
Fターム[4F205HK19]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形操作、装置 (1,357) | 成形操作 (1,023) | 制御、調整 (26)
Fターム[4F205HK19]に分類される特許
1 - 20 / 26
フィラメントワインディング装置
【課題】巻きデータの補正を簡易かつ自動で行うことのできるフィラメントワインディング装置を提供する。
【解決手段】巻きデータに基づく第1のライナー11に対する第1の巻き付け動作、及び第1の巻き付け動作による繊維束FA1、FB1の配置位置の実測値に基づいて、補正量を算出する。第2の巻き付け動作では、複数のガイド部43、44の位相差を補正する方向を仮にライナー周方向の第1の方向とし、第2のライナー12に繊維束Fを巻き付ける。この第2の巻き付け動作による繊維束Fの配置位置の実測値に基づいて、補正すべき方向が判明する。補正動作では、巻きデータに基づく複数のガイド部43、44の位相差を第2の巻き付け動作で判明した補正の方向と補正量に基づいて補正する。
(もっと読む)
フィラメントワインディング方法及びフィラメントワインディング装置

【課題】フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮する。
【解決手段】フープ巻き工程を行うフィラメントワインディング方法であって、フープ巻き工程は、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定する第1の工程と、第1の工程でライナー表面に端部を固定した繊維束をフープ巻きしていく第2の工程と、第2の工程でフープ巻きした繊維束をフープ巻きの終了位置においてライナー表面に固定する第3の工程と、第3の工程で繊維束を固定した位置よりも繊維束供給方向の上流側で繊維束を切断する第4の工程と、を含む。
(もっと読む)
高圧ガスタンクの製造方法と製造装置
【課題】ライナー外周に形成した繊維強化樹脂層の高Vfの抑制に有益な新たなタンク製造手法を提供する。
【解決手段】FW装置100は、ライナー10に樹脂含浸カーボン繊維Wを巻回するに当たり、繊維巻回の際の巻回張力を、後工程での熱硬化を図るための熱硬化炉200が設定する加熱状況(昇温速度)に対応する巻回張力に調整する。この巻回張力調整は、昇温速度が大きいほど小さくなるように張力調整部142にてなされる。これにより、ライナー10の外周には、張力調整部142にて調整された巻回張力で樹脂含浸カーボン繊維Wが巻回されて繊維強化樹脂層20が形成され、中間生成品タンク12が得られる。こうして得られた中間生成品タンク12は、熱硬化炉200が設定済みの加熱状況(昇温速度)で加熱を受けて熱硬化し、冷却養生を経て高圧水素タンク30が得られる。
(もっと読む)
フィラメントワインディング装置及びフィラメントワインディング方法
【課題】多給糸方法を用いてガスタンクに繊維を巻回する場合に口金付近の繊維層が厚くなるのを抑制する。
【解決手段】FW装置1は、タンク支持装置11と、ガスタンク2に対して繊維Aを供給しヘリカル巻きを行うヘリカル巻きヘッド12と、制御装置14を有する。ヘリカル巻きヘッド12は、ガスタンク2の周囲に同心円状に配置され、タンク軸方向Xに相対的に移動可能なガイドリング30と、ガイドリング30にタンク軸に対し放射状に設けられ、繊維Aをガスタンク2に向けて給糸する複数のガイド筒31と、ガイド筒31の給糸口32をタンク軸心方向Yに前後移動させる給糸口移動装置33と、を有する。制御装置14は、ガイドリング30がヘリカル巻きの折り返し位置にある時に、一部のガイド筒31の給糸口32のタンク軸心方向Yの位置が他のガイド筒31の給糸口32の位置よりも後方側になるように給糸口32の前後移動を制御する。
(もっと読む)
フィラメントワインディング方法、フィラメントワインディング装置及びタンク
【課題】多給糸方法を用いてヘリカル巻きを行う場合において、繊維の終端部の固定を簡単に行う。
