
Fターム[4F206AH25]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 車両(←軽車両)部材 (1,413) | パネル(←コンソールボックス) (253)
Fターム[4F206AH25]に分類される特許
121 - 140 / 253
二重射出によるクラッシュパッド製造時の材料混合防止方法及びそのシステム

【課題】2種材質の樹脂を同時に射出してクラッシュパッドを製造する過程で、1種の樹脂が充填される領域内に他種の樹脂が浸透することを効果的に防止する材料混合防止方法及びそのシステムを提供する。
【解決手段】本発明は、二重射出(Two_shot molding)工法によって、軟性の高い第2材料でPABドア領域20部分を、剛性の高い第1材料で前記PABドア領域20以外の部分を一体的に射出成形してクラッシュパッド10を製造する過程における材料間の混合を防止する方法であって、前記PABドア領域20の外部において、前記第1材料と第2材料の混合現象を引き起こす部分のクラッシュパッド10の厚さを薄くする流れ遅延ダム55を射出金型50上に形成することにより、第1材料の流れを遅延させ、第1材料と第2材料の固化を促進させることを特徴とする。
(もっと読む)
2色成形同時絵付け品およびその製造方法並びに製造装置

【課題】裏面に突起部や凹所を有する成形品についても成形品に深み(奥行き感)を与えることのできる2色成形同時絵付け品およびその製造方法並びにその製造装置を提供する。
【解決手段】一次成形用キャビティ14aを有する一次成形型14と、二次成形用キャビティ16aを有する二次成形型16と、複数の凹部、または溝部を有し一次成形型14または二次成形型16と型閉めされるコア型17と、絵柄層を有する絵付けシートSaとを用い、絵付けシートSaを一次成形用キャビティ14aに吸着させた状態で一次成形型14と第1コア型17とを型閉めし、樹脂を射出することによって一次成形樹脂部を成形し、型開き後、絵柄層の付加された一次成形樹脂部を第1コア型17に密着させたまま二次成形型16に移動させ、第1コア型17と二次成形型16とを型閉めして樹脂を射出することにより、一次成形樹脂部と一体に二次成形樹脂部を成形するとともに、両成形樹脂部の間に絵柄層を介在させることを特徴とする。
(もっと読む)
二色成形品およびその製造方法
【課題】
携帯ゲーム、デジタルカメラ、携帯電話等の外装にはプラスチック成形品が利用されている。近年、薄型化や軽量化、更にはディスプレイの視認性向上やデザインを重視する消費者に対する意匠性向上が強く求められている。また、傷が付き難いことや指紋や汚れの拭き取り性向上も求められる。
【解決手段】
ディスプレイを保護する透明な樹脂部分と周辺部分を違った材料で成形を行う二色成形の際に、高屈折率薄膜層と低屈折率薄膜層からなる薄膜積層体を有する光学フィルムを同時成形することで成形品の薄型化、軽量化、ディスプレイの視認性向上、意匠性の向上を行うと共に同時成形する光学フィルムの硬度化や防汚性を向上させ耐久性を向上させる。
(もっと読む)
発泡樹脂製品の製造方法
【課題】スライドコアに頼ることなく段差部のアンダーカット処理を可能にし、もって外観品質に優れた発泡樹脂製品を安定してかつコスト安に得ることができる発泡樹脂製品の製造方法を提供する。
【解決手段】射出発泡成形時にアンダーカット部となる段差部9を有する発泡樹脂製品1を製造するに際し、はじめに、段差部の段差面20aを強制的に脱型可能な高さに設定して射出発泡成形を行い、段差部の隅に余肉部22を残す。次に、前記余肉部22にシリンダ33の駆動により超音波溶着用のホーン30を押付け、振動エネルギーによって加熱しながら余肉部22を押し潰して、所定の段差部形状に仕上げる。
(もっと読む)
樹脂成形体およびその製造方法、樹脂成形体製造用の金型
【課題】ドアミラー1に装備されるミラー角度調整機構4のケーシング8に設けられ、作動軸14やカプラ18が貫通するシール材19や21をケーシング8に樹脂材を射出して形成する。
