
Fターム[4F206AD09]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | シート状 (1,621) | ラベル、絵付け材 (397)
Fターム[4F206AD09]に分類される特許
141 - 160 / 397
加飾シート及びその製造方法
【課題】1層の金属光沢膜層により物品表面に複数種類の金属光沢を付与することができる加飾シートの製造方法を提供する。
【解決手段】基体シート上に金属光沢膜層を含む加飾層が形成された加飾シートの製造方法であって、金属光沢膜層の形成前において、表面張力が異なる第1及び第2領域を形成し、第1及び第2領域上に金属光沢膜層を構成する金属材料を蒸着する。
(もっと読む)
インモールド転写用ポリエステルフィルム
【課題】 絞りから中絞り用途の印刷工程において、熱寸法変化が良好で印刷性に優れ、低応力で容易に伸び、成形性良好であり、また低光沢感に優れた成形品を得ることができるポリエステルフィルムを安価に提供する。
【解決手段】 粒子を含有する層Aに隣接する層Bを有するポリエステルフィルムであって、層Bと層Aの融点の差△Tm(層Bの融点−層Aの融点)が5〜15℃の範囲であることを特徴とするインモールド転写用ポリエステルフィルム。
(もっと読む)
インモールドラベル容器の製造装置

【課題】 ラベルを金型に挿入して射出成形するインモールドラベル容器の製造装置に関し、薄いラベル材料であっても金型内における正確な位置決めを可能とする。
【解決手段】 ラベル61aが複数印刷されたロール状のラベル用材料6aを打抜形成部4aへ供給すると共にラベル61aの図柄に合わせて打抜形成し、該打抜形成したラベル61aを疑似コア3aで保持した後、該疑似コア3aでラベル61aを金型のキャビティ21aに挿入貼着してから金型のコア22aをキャビティ21aに挿入して射出成形するようにしたインモールドラベル容器の製造装置1aにおいて、打抜形成したラベル61aを打抜形成部4aにおいて疑似コア3aに貼着させるラベル貼着機構5aを備え、ラベル61aの打抜形成とラベル貼着機構5aによる疑似コア3aへの貼着とを打抜形成部4aにおいて並行するようにした。
(もっと読む)
インモールド成形品の製造方法
【解決課題】インモールド成形方法では成形品12を金型内から取り出し後に、ハードコート層3を硬化させるため、成形品12ごとUV、EB照射炉13に投入し所定のエネルギー量を照射する。その際、加飾フィルム7の転写部だけでなく射出樹脂11にもUV、EB光が当たり成形品12の射出樹脂部が劣化する原因となっていた。
【解決手段】可動型の型表面形状に沿わせて加飾フィルムを賦形させた後、金型を閉じて高温、高圧の射出樹脂を充填する前に金型内の加飾フィルムにUV、EB光を照射し加飾フィルムの光硬化型樹脂材料を硬化させる。本発明の方法により樹脂を射出後はUV,EB光を照射する必要がなく、成型品の劣化が防止できる。
(もっと読む)
インモールド加飾成形方法及び成形品
【課題】薄い肉厚を有する成型品の端縁を被覆することができるインモールド加飾成形方法及び成形品を提供する。
【解決手段】本発明のインモールド加飾成形方法は、加飾フィルムを提供するステップと、第一成形金型で成形品の表面に貼付可能な貼付部及び貼付部の辺縁から内側方向へ傾斜された被覆部を備えるように加飾フィルムを予備成形するステップと、被覆部の貼付部から離れている辺縁に沿って加飾フィルムを切断するステップと、凹部が形成された雌型及び雄型からなる第二成形金型を提供し、加飾フィルムを雌型の凹部内に装着するステップと、雄型と雌型とを型閉めした後、雄型の金型分割面で加飾フィルムを押圧するステップと、成形空間部内に溶融樹脂を射出して、成形品の表面及び端縁を加飾フィルムに貼付させるステップと、雄型と雌型とを型開きして成形品を取り出すステップと、を備える。本発明は、該方法によって製造された成形品を更に提供する。
(もっと読む)
加飾プラスチック成型品の製造方法
