
Fターム[4F206AH25]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 車両(←軽車両)部材 (1,413) | パネル(←コンソールボックス) (253)
Fターム[4F206AH25]に分類される特許
201 - 220 / 253
樹脂成形体及びその製造方法並びに自動車のドア
【課題】 突出部の剛性を適度に高めて軽量でありながら衝撃エネルギーを効率良く吸収し得る樹脂成形体を提供する。
【解決手段】 パネル状のプレート本体17の表面に荷重受け部19を一体に突設する。表面層を構成する樹脂密度の高いスキン層21と、スキン層21で覆われかつ多数の空隙を有しスキン層21に比べて樹脂密度の低い膨張層23とをプレート本体17の一部及び荷重受け部19に形成する。プレート本体17及び荷重受け部19の膨張層23の膨張率をほぼ同等に設定する。荷重受け部19のスキン層21の厚みt1をプレート本体17のスキン層21の厚みt2よりも大きく設定する。
(もっと読む)
自動車用内装パネル及び自動車用内装パネルの製造方法

【課題】 エアバックドア予定部がシームレスであってエアバック展開性能に優れ、良好な外観品質と触感の良い自動車用内装パネルを、生産効率良く提供すること。
【解決手段】 意匠性表皮を有する自動車用内装パネルであって、
前記意匠性表皮は、ポリオール混合物(I)と、ポリイソシアネート化合物(II)とを使用したポリウレタン樹脂からなり、
ポリオール混合物(I)における鎖延長剤を、1−メチル−3,5−ジエチル−2,4−ジアミノベンゼン及び又は1−メチル−3,5−ジエチル−2,6−ジアミノベンゼンとし、
前記ポリイソシアネート化合物(II)を、ジフェニルメタンジイソシアネートと、1分子中に3個以上のベンゼン環を有するポリメチレンポリフェニレンポリイソシアネートとの混合物とする、自動車用内装パネル。
(もっと読む)
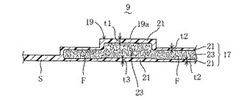
樹脂成形体
【課題】 軽量でありながら高剛性の取付座を備え、しかも取付座に掛かる衝撃荷重を効果的に吸収し得る樹脂成形体を提供する。
【解決手段】 取付座7及び取付座外周近傍部19を除くパネル本体3の表面にスキン層23を形成するとともに、内部に多数の空隙を有する膨張層25を形成する。取付座7及び取付座外周近傍部19に膨張層25を有しないソリッド層27を形成する。取付座外周近傍部19を除くパネル本体3の板厚T1と取付座外周近傍部19のソリッド層27の板厚T2との関係を、T1=(1.7以上3.3以下)×T2に設定する。取付座7の中心Oからパネル本体3側基端の開口部15内周縁までの寸法L1と取付座7の中心Oから取付座外周近傍部19外縁までの寸法L2との関係を、L2=(1.4以上1.7以下)×L1に設定する。
(もっと読む)
樹脂成形体
【課題】 軽量でありながら高剛性の取付座を備えた樹脂成形体を提供する。
【解決手段】 ドアインナパネル本体3の片面に貫通孔9を包囲するように一体に突設された環状取付座11を、内外2重の内側取付座部17及び外側取付座部19と、内側取付座部17及び外側取付座部19を4箇所で連結する連結取付座部とで構成する。ドアインナパネル1表面にスキン層23を形成する。パネル本体3内部に多数の空隙を有する膨張層25を形成する。取付座11及び内側取付座部17と外側取付座部19との間のパネル本体3を膨張層25を有しないソリッド層27で形成する。
(もっと読む)
発泡樹脂成形品
【課題】可動側金型と固定側金型との型締め後、発泡樹脂材料をキャビティ内に射出充填した後、可動側金型を後退させて発泡スペースを確保した状態で発泡反応を誘起させ、所要形状に成形される発泡樹脂成形品であって、周縁部の変形を防止することで、外観性能並びに相手部品との合わせ精度を高める。
【解決手段】固定側金型60に対して可動側金型50を型締めし、発泡樹脂材料Mを射出充填した後、可動側金型50を後退させ、発泡スペースを確保した状態で発泡反応を行なわせて成形したドアトリムロア(発泡樹脂成形品)30であって、このドアトリムロア30に立体感を付与するフランジ部33が形成されており、フランジ部33の先端に薄肉部34を設定し、この薄肉部34をソリッド層30aのみで構成することで変形を防止する。
