
Fターム[4F205GA08]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 型の被覆による成形の区分 (1,535) | コアの浸漬 (66)
Fターム[4F205GA08]の下位に属するFターム
流動床中で(例;粉体流動床)
Fターム[4F205GA08]に分類される特許
41 - 60 / 66
耐熱性樹脂無端ベルトの製造方法、耐熱性樹脂無端ベルト及び定着装置
【課題】 膨れ現象を抑制可能な耐熱性樹脂無端ベルトの製造方法、耐熱性樹脂無端ベルト及び定着装置を提供すること。
【解決手段】 耐熱性樹脂前駆体溶液を芯体の表面に塗布して耐熱性樹脂前駆体塗膜を形成する塗膜形成工程と、前記芯体の両端に金属部材が接するように配置された状態で前記耐熱性樹脂前駆体塗膜を乾燥させる乾燥工程と、乾燥させた前記耐熱性樹脂前駆体塗膜を加熱反応させて耐熱性樹脂皮膜を形成する加熱工程と、前記耐熱性樹脂皮膜を前記芯体から剥離する剥離工程と、を有する耐熱性樹脂無端ベルトの製造方法、この方法により製造された耐熱性樹脂無端ベルト及びこのベルトを用いた定着装置。
(もっと読む)
ポリイミド樹脂無端ベルトの製造方法
【課題】 焼成工程において膨れの発生のないポリイミド樹脂無端ベルトの製造方法を提供すること。
【解決手段】 芯体表面にポリイミド前駆体溶液を塗布してポリイミド前駆体塗膜を形成する工程と、前記ポリイミド前駆体塗膜を乾燥させポリイミド前駆体皮膜を形成する乾燥工程と、前記ポリイミド前駆体皮膜を加熱焼成しポリイミド樹脂皮膜を形成する焼成工程と、前記ポリイミド樹脂皮膜を前記芯体から剥離する剥離工程と、を有するポリイミド樹脂無端ベルトの製造方法であって、前記焼成工程前の前記ポリイミド前駆体皮膜の、熱重量分析法による加熱減少率が35〜50質量%であり、且つ前記焼成工程における昇温速度が5℃/min以下であることを特徴とするポリイミド樹脂無端ベルトの製造方法。
(もっと読む)
管状物体及びその製造方法
【課題】管状物体のとくに外面の動摩擦係数を下げ、耐久性が高く、製造コストの安い管状物体及びその製造方法を提供する。
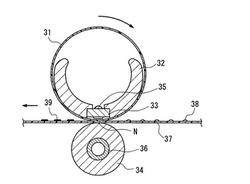
【解決手段】ポリイミドとフッ素樹脂粒子とを含む混合物が成形され加熱硬化された管状物体(31)であって、前記管状物体(31)の表層近傍に存在する少なくとも一部のフッ素樹脂粒子は、前記管状物体の外面又は内外面に溶融流動して析出し、部分的又は全面にフッ素樹脂被膜を形成している。この管状物体(31)は、ポリイミド前駆体溶液にフッ素樹脂粒子を添加した混合溶液を金型外面に塗布し所定の厚みにキャスト成形し、加熱してイミド化し、前記イミド化の最高温度をフッ素樹脂の融点を越える温度とし、冷却後、前記金型と管状物体を分離することにより製造できる。
(もっと読む)
熱硬化性樹脂製無端ベルト、及びその製造方法

【課題】 熱硬化性樹脂皮膜を形成する際の加熱反応時における膨れの発生を防止すると共に、円筒状芯体からの剥離を容易にすることが可能であり、安定した収率が得られる熱硬化性樹脂製無端ベルトの製造方法を提供する。
【解決手段】 熱硬化性樹脂溶液を、円筒状芯体表面に塗布して塗膜を形成する塗膜形成工程と、該塗膜を乾燥し、加熱反応させて皮膜を形成する熱硬化性樹脂皮膜形成工程と、加熱反応後の皮膜を、円筒状芯体から剥離する熱硬化性樹脂皮膜剥離工程と、を有する熱硬化性樹脂製無端ベルトの製造方法であって、前記円筒状芯体は、前記熱硬化性樹脂溶液が塗布される箇所における円筒状芯体の軸方向両端部に凹凸形状が設けられ、かつ、前記凹凸形状は、該凹凸形状が設けられた領域における円筒状芯体の軸方向の中央部側縁部から端部側縁部へ、気体の流通が可能な構造となっており、更に、前記凹凸形状が設けられた円筒状芯体表面に離型剤層を形成する。
(もっと読む)
無端ベルトの製造方法及び製造装置
