
Fターム[4F206AA25]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ポリエステル(←PET) (552) | ポリブチレンテレフタレート(PBT) (99)
Fターム[4F206AA25]に分類される特許
81 - 99 / 99
熱可塑性樹脂組成物、それを用いた熱可塑性樹脂組成物成形品、及び熱可塑性樹脂組成物の製造方法
【課題】 より高度な低温耐衝撃性を発揮することが可能な熱可塑性樹脂組成物、その熱可塑性樹脂組成物の製造方法、並びに、それを用いた熱可塑性樹脂組成物成形品を提供すること。
【解決手段】 (A)成分:飽和ポリエステル樹脂、
(B)成分:酸基としてカルボキシル基又は酸無水物基を有するエチレン−α−オレフィン系共重合体、及び、
(C)成分:エチレンとアクリル酸エステル及び/又はメタクリル酸エステルと不飽和カルボン酸グリシジルエステルとの共重合体、
からなり、(A)成分の含有量が30〜80質量%であり、(B)成分と(C)成分との含有量があわせて20〜70質量%であり、(B)成分と(C)成分との含有比率((B)成分/(C)成分)が質量基準で20/1〜2/1であり、且つ、(C)成分の含有量が15質量%以下であることを特徴とする熱可塑性樹脂組成物。
(もっと読む)
食器類

【課題】耐熱性に優れた食器類を提供する。
【解決手段】ポリエチレンテレフタレートとポリブチレンテレフタレートの2種の樹脂と、全量に対して1〜15質量%のメタクリル樹脂と、全量に対して5〜30質量%の無機フィラーを含有するポリエステル成形材料で成形された素地成形品1の表面に、ポリエチレンテレフタレート製のインサートフィルム2をインサート接着する。熱湯による煮沸や電子レンジによる加熱で変形したり、表面が白くなったりすることがなくなる。
(もっと読む)
高密度ガラスグラニュールから複合材料部品を製造する方法
本発明は、長いガラス繊維で強化された熱可塑性マトリックスから形成された複合材料部品を製造する方法に関する。本発明の方法は、材料と強化剤を供給する一軸スクリューを含む装置によって行われる射出成形または射出圧縮成形工程を含む。その方法は、強化繊維は、ガラス密度が90〜99.5%、好ましくは95〜99%かつ長さと直径(L/D)比がmmで表したL未満である、長い切断繊維グラニュールの形で、装置に導入される。本発明は、また、その方法を用いて得られた複合材料部品にも関する。 (もっと読む)
ポリマーアロイ
【課題】本発明は、ポリブチレンテレフタレート樹脂を含むポリマーアロイを用い、特にノッチ付き衝撃試験における優れた耐衝撃性を活かして、有用に使用することのできる各種成形品を提供することをその課題とする。
【解決手段】少なくともポリブチレンテレフタレート樹脂を含む、2種以上の熱可塑性樹脂からなるポリマーアロイであり、前記ポリマーアロイ中に存在するポリブチレンテレフタレート樹脂のラメラ結晶を任意に100本選択した際のラメラの長軸方向の平均長さが100nm以下であることを特徴とするポリマーアロイ。
(もっと読む)
樹脂成形品の製造方法及び樹脂成形品

【課題】
樹脂燃料タンクとの溶着に必要な厚さを十分に確保でき、接着不良や燃料不透性の低下を防止する樹脂成形品の製造方法及び樹脂成形品を提供する。
【解決手段】
この樹脂成形品の製造方法は、第1型枠10のキャビティ11a内に、樹脂燃料タンクに溶着可能な第1樹脂材料を射出して溶着部材50を成形し、第2型枠20に密接するように第1型枠10を相対移動し、第2型枠20のキャビティ21a内に第2樹脂材料を射出して溶着部材50に固着させると共に、本体40の外層部41を成形し、更に第2型枠20内に燃料不透過性の第3樹脂材料を射出し、外層部41内に内層部42を成形する。これによれは、溶着部材50と本体40とが別々に成形されるので、溶着部材50の溶着時に必要な厚さを十分に確保して、接着不良や燃料不透性の低下を確実に防止する。
(もっと読む)
熱可塑性樹脂組成物
【課題】極めて優れた機械物性、成形性(厚肉成形性及び中空成形性)を有するとともに、色調外観および溶融滞留安定性に優れ、例えば、自動車部品材料、電気電子材料、産業資材、工業材料、家庭用品などの成形材料として好適に使用することのできる熱可塑性樹脂組成物の提供。
【解決手段】(A)ポリトリメチレンテレフタレート1〜99重量部とポリトリメチレンテレフタレート以外の(B)ポリアルキレンテレフタレート99〜1重量部を含む熱可塑性樹脂組成物であって、該熱可塑性樹脂組成物の溶融滞留安定性が下記i)及びii)の条件を満たす、上記熱可塑性樹脂組成物。i)(A)成分の融点(Tm)の平均低下速度が0.1℃/min以下ii)結晶化温度(Tc)の平均低下速度が0.5℃/min以下。
