
Fターム[4F206AH13]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 機械要素 (370) | 密封装置、弁(←ガスケット、パッキン) (65)
Fターム[4F206AH13]に分類される特許
1 - 20 / 65
熱交換器用パッキン材料およびそれを用いた熱交換器
【課題】タンク本体の材質としてシリコーン樹脂と接着しにくい樹脂を用いた場合であっても、タンク本体との接着力を十分に発現できるように、従来のパッキンと比較して、パッキンのシール性を確保しつつ、接着性を向上させる。
【解決手段】熱交換器の樹脂製タンクに接着されるパッキンを形成するための熱交換器用パッキン材料として、主剤と、主剤の架橋反応のための第1の架橋材と、シランカップリング剤と、シランカップリング剤との結合形成のための第2の架橋材と、シリカフィラーとを含有する液状のシリコーン樹脂組成物を用いる。
(もっと読む)
複数の加工部品を別個の金型で、単一のプレス機を用いて同時に成形するためのゴム射出成型装置および方法

【課題】金型の変更時間が実質的に削減されるゴム射出成形装置および方法を提供する。
【解決手段】クランプ機構52は、プレスラム26の略垂直の運動を水平のクランプ力に変換するために、プレスラム26の垂直の往復運動に応答して、ゴムが空洞38に射出されている間、金型を締付けて保持する。金型30は、分割線界面36に沿って互いに接合し、間に金型空洞38を有する2つの金型半体32、34を各々有する。金型半体32、34は自在搬送体62に受けられ、それは次に、間隔をおいた第1のレール58と第2のレール60との間に懸架され、それらに沿って摺動可能である。
(もっと読む)
シール部材の製造方法
【課題】密封性を確保しながら摺動抵抗を低減することが可能なシール部材を容易に製造することができるシール部材の製造方法を提供する。
【解決手段】弾性材料60と微粒子61とを混練装置71によって混合させて混合材料62を形成する混合工程と、混合材料62を成形型76、77内に充填してシール成形体40に対応する形状の弾性成形品65を形成する成形工程と、弾性成形品65の表面に存在する微粒子を除去してシール成形体40を形成する微粒子除去工程とを備えている。
(もっと読む)
金属成形品のシール構造
【課題】シール体の組み付けの手間を省略して金属成形品の全体コストを削減でき、さらに常に均一で安定したシール性能を発揮できる金属成形品のシール構造を提供する。
【解決手段】金属成形品1が、接合対象2の開口を覆う主壁5と、主壁5の周囲に突設される周囲壁6を一体に備えている。主壁5の内面に区画リブ19を突設して、区画リブ19と周囲壁6との間にシール体3用のシール溝17を形成する。周囲壁6の内面にシール座18を形成する。シール座18は、周囲壁6の内面に沿って3次元平面状に形成してある。周囲壁6の突端面13と区画リブ19の突端面22のそれぞれに、リブ状の微小突起23・24を無端状に突設する。固定金型25と可動金型26との間に金属成形品1を装填し、型締めされた可動金型26で微小突起23・24を押し潰し、キャビティ31を封止した状態でシール体3を金属成形品1に対してアウトサート成形する。
(もっと読む)
ガスケット成形品の製造方法
【課題】ガスケット本体のみならず表面処理層についても異物付着や汚染、傷付きなどを有効に抑制するガスケット成形品を製造する方法を提供する。
【解決手段】基板11の一面11aに表面処理層12を設けるとともに他面11bにゴム状弾性体よりなるガスケット本体13を一体成形してなるガスケット成形品を製造する方法であって、表面処理層を設けた基板11に対しガスケット本体13を一体成形する第1工程と、成形品を置き台上に仮置きする第2工程と、成形品を打ち抜き加工して製品部からバリ部を切除する第3工程とを順次実施する。このとき成形品を置き台上に仮置きする際に、第1工程時に、成形品におけるバリ部に相当する位置にゴム状弾性体よりなる突起状の脚部17を一体成形し、第2工程時に、脚部をもって成形品を置き台に接触させ、第3工程時に、脚部をバリ部の一部として切除する。