【課題】 複数の円筒状芯体を用いてこれらの表面に皮膜形成用の樹脂溶液を塗布して無端ベルトを作製する際、円筒状芯体の直径が多少ばらついていても、得られる無端ベルトの周長が一定になるような無端ベルトの製造方法及び製造装置を提供することである。
【解決手段】 温度t0における円筒状芯体の外径R0を計測する工程、樹脂溶液を円筒状芯体表面に塗布し樹脂塗膜を形成する樹脂塗膜形成工程と、該樹脂塗膜を加熱乾燥及び/または加熱反応させて樹脂皮膜を形成する樹脂皮膜形成工程と、該樹脂皮膜を前記円筒状芯体から剥離する樹脂皮膜剥離工程とを有する無端ベルトの製造方法であって、前記樹脂皮膜形成工程において、円筒状芯体の最高加熱温度tが式(1)を満たすように温度制御されることを特徴とする無端ベルトの製造方法である。
L−πR0=πaR0(t−t0) ・・・ 式(1)
(もっと読む)
水溶性ポリウレアウレタン分散液を含む物品
水に分散させたポリウレタン粒子を使用して、他の材料で作製された手袋に比べて皮膚に対する化学的および生物学的アレルギー反応の可能性が低減され、耐破壊性および耐引裂性が改善された商品を作製することができる。 (もっと読む)
無端ベルトの製造方法、及び該製造方法に用いる装置
【課題】 高い生産効率で無端ベルトを製造する無端ベルトの製造方法、及び該製造方法に用いる装置を提供する。
【解決手段】 芯体を、該芯体の外径より大きい内径の円孔を有する環状体が液面上に設置された塗液に浸漬させた後、該芯体の軸方向を鉛直方向に配置し、該塗液から相対的に上昇させて前記円孔を通過させることにより、塗膜を芯体の外表面に形成する塗膜形成工程と、前記芯体の外表面に形成された塗膜を少なくとも加熱乾燥することにより、前記芯体の外表面に被膜を形成する被膜形成工程と、前記芯体の外表面に形成された被膜を芯体から抜き取る被膜抜き取り工程と、を有する無端ベルトの製造方法であって、少なくとも前記塗膜形成工程において塗液に浸漬させる前の芯体を、その軸方向を鉛直方向に配置し、中心軸を中心に回転が可能な状態で保持することを特徴とする無端ベルトの製造方法及び装置。
(もっと読む)
無端ベルトの製造方法
【課題】 芯体と樹脂皮膜端部との間に間隙を設けることが可能で、不良を発生させずに芯体から無端ベルトを容易に抜き取ることできる無端ベルトの製造方法を提供する。
【解決手段】 皮膜形成樹脂溶液を芯体表面に塗布して塗膜を形成し、該塗膜を加熱乾燥して樹脂皮膜を形成した後、該樹脂皮膜を芯体から抜き取る無端ベルトの製造方法であって、前記加熱乾燥して樹脂皮膜を形成した後で、前記樹脂皮膜を芯体から抜き取るまでに、前記樹脂皮膜の両端部の少なくとも一部と前記芯体との間に間隙を設ける間隙形成処理を施し、当該間隙に気体を吹き込み、前記芯体から前記樹脂皮膜を抜き取ることを特徴とする無端ベルトの製造方法である。
(もっと読む)
ポリイミド樹脂前駆体溶液の塗布方法、ポリイミド樹脂無端ベルトの製造方法
【課題】そこで、本発明は、PI樹脂前駆体溶液の劣化を防止しつつ塗布可能なPI樹脂前駆体溶液の塗布方法、及びこれを利用したPI樹脂無端ベルトの製造方法を提供することを目的とする。
【解決手段】 容器18内に不活性ガスと共に充填されたポリイミド樹脂前駆体溶液14を容器18内から吐出して、被塗布物(芯体10)表面に塗布するポリイミド樹脂前駆体溶液の塗布方法。そして、これを利用してPI樹脂無端ベルトの製造する。
(もっと読む)
透明ポリイミド複合管状物およびその製造方法
【課題】
優れた光透過率と機械的特性および耐薬品性を有し、気泡などの欠陥がなく背面露光感光ドラムの透明支持体あるいは転写、定着など電子写真方式の画像成形装置等の部材に有用な透明なポリイミド複合管状物、及びこのポリイミド複合管状物を低コストで簡易的に製造できる方法を提供すること。
【解決手段】
機械的特性の高い内層及び光透過率の高い外層からなる少なくとも2層のポリイミド樹脂被膜からなる管状物であって、前記被膜の光透過率が波長550nmにおいて50%以上であり、引張強度が15kgf/mm2以上、引張弾性率が350kgf/mm2以上の特性を有する透明ポリイミド複合管状物及びその製造方法。