【解決手段】本発明のフィラメントワインディング方法は、ガスタンク2の周囲の同心円上に配置されたヘリカル巻きヘッド12の複数の給糸部からガスタンクに繊維を給糸しながら、ガスタンク2をヘリカル巻きヘッド12に対しタンク軸方向Xに相対的に往復移動させてガスタンク2にヘリカル巻きを行い、ガスタンク2の最後の折り返し後、ガスタンク2の一方のドーム部2bと胴部2aに繊維を巻いて、繊維の巻回終端部A1を胴部2aの一の端部Pに位置させる工程と、フープ巻きヘッド13から胴部2aに繊維を給糸して、胴部2aのヘリカル巻きの上にフープ巻きを行う工程と、その後、繊維の巻回終端部A1のある胴部2aの一の端部Pにおいて、ヘリカル巻きヘッド12の給糸部に接続されている繊維Aを切断する工程と、を有する。
(もっと読む)
補強部材の製造方法および製造装置
【課題】均一な密度でかつ、補強繊維片が一定方向に配向された補強部材を製造できる補強部材の製造方法および製造装置を提供する。
【解決手段】一対のゴムシート間に補強繊維片層が介装されてなる補強部材の製造方法である。補強繊維を切断して複数の補強繊維片を作製する切断工程と、ゴムシート上に補強繊維片を散布して補強繊維片層を形成する散布工程と、ゴムシート上に他のゴムシートを供給して重ね合わせ、これらゴムシート間に補強繊維片層を介装させる供給工程と、これらゴムシート同士を互いに押付けて圧着する圧着工程とを含み、切断工程と散布工程とを連続して行うとともに、散布工程において補強繊維片を、上下方向にのみ開口するガイド体を介して散布するにあたり、ガイド体として、ゴムシートの長手方向に沿う幅が上端部より下端部で狭くかつ、上方から下方に向かい漸減する絞り部を有するものを用いる。
(もっと読む)
補強部材の製造方法および製造装置
【課題】補強繊維片同士の絡み合いの問題を生ずることなく、均一な密度の補強部材を製造することができる補強部材の製造方法および製造装置を提供する。
【解決手段】一対の帯状未加硫ゴムシート間に、補強繊維を所定長に切断した複数の補強繊維片からなる補強繊維片層が介装されてなる補強部材の製造方法である。補強繊維を切断して複数の補強繊維片を作製する切断工程と、長手方向に延びる帯状未加硫ゴムシートの一方の上方から、一方の帯状未加硫ゴムシート上に補強繊維片を散布して補強繊維片層を形成する散布工程と、一方の帯状未加硫ゴムシート上に、帯状未加硫ゴムシートの他方を供給して重ね合わせ、一方および他方の帯状未加硫ゴムシート間に補強繊維片層を介装させる供給工程と、一方および他方の帯状未加硫ゴムシート同士を互いに押付けて圧着する圧着工程とを含み、切断工程と散布工程とを連続して行う。
(もっと読む)
プリプレグテープ並びにテープ制御情報設定方法
【課題】プリプレグテープの貼着時に、様々な曲面に対応して皺無く貼着や積層を図ることを提供する。
【解決手段】テープ幅を等分した複数条のテープ分割体に分断され、三次元に湾曲した曲面に貼着されるプリプレグテープを用いる。このプリプレグテープの貼着に要するテープ制御情報のうち少なくとも一要素を設定するテープ制御情報設定方法は、プリプレグテープが貼着される曲面に設定されるレイアップパスを取得するレイアップパス取得ステップS1、S6と、レイアップパス取得ステップS1、S6で取得したレイアップパス上に演算開始点を設定する演算開始点設定ステップS101と、演算開始点を通り且つレイアップパスに対して曲面沿いに直交する横断ラインと、各テープ分割体が貼着される分割ゾーンの中心を通る縦断ラインとが交差する点にテープ制御点を設定するテープ制御点設定ステップS7とを備えている。
(もっと読む)
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体
【課題】強度および剛性の高い連続繊維複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる構造体であって、骨格線と交差する折り目を境界として連結された複数の部分面が連続した構造からなり、陪法線ベクトル角度について特定の関係を満足する特定の曲率を有することを特徴とする連続繊維複合材料構造体。
(もっと読む)
プリプレグテープの経路計算方法
【課題】様々な曲面に対応して皺無くプリプレグテープの貼着や積層を図ること。