【課題】凹凸のある成型品であっても誘電体多層膜による加飾が可能な加飾プラスチック成型品の製造方法を提供すること。
【解決手段】平坦に配置したプラスチックフィルム上に蒸着法にて誘電体多層膜を成膜させて表面が加飾された加飾フィルム16をまず製造する。次いで加飾フィルム16を誘電体多層膜を成膜した面が溶融プラスチックとの接触面側となるように第1及び第2の金型片31,32からなるモールド内に配置し、モールド内に溶融プラスチック35を加圧充填し、その圧力で前記加飾フィルム16をモールド内面形状に応じて所定の凹凸形状に変形させる。そして、モールド内で溶融プラスチック35を保持し固化させることで加飾フィルム16と一体化した加飾プラスチック成型品としての蓋11を得るようにする。
(もっと読む)
インモールド加飾成形方法及び成形品
【課題】加工ステップが簡単であり、成型品の質量も安定したインモールド加飾成形方法及びその成形品を提供する。
【解決手段】本発明のインモールド加飾成形方法は、加飾フィルムを提供するステップと、フィルム移送装置で加飾フィルムをインモールド加飾成形金型の雌・雄金型との間に移送し、加飾フィルムを雌金型のキャビティの内壁に吸着させるステップと、雌・雄金型の金型分割面同士が接触しないように金型の1回目の型閉じをするステップと、成型樹脂を雌金型のキャビティに射出するステップと、雌・雄金型との2回目の型閉じをして、雄・雌金型の金型分割面同士を接触させ、加飾フィルムを切断してフィルム移送装置の上の加飾フィルムから脱離させるステップと、成型樹脂の射出を停止するステップと、金型を型開きして、加飾フィルムが貼付されている成形品を取り出すステップと、を備える。本発明は、インモールド加飾成形方法による成形品を更に提供する。
(もっと読む)
アクリル樹脂製加飾成形用シートの加熱成形方法及び積層成形品の製造方法
【課題】透明性及び耐成形白化性に優れ、加熱成形を施しても表面荒れ模様欠陥の発現抑制に優れるアクリル樹脂製加飾成形用シートの加熱成形方法及びその成形用シートを用いたインサート成形又はインモールド成形法による積層成形品の製造方法を提供する。
【解決手段】熱可塑性樹脂層(A−a)、並びにアクリルゴム含有重合体(A−b−1)又はアクリルゴム含有重合体(A−b−1)及び熱可塑性重合体(A−b−2)を含有するアクリル樹脂組成物(X)を構成成分とし、熱可塑性樹脂層(A−a)の熱変形温度(TA−a)よりも少なくとも5℃低い熱変形温度を有するアクリル樹脂層(A−b)を有するアクリル樹脂系積層フィルム(A)の熱可塑性樹脂層(A−a)側に絵柄層(B)及び基材シート(C)が積層されているアクリル樹脂製加飾成形用シートを特定温度で加熱成形するアクリル樹脂製加飾成形用シートの加熱成形方法及び積層成形品の製造方法。
(もっと読む)
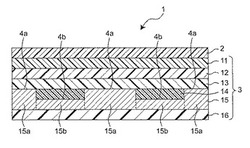
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】加飾樹脂成型品の最表面の層として転写される保護層が、電離放射線硬化性樹脂を含有し、かつ該保護層が架橋硬化されていても、加飾樹脂成型品に良好に転写され得る、射出成形同時転写加飾法に用いられる転写シートを提供すること。
【解決手段】基材11上に、離型層12、保護層13、絵柄層15及び接着剤層16をこの順に積層してなる射出成形同時転写用の加飾シート10であって、保護層13が熱可塑性樹脂と電離放射線硬化性樹脂を50:50〜95:5の比率(質量比)で含む樹脂組成物からなり、少なくとも基材11上に、離型層12、保護層13、及び絵柄層15を積層した後に、電離放射線を照射して、保護層13を架橋硬化することを特徴とする加飾シート10である。
(もっと読む)
加飾シート及び加飾樹脂成形品
【課題】インサート成形、射出成形同時加飾に好適な立体的な意匠を表出する加飾シート及びそれを用いた加飾樹脂成形品の提供。