(もっと読む)
ナトリウム硫黄電池
【課題】電流密度が大で信頼性の高いナトリウム硫黄電池を提供する。
【解決手段】負極活物質にナトリウムを、正極活物質に硫黄と硫化ナトリウムを用いるナトリウム硫黄電池において、正極と負極を分ける隔壁8の一部に伸縮自在な蛇腹機構を設け、該蛇腹機構の伸縮で正極室と負極室の容積を変化させ、正極室と負極室の圧力を平衡化する。また、蛇腹機構の表面を絶縁材14で覆うことや、蛇腹機構に絶縁性の素材を採用することで、ナトリウム硫黄電池の正極と負極の短絡を防ぐ。
(もっと読む)
シール部材を備えた筐体の製造方法
【課題】シール部材を備えた筐体の製造工程を削減でき、生産性を向上させることのでき、かつ、金型費の増大を抑えることができるシール部材を備えた筐体の製造方法を提供する。
【解決手段】可動側金型と、第一固定側金型10とを重ね合わせて成形された空間に、第一材料を射出して、筐体100を成形し、可動側金型に筐体100を保持した状態で、第一固定側金型10を可動側金型から離間させる。次に、筐体100を保持した可動側金型を第二固定側金型と対向する位置へ移動させ、可動側金型と、第二固定側金型とを重ね合わせて成形された空間に、第二材料を射出して、可動側金型に保持された筐体にシール部材を成形する。
(もっと読む)
射出成形方法およびその射出成形用金型
【課題】本発明は、金属部材と合成樹脂材との密着性が高くかつ金型の加熱から冷却に至る成形サイクルの時間を短縮できる射出成形方法およびその射出成形用金型を提供する。
【解決手段】本発明は、高周波磁気誘導コイルにて溶融合成樹脂の溶融温度よりも高い温度の状態で金型のキャビティで金属部材を予備加熱して後、前記キャビティに溶融合成樹脂を射出し注入することにより前記金属部材を合成樹脂材と一体に成形する方法で、その射出成形用金型は金型本体2に形成したキャビティ22の表面に磁気誘導を受けやすい導電材からなる磁気誘導層22Aを形成して、溶融合成樹脂をキャビティ22に射出し注入する前に高周波磁気誘導コイル23にて発生する磁力線Lがキャビティ22を通過し磁気誘導層22Aに渦電流を発生させるようにした。
(もっと読む)
強化エラストマー
エラストマーの全体にわたって離散した多孔質材料片が分布しているエラストマー。好ましくは、その多孔質材料は延伸ポリテトラフルオロエチレン(PTFE)であり、組成物の引張応力は50%伸び率で約1MPaより大きく、好ましくは1.5MPaより大きく、100%伸び率で2MPaより大きく、好ましくは3MPaより大きい。  (もっと読む)
(もっと読む)
樹脂製シリンダヘッドカバーの製造方法及び製造装置
【課題】インサート成形時にオイルコントロールバルブホルダーの孔部の変形を防止し得るとともに、オイルコントロールバルブホルダーの装着面のキズ付き及び変形を防止することができる樹脂製シリンダヘッドカバーの製造方法を提供する。
【解決手段】本方法は、オイルコントロールバルブホルダー3をインサート成形により一体化してなる樹脂製シリンダヘッドカバー1の製造方法であって、ホルダーは、シリンダヘッドへの装着面6と、装着面の面方向に傾斜する軸方向となる孔部7と、孔部の開口部分に面した2つの面部8a,8bと、を有しており、互いに近接・離反可能な一対の型21,22のうちの一方の型にホルダーをセットする工程と、一対の型を型締めして樹脂を注入する工程と、を備え、樹脂を注入する工程では、一方の型にセットされたホルダーの前記2つの面部のうちの面積が広い方の面部8aの近傍の装着面に押し当て入れ子25を当接した状態とする。
(もっと読む)
中空体の製造方法
【課題】生産効率がよく、中空部を有していても一体に成形可能な中空体の製造方法を提供すること。
【解決手段】給水装置Xに用いられ、中空部を有する中空体Yの製造方法として、中空体Yの外形に対応した金型100内に、水溶性又は加水分解型の第1の樹脂材料の中子103を配置させ、金型100に非加水分解型であって疎水性を有する第2の樹脂材料を充填し、中空体Yを射出成形する工程と、射出成形された中空体Yの中空部に位置する中子103を加水分解により除去させる工程と、を備える構成とする。