(もっと読む)
積層成形体の成形方法及び成形金型
【課題】樹脂芯材の表面に表皮を一体化した積層成形体の成形方法並びに成形金型において、簡単かつ廉価に実施でき、かつ適切なクランプ圧で表皮を保持できる積層成形体の成形方法並びに成形金型を提供する。
【解決手段】成形上下型50,60のキャビティの外周に沿って表皮保持装置80が設けられている。この表皮保持装置80は、表皮30の周縁を保持する上下側プレート81,82と、下側プレート82を支持する支持シャフト83と、支持シャフト83を上方に付勢するコイルスプリングとから構成され、コイルスプリングの有効バネ長さを調整できるアジャスター機構が設けられている。このアジャスター機構としては、支持シャフトにネジ溝を設け、アジャスター用ナットを螺装してコイルスプリングの有効バネ長さを調整するか、あるいはアジャスター用シムを支持シャフト83の上下側のいずれか一方に嵌合させる。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、端末処理を簡単かつ廉価に実施する。
【解決手段】内装部品(ドアトリムアッパー)20は、軽量で保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂リブ22とを備えている。そして、発泡樹脂シートSを加熱軟化処理後、成形金型40内に投入し、成形金型40の型締めにより、発泡樹脂シートSを所望の曲面形状にプレス成形するとともに、その内面側に樹脂リブ22を射出成形により一体化する。そして、発泡樹脂基材21の成形時に、製品キャビティCの外周に設けられた潰し用ブロック44,45,46により、巻込みシロ25を一体に形成し、成形後、成形金型40から脱型して、この巻込みシロ25を簡単に巻込み処理することで、外周部見栄えと強度をアップさせる。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、樹脂リブ成形時のシール性を高め、樹脂リブの成形性を向上させるとともに、成形金型を簡素化する一方、金型の耐久性を高める。
【解決手段】発泡樹脂基材21は、成形上下型41,42の一次加圧工程で成形し、更に一次加圧よりも高い加圧力の二次加圧工程により発泡樹脂基材21を圧縮した状態で発泡樹脂基材21の裏面に溶融樹脂M1を射出充填して、発泡樹脂基材21の弾性反発力を利用して、シール性を高めた状態で樹脂リブを成形する。この時、型クリアランス調整機構として、長尺ブロックと油圧シリンダとから構成することで、型クリアランスの精度を向上させるとともに、成形金型40の耐久性を高める。
(もっと読む)
多層装備品の少なくとも表面材層を製造する方法
本発明の方法は、第1の色を有する第1の層(21)を成形面(10)の第1の部分に被着形成し、次のステップにおいて、第2の色を有する第2の層(22)を成形面(10)の第2の部分に被着形成すると共に第1の層(21)の裏側に部分的に被着形成する成形方法である。この方法は、溝内の実際の色の移行を見えないように隠す必要なく、2つの層(21,22)の色相互間の質的移行を得ることを意図している。この目的は、第1の層(21)を構成する材料を、第2の層(22)の下の成形面上に位置することになる第1の層(21)の縁部(20)が見た目に鮮明であり且つマスク無しに作られるような仕方で成形面(10)に被着させることによって達成される。 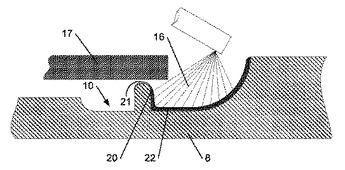 (もっと読む)
(もっと読む)
自動車の構成要素用の盛上がったライニング、相応する構成要素、自動車並びに製造方法
【課題】