【解決手段】透明基材フィルム11の上にヘアライン柄印刷層12を積層し、該ヘアライン柄印刷層をヘアライン調エンボス加工してなる加飾シート10、又は、着色基材フィルム14の上にヘアライン柄印刷層12を積層し、該ヘアライン柄印刷層をヘアライン調エンボス加工してなる加飾シート10及び該加飾シートを用いた加飾樹脂成形品。
(もっと読む)
突板インサート用フィルム及びその製造方法、突板インサート成形品の製造方法
【課題】 インサート成形時に突板が位置ズレしたり、埋没したりせず、又突板表面に吸引痕が残らない突板インサート用フィルム及びその製造方法、突板インサート成形品の製造方法を提供する。
【解決手段】 基材フィルムの片面に所定の外形パターンに切断された突板が感圧接着剤層にて貼着され、前記突板の表面に現れる模様によって構成される木目領域とその他の非木目領域とを有する突板インサート用フィルムを用い、これを射出成形金型内に前記基材フィルムとは反対面がキャビティ形成面に沿うように配置し、型閉め後、キャビティ内に成形樹脂を充填することにより前記突板インサート用フィルムと成形樹脂とが一体化した突板インサート成形品を得る。
(もっと読む)
多層フィルム
【課題】割れ難く、耐白化性に優れ、表面硬度が高く、耐光性に優れ、成形が容易な樹脂フィルムを提供する。
【解決手段】ポリカーボネート樹脂材料の層(A)の少なくとも一方の面に、メタクリル樹脂85〜100重量部、アクリルゴム粒子0〜15重量部、及び前記メタクリル樹脂及びアクリルゴム粒子の合計100重量部に対し紫外線吸収剤0.5〜10重量部を含有するメタクリル樹脂材料の層(B)を積層して、多層フィルムとする。その際、ポリカーボネート樹脂材料のガラス転移温度TgA(℃)とメタクリル樹脂材料のガラス転移温度TgB(℃)とが式:TgA−TgB<25℃を満たすようにする。
(もっと読む)
射出成形同時加飾用フィルム
【課題】ゲート流れによる艶差の発生を低減しつつ、良好な加飾成形品を製造しうる射出成形同時加飾用フィルム、及びこれを用いた加飾成形品を提供すること。
【解決手段】第一基材層と第二基材層とからなる基材層の第二基材層の表面に、絵柄層と接着剤層とが順に積層してなり、該第一基材層が艶消し剤を含み、該第二基材層が艶消し剤を含まないことを特徴とする射出成形同時加飾用シート、及びこれを用いた加飾成形品である。
(もっと読む)
射出成形同時加飾用フィルム
【課題】ゲート流れによる艶差の発生を低減しつつ、良好な加飾成形品を製造しうる射出成形同時加飾用フィルム、及びこれを用いた加飾成形品を提供すること。
【解決手段】第一基材層21と第二基材層22とからなる基材層2の第二基材層22の表面に、絵柄層3と接着剤層4とが順に積層してなり、該第一基材層21がアクリル系樹脂を含みかつアクリルゴムを含まない樹脂組成物からなり、該第二基材層22がアクリル系樹脂及びアクリルゴムを含む樹脂組成物からなることを特徴とする射出成形同時加飾用シート、及びこれを用いた加飾成形品である。
(もっと読む)
艶消し樹脂フィルム、これを用いた加飾フィルム、加飾シートおよび加飾成形品
【課題】成形時にマット層が割れ難く、かつ耐白化性に優れる艶消し樹脂フィルム、これを用いた加飾フィルム、加飾シートおよび加飾成形品を提供することである。
【解決手段】アクリル透明樹脂層の一方の面に、マット層が積層されてなる艶消し樹脂フィルムであって、前記マット層と前記アクリル透明樹脂層とが、共押出成形により積層され、かつ前記アクリル透明樹脂層が、メタクリル樹脂およびアクリルゴム粒子を明細書中に記載の割合で含む樹脂組成物からなり、前記アクリルゴム粒子は、明細書中に記載の単量体組成を重合させて得られる弾性重合体を有し、平均粒子径が100nm以下の弾性重合体粒子である。この艶消し樹脂フィルムを用いた加飾フィルム、加飾シートおよび加飾成形品である。
(もっと読む)
表示タグ及びその成形用型枠