(もっと読む)
シール部材を備えた筐体の製造方法
【課題】シール部材を備えた筐体の製造工程を削減でき、生産性を向上させることのでき、かつ、金型費の増大を抑えることができるシール部材を備えた筐体の製造方法を提供する。
【解決手段】可動側金型と、第一固定側金型10とを重ね合わせて形成されたキャビティに、第一材料を射出して、筐体100を形成し、可動側金型に筐体100を保持した状態で、第一固定側金型10を可動側金型から離間させる。次に、筐体100を保持した可動側金型を第二固定側金型と対向する位置へ移動させ、可動側金型と、第二固定側金型とを重ね合わせて形成されたキャビティに、第二材料を射出して、可動側金型に保持された筐体にシール部材を形成する。
(もっと読む)
基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物および基板収納容器用ガスケット成形体
【課題】射出成形性、柔軟性に優れ、かつ発生する揮発性ガスが少ないことによる基板表面に付着する有機物の少ない基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物および基板収納容器用ガスケット成形体を提供する。
【解決手段】引張弾性率が35MPa以上のポリエーテルエステルブロック共重合体(A)50〜98重量%と、引張弾性率が前記ポリエーテルエステルブロック共重合体(A)に比較して5MPa以上低いポリエーテルエステルブロック共重合体(B)2〜50重量%とからなり、前記熱可塑性エラストマー(B)を分散相とする熱可塑性ポリエステル系エラストマー樹脂組成物であって、引張弾性率が40MPa以下であり、かつスタティックヘッドスペース法にて80℃、2時間の加熱条件で測定される揮発性ガス量が重量当たり3ppm以下であることを特徴とする基板収納容器ガスケット用熱可塑性ポリエステル系エラストマー樹脂組成物。
(もっと読む)
基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物および基板収納容器用ガスケット成形体
【課題】射出成形性、柔軟性に優れ、かつ発生する揮発性ガスが少ないことによる基板表面に付着する有機物の少ない基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物および基板収納容器用ガスケット成形体を提供する。
【解決手段】引張弾性率が30MPa以上であるポリエーテルエステルブロック共重合体(A)50〜98重量%と、水素添加されたスチレン系エラストマー(b1)および/またはオレフィン系エラストマー(b2)から選ばれた1種以上の熱可塑性エラストマー(B)2〜50重量%とからなり、前記熱可塑性エラストマー(B)を分散相とする熱可塑性エラストマー樹脂組成物であって、引張弾性率が40MPa以下であり、かつスタティックヘッドスペース法にて80℃、2時間の加熱条件で測定される揮発性ガス量が重量当たり3ppm以下であることを特徴とする基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物。
(もっと読む)
基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物および基板収納容器用ガスケット成形体
【課題】射出成形性、柔軟性に優れ、かつ発生する揮発性ガスが少ないことによる基板表面に付着する有機物の少ない基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物および基板収納容器用ガスケット成形体を提供する。