(もっと読む)
透明ポリイミド管状物及びその製造方法
【課題】
ポリイミド前駆体溶液を出発物として製造するポリイミド管状物において、管状物被膜中に残存する気泡(ボイド)、あるいはガス溜まりによる膨れや偏肉など、直接的に光の透過率や、機械的特性へ悪影響をおよぼす多くの問題を解決すること。
【解決手段】
被膜の水蒸気透過率が10〜50g/m2・24hrの範囲にあり、その原料は化学式(A)又は化学式(B)から選ばれる少なくとも1種のジアミン又はその誘導体と、少なくとも1種のテトラカルボン酸二無水物又はその誘導体とを、極性溶媒中で反応させてなるポリイミド前駆体溶液であって、この溶液をイミド化させて得られる透明ポリイミド管状物。
(もっと読む)
低表面抵抗率のディップ成形品
本発明は、表面抵抗率が低く、さらに超純水で洗浄した後においても、従来品より表面抵抗率が低いディップ成形品に関する。本発明のディップ成形品は、20℃、相対湿度65%の雰囲気下で測定される表面抵抗率が107〜1010Ω/squareである。本発明のディップ成形品は、表面抵抗率が低いので、精密電子部品製造用および半導体部品製造用の手袋として好適に使用できる。 (もっと読む)
アクリル系プラスチゾル組成物及び成形品
【課題】低粘度で高い粘度経時安定性を有し、かつブリードの無い均一で柔軟な薄膜が得られ、耐ブロッキング性、耐熱性、難燃性において優れた成形品を得る事ができる浸漬成形法に好適なアクリル系プラスチゾル組成物を提供する。
【解決手段】アクリル系重合体微粒子(P)及び可塑剤(A)を含むプラスチゾル組成物において、アクリル系重合体微粒子(P)がコア/シェル構造を有する一次粒子から成り、該一次粒子の平均粒子径が300nm以上であり、かつ互いに反応する官能基の一方を該一次粒子のコア重合体に導入し、他方をシェル重合体に導入したアクリル系プラスチゾル組成物;並びに、このアクリル系プラスチゾル組成物を用いて浸漬成形法により成形された成形品。
(もっと読む)
無端ベルトの製造方法
【課題】簡易且つ合理的で、短時間に無端ベルトを得ることができる無端ベルトの製造方法を提供すること。
【解決手段】例えば、溶融状態で押出し成形や遠心成形、ポリマー溶液又はポリマーアロイの溶液の塗布又は流延して、耐熱樹脂からなる無端ベルトを得る場合、その耐熱性樹脂中に光熱変換材料を添加し、製造過程において、少なくとも1回の光照射を行い光熱変換材料を発熱させる。また、耐熱性樹脂の前駆体溶液を用いて、耐熱性樹脂からなる無端ベルトを得る際には、この前駆体溶液に予め光熱変換材料を添加しておき、その製造過程において少なくとも1回の光照射を行い光熱変換材料を発熱させる。
(もっと読む)
無端ベルトの製造方法、無端ベルト、および定着装置
【課題】 長手方向に亘り外径の均一性が高い無端ベルトを提供する。
【解決手段】 円筒状芯体101の外表面に、耐熱性樹脂の前駆体溶液を所定の膜厚で塗布して、前駆体溶液の塗膜を形成する塗布工程と、円筒状芯体101の内部に加熱された気体を送風し、塗膜を乾燥させる乾燥工程と、乾燥工程後の塗膜を焼成して耐熱性樹脂皮膜を形成する焼成工程とを含んでいる。
(もっと読む)
電子写真用ローラの製造方法および電子写真用ローラ
【課題】 被覆層に塗膜ムラのない均一な画像特性を有する電子写真用ローラの製造方法およびこの方法で製造した電子写真用ローラを提供する。
【解決手段】 導電性軸芯体上に少なくとも導電性弾性および被覆層を順次積層する電子写真用ローラの製造方法において、該被覆層の積層工程が、平均粒径3μm以上30μm以下の絶縁性粒子を含有する塗工液へ被塗工物を浸漬しその後引き上げるディップ塗工により塗工層を形成する塗工工程を含み、該塗工工程が、該塗工物の浸漬および引上のいずれの工程も塗工層上部より該塗工液が常にオーバーフローする条件のもとで、且つ以下の関係式を満たす条件のもとで行われることを特徴とする電子写真用ローラの製造方法。
