
Fターム[4F206AD09]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | シート状 (1,621) | ラベル、絵付け材 (397)
Fターム[4F206AD09]に分類される特許
381 - 397 / 397
インモールド成形用ラベル
【課題】 強度と耐水性、及び接着強度に優れ、屋内外を問わず、水中でも用いることが出来、冷凍食品用容器、工業製品、各種薬品容器、製造工程管理用途、物流管理用途、通い箱などに使用可能であるインモールド成形用ラベル及び該ラベル付き熱可塑性樹脂コンテナを提供する。 このインモールド成形用ラベルは、ICラベルとしての機能を有し、かつ表面への印刷や印字が可能であり、また内部のICチップやアンテナが透けて見えてしまうというセキュリティ上の心配がない。
【解決手段】 インモールド成形に用いられるインモールド成形用ラベルであって、該インモールド成形用ラベルがヒートシール性層を有する熱可塑性樹脂フィルムと印刷可能な熱可塑性樹脂フィルムよりなり、該熱可塑性樹脂フィルムと熱可塑性樹脂フィルムとの間に非接触でデータを送受信するアンテナとICチップを有するインモールド成形用ラベル。
(もっと読む)
インモールド成形用導電性フィルム
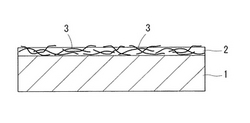
【課題】 射出成形や型押し成形や真空成形や圧空成形などの成形時に金型内にセットし、インモールド成形後の成形品に帯電防止性能、静電気除去性能、導電性能、電磁波シールド性能を付与するインモールド成形用導電性フィルムを提供する。
【解決手段】 合成樹脂基材1の片面に極細導電繊維3を含んだ導電層2が形成されたフィルムであって、導電層2が、極細導電繊維が凝集することなく分散して互いに接触しているか、或は、1本ずつ分離した状態で、もしくは、複数本集まって束になったものが1束ずつ分離した状態で分散して互いに接触していて、1.0〜5.0の成形倍率でインモールド成形された後の表面抵抗率が100〜1011Ω/□であるインモールド成形用導電性フィルムとする。
(もっと読む)
容器およびラベル

【課題】 本発明は、新規な容器を提供することを目的とする。
【解決手段】 本発明の容器は、射出成形により、容器本体1とラベル2が一体成形されるものである。ラベル2の長さを、容器本体1の側壁部1aの周囲長さよりも長くし、ラベル2の重畳部2bを設ける。重畳部2bにおける外側のラベル2と内側にラベル2の間には、接着剤層を設ける。接着剤層の材質としては、接着性および低温シール性に優れたものを用いる。製造工程において、接着剤層は、ラベル2の表示面2aまたは裏面の一端に形成する。ラペル2の表示面2aまたは裏面に、接着剤層を形成する方法としては、グラビアコート、ロールコートなどの方法を採用することができる。本発明の容器は、光、酸素、または水蒸気の透過を防止できる。
(もっと読む)
分割式フレームの結合法
【課題】近年、大型ディスプレイの登場で大型であるが故の様々な難点が付随している。この難点の解決にはフレームを分割して成形する方法が考えられるが、組立後ガタの無い且つ組立性の良いフレームの結合方法が求められる。
【解決手段】分割されたプラスチック成形の各フレーム部材が結合される両者間に配設された係止部、係合部、規制部と協働してX軸、Y軸Z軸各方向にガタの無い安定した結合を図るべく協働係合部を設ける。またX軸方向と直交するY軸方向およびZ軸方向の協働係合部は、双方の係合部に互いにY軸方向およびZ軸方向を規制する係合手段によりそれぞれの係合状態で各々の係合片にY軸、Z軸方向への撓みを与え、これらに撓みからの付勢力でX軸、Y軸、Z軸各々の軸の一方への位置決めを行う様に構成し、3次元でのガタ無し、面段差無しの方向規制を備えた分割フレームの結合方法