【解決手段】ケーシング8を一次射出で型形成した金型X、Yの型締め状態において、該各金型X、Yにそれぞれ設けた子金型X1〜X3、Y1〜Y4を適宜移動させてシール材形成用の空間S1、S2を形成し、該形成した空間に樹脂材を射出してシール材19、21を形成する。
(もっと読む)
加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】木質感がよりリアルに表現された加飾樹脂成形品と、その有利な製造技術を提供する。
【解決手段】本木材の表面の微細な溝状凹部に対応する突条30が設けられた第一のキャビティ面50を有する第一の型34と第二の型36との間に形成される成形キャビティ内に、本木材と同様な色を有する溶融樹脂材料を射出して、第一のキャビティ面50にて形成される意匠面12にウエルドライン18やフローマークを発生させつつ、溶融樹脂材料を成形キャビティ内に充填した後、固化せしめることにより、意匠面12に、ウエルドライン18やフローマークからなる木目模様14を形成すると共に、前記第一のキャビティ面50の突条30に対応した凹部16を形成して、木質感を表現する加飾が施された樹脂成形品10を成形するようにした。
(もっと読む)
発泡成形部材、および発泡成形部材の製造方法
【課題】表皮とインサート部材とが一緒になって表面部材を形成する発泡成形部材であって、表皮とインサート部材との間の隙間や面差を低減し、外観品質を向上させた発泡成形部材を提供する。また、そのような発泡成形部材の製造方法を提供する。
【解決手段】インストルメントパネル11(発泡成形部材)は、表皮20と、表皮よりも硬い材料から形成され表皮に隣り合って表皮と一緒に表面部材30を形成する加飾パネル40(インサート部材)と、表面部材に向かい合う芯材50と、表面部材と芯材との間の空間に充填される発泡体60と、を有する。加飾パネルには、芯材の側に向かい合う表皮背面21側に重なる先端部41が設けられている。芯材には、先端部に接触することにより表皮背面側に先端部を密着させるリブ54が表面部材に向けて突出して設けられている。
(もっと読む)
エチレン/α−オレフィンのインターポリマーを含む熱成形された耐引っかき性の低光沢組成物
本発明は、少なくとも1種のエチレン/α−オレフィンインターポリマーと分岐および/または高溶融強度のポリプロピレンとを含むポリマー組成物、ポリマー組成物の製造方法、ならびにポリマー組成物から作製した成形、重ね成形、異形押出または熱成形製品に関する。ポリマー組成物は、減少した熱成形後シートおよび押出後(異形材)の光沢特性および/または改良された耐引っかき特性を有し得る。 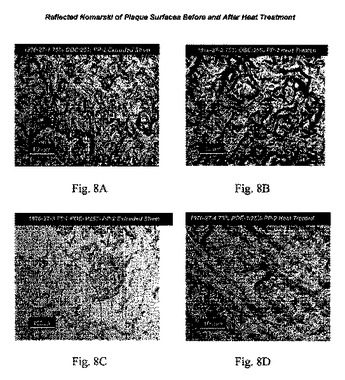 (もっと読む)
(もっと読む)
樹脂組成物および射出成形体
【課題】耐熱性および耐衝撃性に優れた射出成形体であり、この射出成形体を形成する樹脂組成物は薄肉成形が可能である。
【解決手段】射出成形体は、乳酸系樹脂(A)、日本工業規格JIS K7210に基づいて測定したメルトフローレートが、300℃、1.2kg荷重の条件下において、60g/10min以上、90g/10min以下である芳香族ポリカーボネート系樹脂(B)、非スチレン系ゴムまたはエラストマー(C)、および、結晶化促進剤(D)を特定の割合で配合した樹脂組成物であり、乳酸系樹脂(A)と芳香族ポリカーボネート系樹脂(B)の混合物中に占める(B)成分の割合が、20質量%以上、45質量%未満であり、かつ、(A)成分および(B)成分の合計質量が100質量部に対して、(C)成分を1質量部以上、10質量部以下、(D)成分を0.1質量部以上、5質量部以下の割合で配合した樹脂組成物を用いて成る。
(もっと読む)
樹脂成形体及び該樹脂成形体の成形方法並びに該樹脂成形体を備えた空調エアダクト
【課題】断熱効果が高く且つ高剛性の樹脂成形体を提供する。