(もっと読む)
装飾プレートの製造方法
【課題】射出成形時にジェッティングが起こり難く、外観の優れた装飾プレートが得られる装飾プレートの製造方法の提供。
【解決手段】装飾プレート5を厚さ方向に第1層5Aと第2層5Bとに分けて二重成形により製造する方法であって、第1層5Aは周縁に第2層5Bに向けて厚さ方向に突出した第1ゲート突出部55Aを備え、第2層5Bは周縁に第1層5Aに向けて厚さ方向に突出した第2ゲート突出部55Bを備え、第1層5Aを成形する一次成形型及び第2層5Bを第1層5Aに積層成形する二次成形型N2を用い、一次成形型の一次成形ゲートG1を第1層5Aの第1ゲート突出部55Aに配置して一次成形ゲートG1から合成樹脂を第2層5Bの中心部に対応する位置に向けて射出して第1層5Aを成形し、第1層5Aが成形された後、二次成形型N2の二次成形ゲートG2を第2層5Bの第2ゲート突出部55Bに配置して二次成形ゲートG2から合成樹脂を第1層5Aの中心部に対応する位置に向けて射出して第2層5Bを第1層5Aに積層成形する。
(もっと読む)
リード端子付部品の製造方法
【課題】 表面処理金属線と本体との密着性を向上させて、フラックスがリード端子付部品の内部へ浸入することによる不良の発生を防ぎ、信頼性の高いリード端子付部品が得られる製造方法を提供する。
【解決手段】 半田付けすることにより取付部材に取り付けられるリード端子付部品の製造方法であって、リード端子3、4となる金属線の表面をトリアジンチオール系表面処理剤で処理して表面処理層を有する表面処理金属線を形成する前処理工程と、前記表面処理金属線を金型内の所定位置に配置して前記金型内に加熱溶融された樹脂を注入することにより、前記表面処理金属線と一体化形成された本体2を形成する成形工程とを備えるリード端子付部品の製造方法とする。
(もっと読む)
ラベル付きインモールド成型体およびインモールド用ラベル
【課題】ラベル付きインモールド成型体の成型体に対するラベルの密着性とデラベリング性を両立させること。
【解決手段】熱可塑性樹脂を含む基層(A)と、熱可塑性樹脂と水溶性バインダーを含むヒートシール層(B)とを含むインモールド用ラベル(C)が成型体(D)に付されたラベル付きインモールド成型体(E)であって、該ラベル付きインモールド成型体(E)を40℃の水に4日間浸してもインモールド用ラベル(C)と成型体(D)が剥離しないことを特徴とする。
(もっと読む)
ラベル付きインモールド成型体およびインモールド用ラベル
【課題】ラベル付きインモールド成型体の成型体に対するラベルの密着性とデラベリング性を両立させ、装飾性を改善すること。
【解決手段】 熱可塑性樹脂を含む基層(A)、ヒートシール層(B)および印刷層(C)を順に有するインモールド用ラベル(D)が成型体(E)に付されたラベル付きインモールド成型体(F)であって、印刷層(C)の印刷面積がラベル全体の1〜90%であり、かつ、ラベル付きインモールド成型体(F)を80℃の1.5重量%水酸化ナトリウム水溶液に15分間浸したとき、インモールド用ラベル(D)が成型体(E)から剥離することを特徴とする。
(もっと読む)
ポリエステル樹脂プリフォーム又は容器の溶融成形方法
【課題】 ポリエステル樹脂容器の成形において、高価で容器の着色をもたらすメタキシリレン基含有ポリアミド樹脂のようなアルデヒド類低減剤を使用せずに副生物のアルデヒド類の生成を抑止する事を課題とする。
【解決手段】 ポリエステル樹脂を溶融成形するに際して、溶融成形機内の樹脂供給部12の側壁に開口部13を設け、開口部13を通じて樹脂供給部と樹脂溶融部を、減圧状態又は不活性ガス雰囲気状態による酸素濃度低減雰囲気状態にして、樹脂材料を供給し溶融してプリフォーム又は容器を成形する。
(もっと読む)
ポリエステル予備成形体の製造方法およびポリエステル延伸成形体の製造方法
【課題】 成形時のアセトアルデヒドの生成が抑制され、かつ透明性に優れ、耐圧性あるいは耐熱寸法安定性に優れた中空成形体用の予備成形体を高速成形により効率よく生産する製造方法およびそれからなるポリエステル延伸成形体の製造方法を提供する。
【解決手段】 少なくとも2種の、主としてエチレンテレフタレートを主繰返し単位とするポリエステルを主成分として含むポリエステル組成物を成形して成るポリエステル予備成形体の製造方法であって、該製造方法は、ポリエチレンテレフタレート50重量部とポリエチレンナフタレート50重量部とからなる成形条件把握用混合物を成形して得られる成形体のランダム度(R)が0.50以下となる溶融成形条件において、前記ポリエステルの少なくとも2種間の極限粘度の差が0.05〜0.30デシリットル/グラムの前記ポリエステル組成物を混練および成形することを特徴とするポリエステル予備成形体の製造方法。