(もっと読む)
インサート成形方法及び成形装置
【課題】 インサート片の型抜き形成と樹脂の射出充填を、同一位置にて行う場合の課題を、隣接位置にて型抜き形成と樹脂の射出充填を別個に行うことで解決し、キャビティ形状や大きさに制限を受けない汎用性のあるものとする。
【解決手段】 パンチ12を備えたトリミング型1と固定型3とを並設し、両型と交互に型閉する可動型2を両型の対向位置に設ける。可動型2の吸着口22を有する型面とパンチ12とが位置するパンチ穴41を穿設したトリミングプレート4を可動型2とトリミング型1との間に設ける。型閉過程で、トリミングプレート4とトリミング型1との間の帯状インサート材9を、パンチ12とパンチ穴41によりインサート片に型抜し、パンチ先端面により型面と同一形状に加圧賦形する。インサート片を可動型2の型面に吸着したのち型開を行い、固定型3の対向位置に移動し、可動型2と固定型3とを型閉、充填によりインサート片との一体成形を行う。
(もっと読む)
ポリウレタン製品の製造方法および関連装置
成形装置および少なくとも一台の加熱アセンブリを備える装置に関するものであって、加熱アセンブリは、成形装置の外部に配置されて、金型内で行われる最終的な熱成形作業の前に、完成品の品質を向上させ、工程の柔軟性を高めて全サイクル回数の低減を図るためにフィルムの少なくとも一部分の加熱および予備成形処理を行うものである。 本方法は、フィルム(19)を金型の一部の領域に付着させるステップ、およびフィルム(19)の切片を金型の壁面に付着させる前にフィルム(19)の切片を加熱する加熱ステップを行う。加熱ステップは、金型外部の第1の位置と金型に関連する第2の位置との間の中間位置において移動可能な加熱アセンブリ(15)によって行われる。また、加熱ステップにおいて、フィルム(19)は部分的に予備成形される。  (もっと読む)
(もっと読む)
インモールド成形における窓部の製造方法及び射出成形金型の構造
【課題】合成樹脂シートを射出成形金型の中に装着した後、該金型を閉じて溶融樹脂を射出成形するインモールド成形において、このインモールド成形と同時に、成形品に窓部を形成することを可能としたインモールド成形における窓部の製造方法及び射出成形金型の構造を提供する。
【解決手段】インモールド成形において、合成樹脂シート2の窓部6の周縁9に該合成樹脂シート2の厚みが0.02〜0.15mmとなる凹部10を設け、しかる後に金型3を開いて成形品5を取り出してから窓部6の合成樹脂シート2を除去することを特徴とし、合成樹脂シート2の窓部6の周縁9に該合成樹脂シート2の厚みが0.02〜0.15mmとなる凹部10を設けるための射出成形金型3の部分が先端に平坦面11を有する刃型12を用いたものである。
(もっと読む)
加飾成形品及びその製造方法
【課題】金型のキャビティ内に充填される溶融樹脂が加飾シートの貫通孔から加飾シートの表面側へ流出するのを防止する。
【解決手段】表面部材101を加飾する加飾シート102の裏面に貫通孔102aを加飾シート102の裏面から閉塞し、かつ表面部材101との接着が可能なフィルム103が積層接着された状態に設けられているため、加飾成形品10を金型によりモールド成形するときに、加飾シート102に模様パターンを構成する多数の貫通孔102aが形成されていても、金型のキャビティに充填される溶融樹脂が加飾シート102の貫通孔102aから加飾シートの表面側へ流出するのを防止する。
(もっと読む)
樹脂成形品の成形方法および成形装置
【課題】 インモールド成形法により成形品基材表面に加飾表皮材を貼り付け一体化してなる樹脂成形品を成形するに際して、表皮材の破れや印刷層の剥離の無い良好な加飾表皮を備えた多層成形品を安定して得る。