【解決手段】対向する一対の板状側壁7と該側壁7の一端同士を一体に結合する板状底壁9とからなり、底壁9と反対側に開放口11を有する断面略U字状の樹脂成形体1であって、一対の側壁7と底壁9との交差部には、該底壁9と反対側に向けて互いに離隔するように傾斜する一対の突条リブ13が形成されており、一対の側壁7、底壁9、及び一対の突条リブ13の表層部分のスキン層19は空隙の無いソリッド層で形成され、該ソリッド層で包囲される内部は互いに連続した多孔質層21で形成されている。
(もっと読む)
射出成形用加飾シート及び樹脂成形品
【課題】成形同時加飾により製造される樹脂成形品の表面に凹凸の触感を持たせることができる加飾シートを提供する。
【解決手段】金型のキャビティ内に挿入された状態で射出成形されることによって、樹脂成形品の表面を加飾する射出成形用加飾シートであって、基体シート2と、最外層に設けられ凸状に印刷塗膜を形成することによって前記射出成形用加飾シートの表面に凹凸を有する凹凸加飾層4と、前記基体シートと前記凹凸加飾層4の間に設けられた前記射出成形時に加わる圧力を吸収する成形圧力吸収層3を備える。
(もっと読む)
意匠パネルの製作方法及び意匠パネル
【課題】凹凸部を有するとともに、同凹凸部に全体とは異なる模様が施される意匠パネルの製作方法及び意匠パネルにおいて、同凹凸部の形状に対する凹凸部の模様の位置ずれを抑制する。
【解決手段】意匠パネルは、孔を有するとともに、同孔に全体とは異なる模様を施す。同意匠パネルの製作方法は、固定金型51の凸部51aの側面及び外縁部を覆う第一のシート材2を固定金型51の凸部51aに設置し、第一のシート材2の外縁部2bと重なる大きさの孔3aを形成した第二のシート材3を固定金型51に設置し、固定金型51と対となる可動金型52を固定金型51に組付け、両金型51,52によって形成される空洞部に溶融した樹脂4を充填する。
(もっと読む)
塗装付インサート成形部品製造方法
【課題】マスキングテープを容易に貼着すると共に有利に塗装を行い得るようにする塗装付インサート成形部品の製造方法の提供。
【解決手段】インサート原材におけるインサート材21の縁部の周辺に予めマスキングテープ25を貼着してマスキング済インサート原材とし、このマスキング済インサート原材のトリミング代を、対応する部分に貼着されたマスキングテープと共に除去して、縁部にマスキングテープが貼着されたマスキング付インサート材27とし、このマスキング付インサート材を、インサート成形してマスキング付インサート成形品を成形し、このマスキング付インサート成形品の縁部の周辺に塗装を行って塗装済インサート成形品とし、この塗装済インサート成形品のマスキング付インサート材からマスキングテープを剥がして、インサート材の縁部の外側に塗装部を有する塗装付インサート成形部品とするようにしている。
(もっと読む)
エアバッグドア部付きパネル成形金型
【課題】エアの巻込みをなくして外観不良のない健全なエアバッグドア部付きパネルを成形できる成形金型を提供する。
【解決手段】パネル構成部材の裏面を形成する第2金型13側にエアバッグドア部の裏面を形成する入れ子ブロック33を、深さの異なる破断予定溝を形成する櫛歯状のスライド刃25で囲まれるように配置する。先端がキャビティ17内に突出する多数の突条部37を入れ子ブロック33の外周に設け、各突条部37をスライド刃25の各凹部31に挿入して各凸部29と連続させる。キャビティ17内に溶融樹脂Rを射出する際、スライド刃25をキャビティ17内に僅かに突出するように後退させ、各凸部29先端側に空隙が形成されないようにする。キャビティ17内に溶融樹脂Rが充填されると、スライド刃25を各突条部37よりもキャビティ17内に進出させる。
(もっと読む)
樹脂成形体
【課題】シール材のシール座面から外側への移動を抑制する。
【解決手段】成形体本体13の周縁部に位置するシール座面17に凹状のシール溝25が形成され、シール溝25を含むシール座面17にシール材29が所定の塗布厚さで塗布される。シール溝25の底部を構成するシール溝対応部31の少なくとも一部を含む成形体本体13の内側には、多数の空隙を有する膨張層35が形成される一方、膨張層35よりも外側の成形体本体13には、内部に空隙のないソリッド層37が形成されている。膨張層35とソリッド層37との境界部に対応するシール座面17には、先端部がシール材29によって被われるようにシール溝25の上縁よりも高く、かつシール材29の塗布厚さよりも小さい突出高さで突出する板状リブ27が、シール溝25に沿うように一体に形成されている。