【解決手段】本発明は、発泡材7の層を被覆する面19と、支持フレーム構造3に形成された発泡材受け入れキャビティ9の壁11に対して膨張するとき、発泡材により平坦化される密封スカート部25とを備えるライニングに関する。被覆面19は、周縁の輪郭部21により画成され且つ、少なくとも部分的に、密封スカート部25によって上記輪郭部を越えて伸びている。上記ライニングは、発泡材7に向けた方向を向く内面28を有している。ライニング5の内面28は、少なくとも1つの隆起面27を有している。本発明のライニングは、例えば、自動車のダッシュボードに適用することができる。 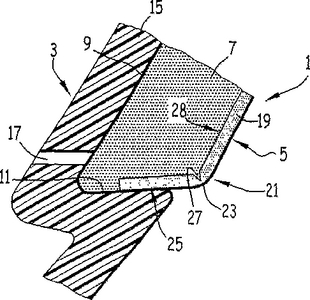 (もっと読む)
(もっと読む)
成形同時加飾用シート
【課題】 予備成形時に意匠の高精度な位置合わせが可能な成形同時加飾用シートを提供する。
【解決手段】 本発明の成形同時加飾用シートは基体シート2上のうち射出成形用金型の三次元内壁に沿わせるのに熱変形が最低限必要な領域を除いた部分(以下、熱変形不要部5)に耐変形性付与層6を形成してあるので、予備成形時の成形同時加飾用シートは射出成形用金型の三次元内壁に沿わせたい部分およびその僅か周辺のみ延伸される。したがって、成形同時加飾用シート全体ではなく限定された領域のみの伸びをあらかじめ考慮してパターン設計すればよいので、予備成形による加飾層3のパターン変形をコントロールしやすく、成形同時加飾用シートの予備成形後の形状に対して成形同時加飾法によって付与すべき意匠の位置合わせを精度よく行うことができる。
(もっと読む)
人工皮革が表面に一体化された成形品の製造方法とこの方法に用いるスエード調又は銀付調触感を有するインサート材
【課題】 外観に優れた人工皮革が表面に一体化された成形品の製造方法とこの方法に用いるスエード調又は銀付調触感を有するインサート材を提供する。
【解決手段】 繊度0.05デニール以上の繊維からなり厚み0.4〜1.0mmの人工皮革1の背面に、厚み0.1〜0.6mmの剛性を有する補強シート2を貼り合わせたスエード調又は銀付調触感を有するインサート材3を予備成形により3次元形状にし、必要な形状に打抜いて射出成形金型内のキャビティ内に収めた後、インサート材3の補強シート2側から溶融状態の成形樹脂8を射出することにより、少なくとも厚み0.2mm以上の樹脂成形品5を成形すると同時にその表面にインサート材3を一体化した。
(もっと読む)
エアバッグドア部を有する表皮材付き内装品の成形方法
【課題】表面に隆起や落ち込みがなくて見映えのよいエアバッグドア部を有する表皮材付き内装品を効率的に成形する。
【解決手段】先端部39aに電熱線39bが設けられた溝形成刃39を裏面成形型29内に後退させた状態で、キャビティ31内に溶融樹脂Rを射出充填する。その後、溝形成刃39の先端部39aをキャビティ31内に進出させる。そして、成形表皮4に達する直前に電熱線39bを加熱し、成形表皮4に押し付けて溶融させて、その表面に達しないように成形表皮4と基材2とにまたがる切り込み溝21を形成して破断予定部23を形成する。
(もっと読む)
表皮付き樹脂成形品
【課題】 基材の凹部及び表皮材の端縁部のシール性を保つために形成するシール部分が複雑な点を解決することで、シール部分を簡単な構成にしつつ発泡材料の漏れを防ぐことを可能にする。
【解決手段】 樹脂で成形した基材31と、この基材31の凹部36に嵌め込む表皮材32と、これらの基材31の凹部36と表皮材32との間に充填する発泡材料33と、からなる表皮付き樹脂成形品において、凹部36の壁面35に嵌め込む表皮材32の端縁部42を、壁面35側に突出させた突起部44,45と、この突起部44,45に略同一高さに形成した段部46と、を備えるとともに、これらの突起部44,45及び段46を、端縁部42のエッジ47からこの順に構成した。
(もっと読む)
プロピレン系樹脂組成物を用いた自動車内装部品
【課題】 各種物性のバランスに優れた自動車内装部品を安定的に提供する。
【解決手段】 下記の条件(A)及び(B)を満足するプロピレン系樹脂組成物を、下記の条件(I)及び(II)を満足する金型を用いて射出成形して得られる自動車内装用部品。
(A):互いに直行する方向の成形収縮率S1とS2の算術平均値Sa[=(S1+S2)×1000/2]が7〜15であること
(B):DSC(熱示差分析計)により得られる結晶化ピーク温度が100℃以上であること