【解決手段】引張弾性率が30MPa未満であるポリエーテルエステルブロック共重合体(A)50〜98重量%と、水素添加されたスチレン系エラストマー(b1)および/またはオレフィン系エラストマー(b2)から選ばれた1種以上の熱可塑性エラストマー(B)2〜50重量%とからなり、前記熱可塑性エラストマー(B)を分散相とする熱可塑性エラストマー樹脂組成物であって、引張弾性率が15MPa以下であり、かつスタティックヘッドスペース法にて80℃、2時間の加熱条件で測定される揮発性ガス量が重量当たり5ppm以下であることを特徴とする基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物。
(もっと読む)
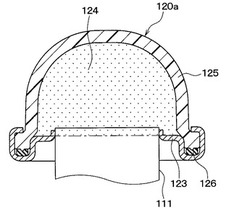
フィルタ要素およびフィルタ要素を製造するための方法
襞折りパック(2)と、少なくとも部分的に前記襞折りパック(2)に成形して設けられたプラスチックフレーム(4)と、少なくとも部分的に前記プラスチックフレーム(4)に発泡成形して設けられた発泡プラスチックシール(7)とを備えるフィルタ要素(1)、特に自動車用の車室フィルタ。 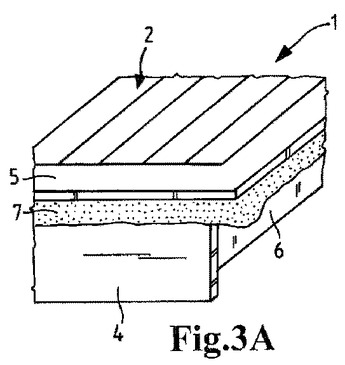 (もっと読む)
(もっと読む)
エラストマー製品の製造装置及びエラストマー製品の製造方法
【課題】加硫原料の廃棄物量が低減されるリング形の加硫エラストマー製品の製造のための装置および方法を提供する。
【解決手段】リング形の加硫エラストマー製品2の製造方法において、製造するエラストマー製品2の原料が少なくとも1つのノズルユニット5を介して成形金型3の少なくとも1つのキャビティ4に供給される方法であって、ノズルユニット5がキャビティ4内への原料の供給の終了後に熱的に成形金型3から分離されることを特徴とする。
(もっと読む)
スロットルバルブの製造方法
【課題】ゲート跡突起を除去する際のバルブ体の欠損を避けられ、樹脂密度が高く寸法精度の良好なスロットルバルブの製造方法を提供する。
【解決手段】円筒状のシャフト被覆部13と、半円板部14・14とを有するバルブ体11を射出成形する際に、スロットルシャフト12をインサート成形する。金型40において、シャフト被覆部13cの両頂部に台座15cを設け、これに射出ゲート45を左右から連通させる。そのうえで、射出ゲート45及び台座15cは、応力集中部となる角部を有する釣鐘形状であり、両射出ゲート45及び台座15cは、水平方向の中心線L1を挟んで互いに上下反対側へ位置ズレしていることを特徴とする。溶融樹脂の硬化後、ゲート跡突起20は折ることで除去される。その後、台座15をエンドミルにて切削することが好ましい。
(もっと読む)
複合材料物品の製造方法
【課題】多成分射出成形法により製造され、熱可塑性エラストマーからなる機能性素子がその上に直接成形されたポリアセタールからの複合材料物品を提供する。
【解決手段】1種以上の熱可塑性加工適性エラストマー(成分b)からなる機能性素子がその上に直接成形されたポリアセタール(成分a)から複合材料物品を製造する方法であって、成分aとbが異なる硬さをもち、第1工程で、硬さが大きい方の材料(成分a)をまず型内で予備成形し、冷却して型から取り出し、次いでより大きい他のキャビティに装入するか、又は部分的に型から取り出し、次いで最初の型の一部と共により大きなキャビティに移し、又は型から取り出さずに同じ型内に残し、型を可動性装置により拡大し、第2工程で、この材料に硬さが小さい方の材料(成分b)を重ね成形し、成分a)から形成された成形品をこの材料に強固に接着し、複合材料物品として型から取り出す方法。
(もっと読む)
インサート成形方法、シール構造体用の前駆体およびシール構造体
【課題】携帯電話、ゲーム機、ノート型パソコンなどの電子機器に組み込まれるシール構造体の製造に適用されるインサート成形方法において、その所要時間を短縮する。
【解決手段】金型に中子9をインサートする。金型のキャビティ内に樹脂を注入して固化させることにより、中子9の周囲にチューブ2を成形するとともに、中子9に離型用ボス13を成形する。離型用ボス13を把持しつつ中子9を金型から離型する。これにより、金型から中子9を離型するのが容易かつ迅速になるため、インサート成形方法の所要時間を短縮することができる。
(もっと読む)
1 - 20 / 65
[ Back to top ]