(もっと読む)
ICカードの製造方法
【課題】 ICカードを高強度化するとともに、製造コストを低減し、信頼性を向上する。
【解決手段】 熱可塑性樹脂からなるケース2にIC本体4が搭載され、熱可塑性樹脂からなる封止部3によって封止され一体化されて、ICカード1が製造される。IC本体4は、裏面に外部接続端子6が形成された配線基板5と、配線基板5の表面上に実装されボンディングワイヤ9および配線10を介して外部接続端子6に電気的に接続された半導体チップ7と、半導体チップ7およびボンディングワイヤ9を覆うように形成された熱硬化性樹脂からなる封止部8とを有している。封止部3は、外部接続端子6が露出するように形成される。
(もっと読む)
エネルギー吸収物品
【課題】現在の車両スタイリング傾向の要件を満たしながら今日の厳しい安全基準に適合させるため、軽量で体積が小さいと共に、現在入手できるエネルギー吸収装置より良好な変形抵抗性及び高い衝突衝撃エネルギー吸収性を有するエネルギー吸収装置を提供する。
【解決手段】約1mmを超えるサイズを有する複数の膨張性構造物10を含んでなる物品。この物品100は、膨張性構造物に構造的に連結された1以上のセル境界20も含んでいる。セル境界は、膨張性構造物の変形に抵抗するように形成されている。自動車用エネルギー吸収器は、約1mmを超えるサイズを有する複数の膨張性構造物を含んでなる。
(もっと読む)
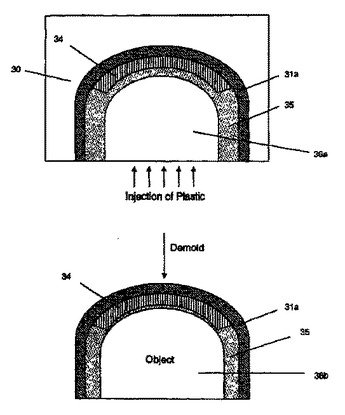
管状断面の構造部材
【課題】管状断面(1)の構造部材、特に流体路の構造部材であって、異なるスティフニス及び/又はクリープ強さを備える少なくとも2つの材料を有し、該材料は、熱可塑性合成材料(6、9、22、23)を含み、より大きいスティフニス及び/又はクリープ強さを備える材料(9)が、他方の材料(6)の中に埋め込まれる構造部材を提供する。
【解決手段】管状断面(1)は、連続する環状の表面(12)を有し、該表面は、構造部材の縦中央軸と同軸に延び、外側の材料(6)に対して予め決められた量の比率で環状の表面にわたって射出成形される材料と同じ材料(9、22、23)を有する、または、環状の表面(12)の40%から100%は、同じ射出成形材料から成り、環状の表面(12)の円周方向に均一な間隔で分布する。
(もっと読む)
金属と樹脂の複合体およびその製造方法
【課題】金属と樹脂を一体化接合し、結合が強固で、量産性があり、形状、構造の設計が自由にできる金属と樹脂の複合体とその製造技術の提供。
【解決手段】所定の形状に加工された金属形状物1の接合面5に微細凹凸層を有する多孔質の表面層を形成する。例えば、アルミニウム合金形状物、マグネシウム合金形状物を微細エッチング又は陽極酸化し、表面に微細凹凸層を有する多孔質の層を得る。これらを、水溶性アルコール溶液に浸漬し、アルコールを微細な多孔質の孔内に吸蔵させる。これらを射出成形金型にインサートし、ポリアルキレンテレフタレートを主成分とする熱可塑性樹脂組成物2を射出すると金属形状物と樹脂成形部は強力に接合し一体化した複合体4となる。
(もっと読む)
剛性部と関節状部分とから成るプラスチック射出成形部品およびその用途
本発明は、少なくとも1つの剛性領域(11)および少なくとも1つの可撓性弾性関節状領域(12)を有するプラスチック射出成形部品(10)に関する。前記射出成形部品は、剛性領域の近傍にある少なくとも1つの射出点(1)からコインジェクション成形される様々なプラスチック組成物から、1つのキャビティ内で生産され、一方の構成要素が剛性領域を過ぎて突出し、関節状領域を形成することを特徴とする。 (もっと読む)
埋込ディスプレイパネルを有する物品のインモールド製造
本発明は上面に埋め込まれたディスプレイパネルを有する物品およびその製造方法に関する。
 (もっと読む)
(もっと読む)
立体配線構造体の製造方法
【課題】 金属配線部材間での導通などの欠陥の極めて少ない高密度の立体的な配線構造を有する配線基盤を効率的で製造する。
【解決手段】 少なくとも一つの表面に絶縁性物質によるコーティング層が形成された金属製配線部材Hの複数を、配線部材どうしが接触する部分において配線部材間にコーティング層が介在される配線構造で、金型G内に組み込み、その後、樹脂成形材料Iを充填して一体化することにより、立体配線構造体を製造する。
(もっと読む)
81 - 99 / 99
[ Back to top ]