【解決手段】任意の初期座標p0を始点として、プリプレグテープの面Sに予定されているプリプレグテープの貼着方向V(i)に沿う探索ベクトルSVを、所定の微小移動量Δaをスカラとして演算する探索ベクトル演算ステップS101と、演算された探索ベクトルSVの終点peから面Sに下ろした垂線の足ptemp1-3(i, j, k)を演算する垂足演算ステップS102とを含み、所定の終了条件が成立するまで、垂線の足ptemp1-3(i, j, k)と探索ベクトルSVの基点とに基づいて新たな探索ベクトルSVを演算するとともに、この新たな探索ベクトルSVに基づき、垂線の足ptemp1-3(i, j, k)を次の演算の始点として探索ベクトル演算ステップS101を繰り返すナビゲーティングステップS100〜S125を備える。
(もっと読む)
フィラメントワインディング装置およびフィラメントワインディング方法
【課題】ライナ等の被巻回部材の周囲に繊維束を平滑に巻回できるようにする。
【解決手段】繊維給糸口81を、軸回りに相対回転する被巻回部材20の軸方向に相対移動させ、繊維給糸口81から繊維束70を給糸して被巻回部材20の周囲に巻回するフィラメントワインディングの際、被巻回部材20の周囲に既に巻回された繊維束70を検出し、該検出結果に基づき、当該繊維束70の次に巻回する繊維束70の位置を制御する。繊維束70を検出する繊維束検出部82は、例えば、既に巻回された繊維束70を色により識別して検出するもの、あるいは、既に巻回された繊維束70の側部が形成する段差70gを検出するものである。
(もっと読む)
大型バレル部構成部品の製作のためのマルチヘッド自動化複合材料積層機
【課題】良好な特性の航空機部品製造装置を提供する。
【解決手段】
回転軸を有するツールのマンドレル表面における自動化された複合材料の積層のための航空機部品製造装置は、複数の材料搬送ヘッドを支持する機械的支持構造を含む。ツールは、機械的支持構造に対して移動可能かつ回転可能である。ツールのマンドレル表面全体に複合材料の経路を敷設するようにマンドレル表面が回転する間、機械的支持構造は、マンドレル表面に対する材料搬送ヘッドの軸方向並進に備える。複数の材料搬送ヘッドの各々の位置および移動は個別に調整可能である。アーム機構は、マンドレル表面に垂直な方向の各材料搬送ヘッドの運動、マンドレル表面に垂直な軸を中心とする回転、マンドレル表面に対する周方向の周方向位置調整、および他の材料搬送ヘッドに対する軸方向位置調整をもたらす。
(もっと読む)
樹脂付着装置
【課題】繊維表面に付着した瞬間の樹脂の粘度上昇を抑制し、噴射された樹脂を繊維へ含浸させ易くすることができる樹脂付着装置を提供する。
【解決手段】樹脂付着装置60は、走行装置11のローラ11aと液滴噴射装置10の第1ヘッド20との間に予熱装置50と温度検出手段である温度センサ44とを備えている。熱源体43から発生する熱により予熱ガイド41の表面が温められる。そして、温められた予熱ガイド41の表面に接触している繊維1が温められる。制御部55は、温度制御手段により、温度センサ44からの検出信号に基づいて熱源体43のオン/オフを制御し、樹脂付着前の繊維1が、所定の表面温度に維持されるように予熱装置50を制御する。
(もっと読む)
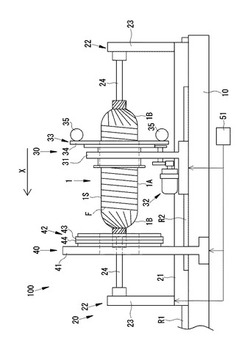
樹脂付着装置
【課題】フィラメントワインディング成形における樹脂付着装置において、繊維割れにより繊維束に的中させることができなかった樹脂を、繊維束に付着させる。
【解決手段】複数の樹脂噴射用ノズル29a・29bを有する液滴噴射装置11と、ノズル29a・29bと所定の対向間隔を置いて繊維束100を走行させる走行装置10と、を具備し、走行する繊維束100の表面に向けて液滴噴射装置11によって樹脂8(主剤12及び硬化剤15)を噴射することで、繊維束100に樹脂8を付着させるフィラメントワインディング成形における樹脂付着装置5であって、繊維束100を挟んでノズル29a及びノズル29bと対向する位置に繊維束100の裏面と近接するように配置される樹脂受け部40a・40bを具備した。
(もっと読む)
フィラメントワインディング装置
【課題】繊維束の巻付角度が異なるヘリカル巻処理を能率よく行えるフィラメントワインディング装置を提供する。
