールコード複合体の製造方法を提供する。
【解決手段】略楕円形状の断面を有する扁平スチールコード1の複数本を引き揃えて、インシュレーション装置11でゴム被覆することによりゴム−スチールコード複合体10を製造する方法である。インシュレーション装置11の入口側に回転自在なロール12を配置して、扁平スチールコード1をロール12を介してインシュレーション装置11内に誘導する。
(もっと読む)
強化繊維基材積層装置およびこの積層方法
【課題】シート状の強化繊維基材を湾曲や屈曲した形状の型上に積層する際に生じるしわの防止と、労働負荷の軽減と、作業の効率化とが可能な強化繊維基材積層装置およびこの積層方法を提供することを目的とする。
【解決手段】型15上に積層させる強化繊維基材シート14を繰り出すシート繰り出し手段と、型15上に強化繊維基材シート14を圧接させる圧接手段3と、を有する強化繊維基材積層装置1において、圧接手段3は、強化繊維基材シート14よりも狭い幅を有し、シート繰り出し手段は、圧接手段3との間を負荷しながら強化繊維基材シート14を供給することを特徴とする。
(もっと読む)
フィラメントワインディング装置およびフィラメントワインディング方法
【課題】フィラメントワインディング法による高圧ガスタンクの製造工程において、強化繊維を巻き付ける際に、タンク容器を確実に保持する技術を提供する。
【解決手段】フィラメントワインディング(FW)装置100は、第1の回転軸110と、第2の回転軸120とを有する。FW装置100は、第1と第2の回転軸110,120の互いに対向する軸端部111,121によってタンク容器10の容器壁を狭持させることにより、タンク容器10を保持する。軸端部111,121には、軸端部111,121同士を引き合わせるように電磁力を発生させる電磁力発生部20が設けられている。
(もっと読む)
細線をゴム異形部分中に埋め込む装置及び方法
本発明は、細線(F)をゴム異形部分(P)中に所与の方向で埋め込む装置であって、上昇位置と下降位置との間で往復直線運動状態でフレーム(1)上で走行することができる可動取付け具(2)に取り付けられたフレームに取り付けられていて、細線を連続的に供給する手段(4)を有し、可動取付け具は、頂部(21)及び底部(22)を有し、頂部(21)と底部(22)との間には、細線(F)を案内するようになったダクト(25)が形成され、チャネル(53)を備えた中空ニードル(5)を有し、細線(F)は、チャネル(53)内を動くことができ、ニードルは、ダクト(25)の連続体をなした状態でその端部(51)の一方の端部が可動支持体(2)の底部(22)に取り付けられ、ニードルは、その他端部にゴム異形部分(P)を穿通することができる先端部(52)を有し、フレーム(1)に取り付けられた切断手段(3)を有し、切断手段は、ニードルが上昇位置にあるとき、ニードルの各往復運動サイクル時に細線(F)をニードルの先端部から所与の距離のところで切断することができる切断ワイヤ(34)を備えた回転ブレード(30)を有するよう構成された装置に関する。切断手段(3)は、ブレードの切断ワイヤ(34)の後ろに配置され、細線をブレード(30)によって切断した直後にプライマーをニードルの先端部(52)の回りに折り曲げるようになっているパドル(32)を含む。  (もっと読む)
(もっと読む)
管状体及びその製造方法
【課題】強度及びボイド率を改善しうる管状体及びその製造方法の提供。
【解決手段】本発明の製造方法は、マンドレルに、繊維とマトリクス樹脂とを含む繊維強化樹脂部材を巻回して中間成形体を得る工程と、上記中間成形体に、張力を付与しつつラッピングテープを巻き付ける工程と、加熱により上記マトリクス樹脂を硬化させる硬化工程と、上記硬化工程の後に上記マンドレルの引き抜き及び上記ラッピングテープの除去を行って硬化管状体を得る工程とを含む。上記ラッピングテープの基体のベースポリマーは、ポリオレフィン系樹脂及び/又はポリエステル系樹脂である。上記硬化工程は、70℃以上90℃以下の温度で120分以上4320分以下の時間に亘って加熱する第一加熱ステップと、120℃以上200℃以下の温度で5分以上20分以下の時間に亘って加熱する第二加熱ステップとを含む。
(もっと読む)
1 - 20 / 88
[ Back to top ]