(I):意匠面を除く金型表面について、10点平均粗さ(Rz)が1〜50μmの部分を有すること
(II):意匠面を除く金型表面について、表面の凹凸の凸部と凸部の平均距離(Lm)が120μm未満の部分を有すること
(もっと読む)
車両用部品及びその製造方法
【課題】 連結部材を効率よく結合することができる車両用部品及びその製造方法を提供する。
【解決手段】 車両用部品としてのラジエータグリルは、ラジエータグリル本体12を備え、このラジエータグリル本体12は、射出成形により結合される連結部材13を介して車両側の被取付部に連結される。ラジエータグリル本体12には、筒状突出部16が一体成形されている。筒状突出部16には、その外周壁から突出するリブ17が設けられている。リブ17は、筒状突出部16の先端よりも基端側に設けられている。第1成形工程は、ラジエータグリル本体12と筒状突出部16とリブ17とを一体成形する工程である。第2成形工程では、リブ17に射出成形用金型61を当接するとともに筒状突出部16の先端を射出成形用金型61のキャビティ62内に配置した後、溶融樹脂材料によって筒状突出部16を包囲するようにして連結部材13を成形する。
(もっと読む)
車両用部品及びその製造方法
【課題】 車両用部品本体に対する連結部材の結合強度を十分に確保することができる車両用部品及びその車両用部品を容易に製造することができる車両用部品の製造方法を提供する。
【解決手段】 車両用部品としてのラジエータグリルは、ラジエータグリル本体12と連結部材13とを備える。ラジエータグリル本体12には、第1突出壁18と第2突出壁19とが設けられている。各突出壁18、19は、それらの基端部の間隔よりもそれらの中央部の間隔が狭くなる湾曲形状をなしている。各突出壁18、19の間は第1結合部16aによって充填されている。第1成形工程ではラジエータグリル本体12と各突出壁18、19とを一体成形する。第2成形工程では各突出壁18、19の内壁面の間に充填される第1溶融樹脂材料の体積を、各突出壁18、19の外壁面を包囲する第2溶融樹脂材料の体積よりも大きく設定する。
(もっと読む)
スラッシュ成形体、その成形方法、及び自動車用内装品
【課題】 新規な内部構造を有し、吸音性及び制振性に優れたスラッシュ成形体を提供する。
【解決手段】 内部に空孔を有し該空孔中に外殻と独立に運動しうる無機微粒子を内包する鈴型マイクロカプセル及び/又は内部に空孔を有し該空孔中に磁性微粒子を疎水性有機溶媒に分散させた磁性流体を内包する鈴型マイクロカプセルを含有した樹脂パウダーを所定形状にパウダースラッシュ成形させたスラッシュ成形体。
(もっと読む)
樹脂漏れ防止構造
【課題】 インサート部材に被覆層を形成した成形製品において、樹脂漏れによるバリの発生を抑制し、特にその組み付け部へのバリを防止し、組み付け作業を容易にするとともに、組み付け後がたつきや強度低下などがなく、品質が安定な成形製品を得るための成形用金型の樹脂漏れ防止構造を提供すること。
【解決手段】 成形用金型の樹脂漏れ防止構造であって、前記成形用金型はインサート部材を配置した一方の金型と該金型との間でキャビティを形成する他方の金型よりなり、前記インサート部材の表面に樹脂層を形成する前記キャビティに隣接する部位において、型締め時インサート部材が両方の金型により直接挟持されるシール部を有し、該シール部がインサート部材の他方の金型に対向する面に形成した突起または突条からなることを特徴とする前記樹脂漏れ防止構造。
(もっと読む)
半構造的パネルの製造方法
熱可塑性材料及び長ガラス繊維を含むメルト及びフィルムから自動車パネルを製造する方法は、固定金型、可動金型、及びこれら金型相互間に形成された金型キャビティを含む金型組立体を利用する。この製造方法は、フィルムを固定金型及び可動金型の一方に固定するステップと、金型キャビティが所定の厚さ状態にあるときにメルトを金型キャビティ内に導入するステップと、可動金型を固定金型に当てて閉鎖し、メルトを圧縮して自動車パネルをフィルムが自動車パネルに付着した状態で形成するステップとを有する。  (もっと読む)
(もっと読む)
201 - 220 / 253
[ Back to top ]