【解決手段】基台1に立設される固定フレーム20と、ヘリカル巻ヘッド21などでヘリカル巻装置4を構成する。ヘリカル巻ヘッド21は、マンドレルMの軸心に沿って隣接配置される2個のガイドリング27・28と、各ガイドリング27・28の周方向に等間隔おきに配置される一群のガイド筒31を含む。各ガイドリング27・28は周方向へ相対回転自在に連結する。さらに位相切換構造32で、各ガイドリング27・28におけるガイド筒31の位相位置が一致する第1状態と、ガイド筒31の位相位置が周方向へ均等にずれる第2状態との間で切り換え可能に構成する。第1状態において、各ガイドリング27・28に装着したガイド筒31の筒出口31aを接近配置する。
(もっと読む)
フィラメントワインディング成形における樹脂含浸量測定方法と樹脂含浸量測定装置
【課題】樹脂含浸部をフィードバック制御するフィラメントワインディング成形において、繊維に対する樹脂含浸量を精密且つ連続的に測定することが可能な樹脂含浸量測定方法とその装置を提供する。
【解決手段】樹脂Pが含浸された繊維Fの静電容量を計測し、この計測結果に基づいて、繊維に含浸されている樹脂量を測定する。具体的には、静電容量センサ21を構成する2枚の並行平板24・24の間を、樹脂Pが含浸された繊維Fを非接触で走行させて静電容量の変化を計測することにより、繊維Fに含浸されている樹脂量を連続的に測定する。
(もっと読む)
フィラメントワインディング装置
【課題】マンドレルに対する繊維束のワインディング処理を短時間で能率よく行うことができ、しかもドーム部に対する繊維束の巻き付けを整然と行えるフィラメントワインディング装置を提供する。
【解決手段】マンドレルを支持する支持台と、マンドレルへ向かって繊維束を供給案内するヘリカル巻ヘッドを備えている。ヘリカル巻ヘッドはガイドリングと、ガイドリングの周面に放射状に配置される一群のガイド筒と、ガイド筒を筒軸心方向に沿って往復操作する筒操作機構とを備えている。マンドレルのドーム部と対向する状態において、ガイド筒を筒操作機構でドーム部の周面へ向かって接近操作する。以て、ドーム部における繊維束の巻付位置とガイド筒との間の距離を小さくし、繊維束を適正な巻付軌跡に従って整然と巻き付けられるようにする。
(もっと読む)
成形体製造方法、成形体製造システム
【課題】繊維束に対する樹脂の含浸量を制御する。
【解決手段】(a)に示すように、複数の繊維が束ねられた繊維束60,62,64は、表面に樹脂が付着した含浸ロール23に押し付けられて回転移動することで、樹脂を含浸される。各繊維束の幅は、(b)(c)のように拡げることが可能である。そして、幅を拡げるほど、繊維束と樹脂との接触量が増大し、これにより樹脂の含浸量も多くなる。例えば、高圧タンクを成型する場合、内層側に巻回する繊維束に対しては幅を拡げて樹脂の含浸を行い、外層側に巻回する繊維束に対しては幅を狭めて樹脂の含浸を行う。
(もっと読む)
FRP成形体の製造方法及び加熱装置
【課題】繊維強化プラスチック層の内層の高Vf化を抑制できるFRP成形体の製造方法及びそれに用いられる加熱装置を提供する。
【解決手段】FRP成形体の製造方法は、マンドレル10の周囲に樹脂含浸繊維層11を形成する工程(a)と、該樹脂含浸繊維層の厚さ方向に、外層側が高温で内層側が低温となる温度勾配を生じさせた状態で、樹脂含浸繊維層11を昇温させる工程(b)とを備える。また、加熱装置は、加熱炉30と、周囲に樹脂含浸繊維層11が形成されたマンドレル10を加熱炉内において支持する支持部32と、加熱炉内を加熱するヒータ31と、加熱炉内に配置されるマンドレル内に冷媒を循環させる冷媒循環機34とを備える。
(もっと読む)
繊維強化プラスチックの成形状況モニタリング方法
【課題】FRPの成形において、成形中の液状体の含浸状況を経時的に正確にモニタリングし、未含浸部が残存せず厚さが均一な良好な成形体を得ること。
【解決手段】成形型内に配置した板状の強化繊維基材への液状体の含浸過程において、前記強化繊維基材の第1の面の側から周波数400〜600kHzの音波を送信し該強化繊維基材の第2の面の側で、前記音波を受信し、受信する音波強度の変化により該液状体の含浸状況を検出し、かつ、受信する音波の送信から受信までに要した時間から該液状体が含浸した前記強化繊維基材の厚さを測定することを特徴とする、繊維強化プラスチックの成形状況モニタリング方法。
(もっと読む)
1 - 20 / 26
[ Back to top ]