0.5≦s≦2.5 (1)
B/s≧3 (2)
(式中、Bは、塗工槽の塗工液流路の断面積[cm2]を表し、sは被塗工物の浸漬断面積[cm2]を表す。)
(もっと読む)
電子写真用ローラの製造方法及び電子写真用ローラ
【課題】 ローラ状の被塗工物(基層ローラ)を長手方向を鉛直にして浸漬した後、これを引上げることにより被塗工物の周囲に塗膜(表面層)を形成する方法において、引上げ時のローラ上端部から中央部の範囲に、ムラや長手方向のスジ等の塗膜欠陥が発生せず、均一膜厚とする電子写真用ローラの製造方法及び電子写真用ローラを提供することにある。
【解決手段】 液粘度及び液温を一定に調整した塗料中に、ほぼ均一外径のローラ状の被塗工物の長手方向を鉛直にして浸漬した後、これを引上げることにより被塗工物の外周に塗膜を形成する方法であって、引上げ開始時はローラの上端部からローラ全長の2%長さ以内を引上げ最大速度の70%以下の一定速度で行い、その後の引上げを最大速度から減速度で行い、均一膜厚とすることを特徴とする電子写真用ローラの製造方法、この電子写真用ローラの製造方法を用いて製造されたことを特徴とする電子写真用ローラ。
(もっと読む)
ディップ成形品の製造に好適なポリマーラテックス
【解決手段】本発明は、ラジカル乳化重合によって作られたポリマーラテックスであって、少なくとも1つの共役ジエン成分に由来する構造単位を含有するポリマー粒子を含み、該ポリマー粒子は、最低でも50℃のガラス転移温度(Tg)を有する少なくとも1つの硬質相部分、および最高でも10℃のガラス転移温度(Tg)を有する少なくとも1つの軟質相部分を含み、ポリマー粒子の総重量に対して硬質相部分の総量が2〜40重量%であり、軟質相部分の総量が60〜98重量%であり、Tgは、ASTM D3418-03に従ってDSCで測定し、該ポリマーラテックスは、臨界凝集濃度として測定した電解質安定性(pH10で0.1%のラテックスの総固体含量を測定)が30mmol/l CaCl2未満であり、ディップ成型品の製造に特に好適なポリマーラテックスに関する。さらに、本発明は、このようなポリマーラテックスの製造方法、ディップ成型品の製造のための該ポリマーラテックスの使用、ディップ成型品の製造に好適な複合ポリマーラテックス組成物、ディップ成型ラテックス品の製造方法、およびそれによって得られるラテックス品に関する。 (もっと読む)
スラッシュ成形、回転成形またはディップ成形用のプラスチゾル組成物
【課題】 金型を用いるスラッシュ成形、回転成形、ディップ成形において、成形品の特性を損なう事なく、比較的低温で成形が可能であり、成形品からのブリードの発生が少なく、粘度安定性が優れたプラスチゾル組成物を提供する。
【解決手段】 本組成物は、ペースト用アクリル樹脂、好ましくはコアシェル構造のアクリル樹脂、ペースト用ポリ塩化ビニル樹脂、ヘキサヒドロフタル酸ジエステル系の可塑剤、および安定剤その他の添加剤を含むものである。
(もっと読む)
プラスチゾル組成物およびその成形品
【課題】優れた成形性を示し、機械的物性が優れた成形品を与えるプラスチゾル組成物を提供する。
【解決手段】重合体微粒子(P)を含むプラスチゾル組成物であって、25℃での粘度がせん断速度2.6sec-1において15Pa・s以下であり、その成形品の式(1)で表されるパラメーターI(T)が60℃〜100℃の範囲内において0.01以上であるプラスチゾル組成物;及びこのプラスチゾル組成物をスラッシュ成形法、ディップ成形法またはローテーション成形法により成形して得られる成形品。I(T)=G'(T)−5×106e-0.0189T(1)[G'(T)はプラスチゾル組成物を成形して得た成形品の温度Tにおける貯蔵弾性率(Pa)、温度Tは摂氏温度(℃)]
(もっと読む)
41 - 60 / 66
[ Back to top ]