(もっと読む)
表皮一体成形物の製造方法
【課題】基体を備えない表皮一体成形物を容易に得られる製造方法を提供する。
【解決手段】樹脂製の本体11と、本体11の表面に一体に密着した表皮20とを備える表皮一体成形物1の製造方法であって、袋状の表皮20の口元部21を、口元部取付用の治具30に取り付ける工程と、袋状の表皮20内に樹脂12を充填する工程と、射出された樹脂12を冷却し、所定形状に保持する冷却・保持工程と、冷却・保持後の表皮一体成形物1を治具30から取り外す工程と、を含む。
(もっと読む)
加飾性を向上させた合成樹脂成形品の製造方法
【課題】
製造コストを抑えつつも、合成樹脂成形品の表面に施される意匠の精緻さや高級感を高めると共に、容易に透過意匠を形成することができる合成樹脂成形品の製造方法を提供する。
【解決手段】
合成樹脂シートに第1印刷層を設けるステップと、該合成樹脂シートのいずれかの面上の所定領域に剥離インクを印刷するステップと、剥離インクを印刷した面を金型内表面に接触するようにして合成樹脂シートを金型内に設置するステップと、金型内の空間に溶融合成樹脂を射出し、合成樹脂シートと一体化した合成樹脂成形品を成形するステップと、合成樹脂成形品の外表面上に第2印刷層を水圧転写するステップと、液体洗浄によって剥離インクが印刷された領域の第2印刷層を溶融除去するステップと、第2印刷面上にクリヤー層を設けるステップと、から構成される合成樹脂成形品の製造方法を採用した。
(もっと読む)
樹脂成形パネル
【課題】開口部形成座の剛性を高めるとともに、部品等を組み付ける際の位置決めを容易に行う。
【解決手段】立上がり壁面35と、立上がり壁面35の頂部に一体に形成された開口部形成座面37と、開口部形成座面37と立上がり壁面35との境界に一体に形成された突条49とからなる第1開口部形成座31を、成形時にキャビティ容積を拡大させて樹脂密度の低い膨張層53が内部に形成されたプレート本体15に一体に突設する。開口部形成座面37を、成形時にキャビティ容積を拡大させずに膨張層53を有することなく樹脂密度の高いソリッド層55に形成する。突条49の内部に、成形時にキャビティ容積を拡大させて樹脂密度の低い膨張層53を形成する。
(もっと読む)
二色成形樹脂部品の構造
【課題】掛止手段の内倒れを防止することができる二色成形樹脂部品の構造を提供する。
【解決手段】背面側の周縁に被取付体に対する腕状の掛止手段21,21,22,22を備えた一次側部品2の前面側から、この一次側部品2を覆うように二次側部品3が融着される二色成形樹脂部品の構造1である。
そして、二次側部品3には、掛止手段21,21,22,22の近傍に非融着部33が形成されることを特徴とする。
(もっと読む)
樹脂成型品の製造方法、樹脂成型品及びインストルメントパネル
【課題】自動車のインストルメントパネルの品質を向上するとともに製造コストを低減する。
【解決手段】インストルメントパネルは、インストルメントパネル本体11と連結体とを備える。インストルメントパネル本体11は、芯材24と、この芯材24を覆う表面部25を有し、反応射出成形で形成する。インストルメントパネル本体11は、メータ取付部を備える。このメータ取付部のアンダーカット部41は、一方のみを開口部55とした金型51のキャビティで形成する。この芯材24に、弾性変形可能な変形可能部33を設ける。この変形可能部33をさせることにより、スライド駒を用いずに、インストルメントパネル本体11を脱型できる。脱型したインストルメントパネル本体11に連結体を取り付けて、変形可能部33の変形を防止する。
(もっと読む)
121 - 140 / 253
[ Back to top ]