【解決手段】 熱可塑性樹脂製のシート状ベース層に意匠面をなす印刷層を積層してなるシート状の表皮材を一対の成形金型の間にセットし、金型隙間が第1所定値となる初期型締め位置S1に可動型を位置設定させ、熱可塑性樹脂材料でなる成形品基材樹脂を表皮材の背面側から成形空間内に向かって供給した後、金型隙間が上記第1所定値よりも小さい第2所定値となる最終型締め位置まで可動型を所定の型締め速度で移動させた上で保圧し、その後、型開きすることを特徴とし、上記第1所定値が1〜50mmに設定され、上記所定の型締め速度が0.1〜50mm/秒に設定されている、ことを特徴とする。
(もっと読む)
主基材に対する装飾製品のインモールドラミネーション
露出前面、背面、シェルの背面に形成され接着された発泡層、及び前面及び背面を有するアップリケを有している好ましくは可撓性を有するプラスチック材料のシェルを含んでいる装飾トリムパネルに関する。アップリケは、外側シェルの露出前面の一部の形状を引き立たせるように形成される。そして、アップリケは、スキンの背面と前面との間に接着層をさらに含んでいる。接着剤は、アップリケをシェルに接着する発泡層を形成している間に活性化される。対応する装飾トリムパネルの製造方法についても開示されている。 (もっと読む)
簡易型金型内製品ハンドリングシステム及び成形品を取り扱う方法
金型内蓋ハンドリングシステムは、射出成形金型の成形面にわたって横方向に並進して、成形キャビティの列上で第1の動作を行うか、又は成形キャビティの列から複数の成形品を抜き取り、その後、第2の動作のために外側位置へ後退するか、又は成形品を落下シュートへ移すように動作可能である、スライドを提供する。スライドの駆動手段は、スライドの端に取り付けられる第1のトランスミッション及び第2のトランスミッションを含む。トランスミッションは、トランスミッションに収容されている少なくとも1つのベルトが複数のガイドにより画定される経路に沿って構成され、この経路はガイド間に画定される複数の部分を含み、少なくとも1つのベルトがこの経路に沿って2つの位置間で動作可能であり、スライドが種々の適宜配置された経路部分に接続されていることにより内側位置と外側位置との間でそれぞれ駆動される、という基本原理に基づいて動作する。
 (もっと読む)
(もっと読む)
インモールド容器およびその製造装置
胴部表面に凹部または凸部を有し、意匠性に優れ、類似品を排除することができるインモールド容器を提供する。
インモールド容器10はフランジ部12を有する胴部11と、底部13とを有し、ラベル20と射出樹脂21とから形成されている。胴部11の外面に多数の凹部15および多数の凸部16が設けられている。胴部11は角θでフランジ部12側へ向って末広状に形成されている。凹部15はその底部13側に角θより小さい胴部11に対する傾斜角θ2の傾斜部15aを有し、凸部16はそのフランジ部12側に角θより小さい胴部11に対する傾斜角θ1の傾斜部16aを有している。
(もっと読む)
加飾シート、加飾樹脂成形品及びその製造方法
本発明は、熱可塑性ポリエステル樹脂を素材とする基材フィルム上に装飾層を有する加飾シートであって、前記基材フィルムが、温度80℃における伸び率200%時において、MD(製膜時における流れ方向)及びTD(MDに対して直交する方向)のいずれにおいても破断せず、かつMD及びTDのいずれかで応力が20N/cm2以下である加飾シート、及び樹脂成形体と、その上に一体的に積層されてなる前記加飾シートを有し、かつ該加飾シートの装飾層が、樹脂成形体側に位置している加飾樹脂成形品であって、射出成形同時加飾法で成形される加飾樹脂成形品用として好適な加飾シート、及びこの加飾シートを用いて得られた加飾樹脂成形品を提供するものである。 (もっと読む)