【課題】 表示タグにあって表示部(プレート)と、それを吊持するための取り付けピンが別々に分離されているため、装着作業が煩わしかったという点であり、特に商品が活魚の場合、その対象も動くため容易に装着することができなかったという点、加えて、表示部(プレート)と係止用のT字バーを連続する支持ピンを一体化した場合、それを装着器具を使用するためランナー部材に一体装備したアッセンブリとした時、表示部(プレート)の向きがランナー部材の軸線方向と揃ってしまうと、表示部(プレート)への情報内容のプリントが極めて困難となってしまうという点である。
【解決手段】 商品に係止されるT字バー部と、そのT字バーから一体に延設されている支持ピン部と、その支持ピン部の先端に商品の内容、生態情報やブランドの情報を示す板状の表示プレートが一体に連接されていることとする。
(もっと読む)
立体形態見本およびその製造方法
【課題】本発明の解決しようとする課題は、短期間に、低コストに生産可能な立体形態見本とその製造方法を提案するものである。
【解決手段】模写すべき3次元形状物品の外観を現出するための画像を形成したプラスチックフィルムを、該3次元形状物品の形状に合わせて成形したものを、プラスチック成形品の表面に貼り合わせたことを特徴とする立体形態見本であり、プラスチックフィルムに画像を形成する第一の工程と、該プラスチックフィルムを予備成形する第二の工程と、成形されたプラスチックフィルムを切り抜き、射出成形金型内に設置して熱可塑性樹脂を射出成形することにより射出成形品と前記プラスチックフィルムとが一体となった部品を得る第三の工程と、これらの工程によって製造された複数の部品を組み立てて、立体形態見本を製造する第四の工程とからなることを特徴とする、立体形態見本の製造方法である。
(もっと読む)
内部に凹凸形状を有する化粧シートを付与した成型物の製造方法
【課題】化粧シートによる絵柄模様と凹凸による立体感を併せ持つ高意匠でかつ後工程や高価な設備が必要無い、内部に凹凸形状を有する化粧シートを付与した成型物の製造方法を提供すること。
【解決手段】射出成型用金型の内面へ化粧シートを配置して射出成型してなる化粧シートを付与した成型物の製造方法において、透明又は半透明の熱可塑性樹脂シートの裏面側に凹凸形状を付与し、前記凹凸形状を付与した裏面側に絵柄模様層を設け、前記凹凸形状の凹部に着色樹脂を充填し、射出成型用金型の内面の金型面へ前記透明又は半透明の熱可塑性樹脂層の表面側が接するように配置して射出成型してなることを特徴とする。
(もっと読む)
樹脂成形品及び樹脂製品製造用金型
【課題】インサート部材と加飾層とを併せ持つ意匠性に優れた樹脂成形品を得ること、及び、そのために用いる金型を得ることを目的とする。
【解決手段】本発明の樹脂成形品は、一部が樹脂部から露出した状態で樹脂部に埋設され、かつ、樹脂部に埋設される部位の少なくとも一部に、樹脂成形品の表裏方向に対して直角な方向に樹脂部と係合する係止部を設けたインサート部材4を備えると共に、樹脂部の表面に加飾層を備え、樹脂成形に際して、インサート部材4の表面を樹脂成形品の表面を形成する成形金型の所定の位置に配置する厚み方向位置決定部4Cを、インサート部材4の裏側に設けた。
(もっと読む)
酸素バリヤ成形容器及びその製造方法
実質的に酸素を透過しないプラスチック容器の製造方法であって、底酸素バリヤフィルムを用意し、底酸素バリヤフィルムはプラスチック容器の床の面積より大きい面積を有し、側壁酸素バリヤフィルムを用意し、側壁酸素バリヤフィルムは、プラスチック容器の側壁を実質的に包囲するよう寸法決めされ、かつプラスチック容器の側壁の長さより大きい長さを有している。型は、床及び側壁を有し、型は、床の下に延び、かつ側壁酸素バリヤの過剰長さを受入れるよう寸法決めされ、底酸素バリヤフィルムは、前記溝を横切って少なくとも部分的に延びるよう寸法決めされる。酸素バリヤフィルムは型内に置かれ、プラスチック容器がキャビティ内で射出成形される。耐酸素容器は、床を有する。床から側壁が延びる。酸素バリヤ材料は、床及び側壁に配置される。酸素バリヤ材料は、ナノシリケート及びナノクレーの一方である。 (もっと読む)
141 - 160 / 397
[ Back to top ]