深い“C”形部品とその成形方法
実質的に“C”形断面形状の長い部品と、それを製造する方法とを提供する。当該部品は、射出成形することができ、表側の部品部分を塗膜で覆うことができる。この方法は、傾斜底壁を備える底端キャビティ部分(182)を有する金型キャビティを備え、雌型要素(106)を、定置雄型要素(104)から離れるように、幅方向すなわちY方向に対して約1〜20゜の角度をなすように動かすこと(358)を含む。この部品は、プラスチック基板と随意の塗膜とを有し、当該塗膜は、前記部品の表側主要面(406)の後方で底端壁(400)に沿って終わる一つのへり(204)を有する。 (もっと読む)
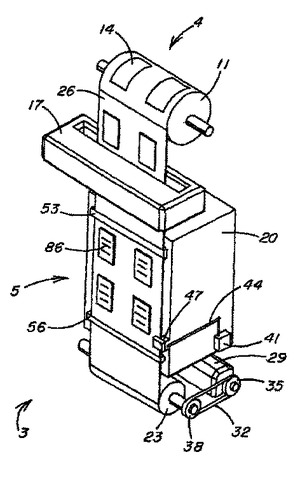
成形品の製造方法
インモールドデコレーションプロセスによって成形品を製造する方法を記載する。該方法は、キャリアフィルム(26)上に置かれている、複数の個々の熱可塑性プラスチックラベル(14)の積層物(4)を供給する。ラベル(14)の露出された第2表面(68)にインラインで装飾物(86)を適用し、これにより装飾積層物(5)を形成する。キャリアフィルム(26)の露出された第1表面(77)が金型の内面の少なくとも一部分に隣接するように、装飾積層物(5)を進めて金型(20)内に配置し、ラベル(14)の装飾された第2表面(68)は、金型の内部空間に面する。プラスチック材料(例えば熱可塑性プラスチック材料)を、ラベルの装飾面に対して金型に注入し、このようにして成形品を形成する。次いで、キャリアフィルム(26)を成形品から分離する。本方法に従って製造される成形品の表面の少なくとも一部分は、少なくとも1つのラベルの第1表面(71)によって規定される。本方法によって製造され得る成形品の例として、例えば運転免許証およびアニマルタグ(例えば、牛用のタグ)等のIDカード、例えば薄い色の付いた眼科用レンズおよびサンシェードレンズ等のレンズが挙げられる。
 (もっと読む)
(もっと読む)
フィルムインサート成形されるRFIDタグを有する部品ハンドリングデバイス
半導体及び細心の注意を要する電子部品の処理及びハンドリング業界において利用されるハンドラ、トランスポータ、キャリア、トレイ及び類似のハンドリングデバイスの成形工程に薄い可撓性のRFIDタグを含めるためのシステム及び方法。所定のサイズ及び形状のRFIDタグが2つの熱可塑性ポリマーフィルム層間に概ね結合又は封入されて、RFIDタグ積層物が形成される。このRFIDタグ積層物は成形可能な溶融した樹脂材料の所望の目標表面と位置合わせするために型穴内の成形表面に沿って選択的に配置され、フィルムインサート成形工程の終了時に、RFIDタグ積層物が、成形されたハンドリングデバイスの少なくとも一部、又はハンドリングデバイス部品/構成要素に一体に結合されるようにする。 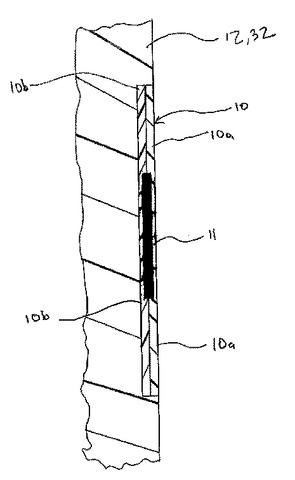 (もっと読む)
(もっと読む)
インモールドラベル容器およびその製造方法
【課題】成形加工コストが安く、また、熱湯などの高温の内容物を入れた時でも、手で持ちやすく、さらに、高い美粧性を有するインモールドラベル容器を提供する。
【解決手段】本発明は、容器の側壁となる筒状の外周壁と、該外周壁の内面に対して間隙を設けて連結された内周壁で形成された収容部とを備えた容器であって、前記外周壁の外面にラベルが一体的に形成されていることを特徴とするインモールドラベル容器およびその製造方法である。また、前記外周壁の外面に、リブ状突起が形成されていることを特徴とし、前記間隙に、前記外周壁の内面と前記内周壁の外面を連結する補強リブが形成されていることを特徴とする。
(もっと読む)
381 - 397 / 397
[ Back to top ]