
Fターム[4F206AH25]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 車両(←軽車両)部材 (1,413) | パネル(←コンソールボックス) (253)
Fターム[4F206AH25]に分類される特許
41 - 60 / 253
装飾的要素、ダッシュボード、及び装飾的要素の製造方法
本発明は、装飾的要素と、自動車のダッシュボードと、前記装飾的要素を製造するための方法に関し、装飾的要素は第1部分と第2部分とを含み、装飾的要素の第1部分は不透明な第1材料から作られ、第1材料が装飾層を有し、装飾的要素の第2部分は透明な第2材料から作られ、装飾部材の第1部分と第2部分は一体である。  (もっと読む)
(もっと読む)
内装トリム部品を製造する方法
本発明は、特殊な射出成形プロセス及び選択的な裏打ち発泡プロセスを特徴とする内装トリム部品を製造する方法に関する。 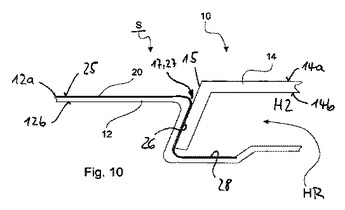 (もっと読む)
(もっと読む)
発泡樹脂パネル及びその成形方法
【課題】発泡樹脂パネルの剛性低下、見栄えの悪化、及び発泡樹脂パネルを他の樹脂パネルに溶着する場合における接合不良の発生を防止する。
【解決手段】成形型29のキャビティ37内に射出充填した熱可塑性樹脂Rの型成形面近傍にスキン層11が生成され始めた時点でキャビティ37の容積を拡大させ、熱可塑性樹脂Rを発泡させることにより樹脂密度が高くて堅いソリッド層からなるスキン層11が全面に形成されるとともに、多数の空隙を有しスキン層11に比べて樹脂密度が低い発泡層13が内部に一体に形成されてなり、キャビティ37容積拡大方向に対して略垂直に広がる平坦なパネル本体7と、パネル本体7の外周端末部からパネル裏面側に略垂直に一体に突設された側壁部9とを備えた第1発泡樹脂パネル3において、パネル本体7裏面における側壁部9近傍のスキン層11に、スキン層11の一部で構成された突条部15を側壁部9に沿って略垂直に突設する。
(もっと読む)
樹脂成形用金型装置

【課題】本発明は、見た目・触感などを変化させた様々な車両内装品を1つの成形機、金型で可能にすることが目的である。
【解決手段】キャビティ11ならびにコア12を備え、これら両型の型締めによって生まれる空間内に樹脂を射出して成形される車両用内装品の意匠パネルの樹脂成形用金型装置1において、前記キャビティ11又は前記コア12に設けられ、前記空間を形成する金型面の少なくとも一部13cを形成し、前記空間を狭める方向又は広げる方向に移動可能な可動型13と、該可動型の移動位置を制御する可動型制御部15を設け、予め可動型13が所定間隔移動し、前記空間内へ樹脂を射出することで、前記車両内装品意匠パネル3の形状を部分的に変更することができる。
(もっと読む)
パネルの成形方法
【課題】金型内の第1の合成樹脂材料よりなるパネル本体の表面の一部に第2の合成樹脂材料を射出して枠状部を成形し、パネル本体と一体化させるパネルの成形方法において、第2の成形体の成形収縮に起因してパネル本体に歪みが生じることを防止する。
【解決手段】ガラス転移温度Tg(℃)の第1の合成樹脂材料よりなるパネル本体1の周縁部に第2の合成樹脂材料よりなる枠状部2を射出成形により一体に成形するパネル4の成形方法において、該パネル本体1の表面温度が(Tg−60℃)以下の状態にて第2の合成樹脂材料を射出して枠状部2を成形する。
(もっと読む)
発泡樹脂パネル
【課題】断熱効果に優れた発泡樹脂パネルを提供する。
【解決手段】成形型101のキャビティ107内にゲート103aから射出充填した熱可塑性樹脂Rの型成形面近傍にスキン層23が生成され始めた時点で、キャビティ容積を拡大させて熱可塑性樹脂Rを発泡させることにより、樹脂密度が高くて堅いソリッド層からなるスキン層23が表面全体に形成されて内部に密閉空間27を構成するとともに、多数の空隙を有しスキン層23に比べて樹脂密度が低い発泡層25が密閉空間27内に一体に密封されたダクト構成パネル11を得る。ゲート103aに残留して固化したゲート残留固化物r1を切除する。ゲート残留固化物r1の切除跡r2周辺には、樹脂密度が高くて堅い厚肉スキン層23aが密閉空間27を外気から遮断するように設けられている。
(もっと読む)
2層シートを有する合成樹脂成形品
【課題】アニーリングをすることなく熱伸縮の差によりそりの生じにくい、合成樹脂シートを一体化して成形した合成樹脂成形品を提供すること。
【解決手段】金型表面に隣接して合成樹脂シートを装填した後、金型内に溶融樹脂を射出して、該合成樹脂シートを溶着接合してなる合成樹脂成形品1であって、少なくとも片面にインク膜層21が形成された第1の合成樹脂シート20と;第1の合成樹脂シート20が第1の面10aに溶着接合された合成樹脂板10と;合成樹脂板10の第1の面10aと表裏の関係の第2の面10bに溶着接合された第2の合成樹脂シート30とを備える合成樹脂成形品1。
(もっと読む)
射出成形方法
【課題】大型の樹脂製品であっても精度よく短時間に成形でき、かつその部位に応じて要求される品質を満足しつつも製造コストを可及的に低減し得る射出成形方法を提供する。
【解決手段】固定金型40と可動金型50とを型締めすることで双方の金型40・50間にキャビティ60を形成すると共に、このキャビティ60を互いに容積の異なるインパネの上面部に対応する領域61と、インパネの前面部に対応する領域62とに区画した状態で、これら複数の区画領域61・62に複数の射出ユニット70・80…から溶融樹脂を射出することでインパネの成形を行う。ここで、射出ユニット70・80…は3個配設され、このうち最も射出能力の高い1個の第1射出ユニット70で、最も容積の大きいインパネ上面部対応領域61に第1の溶融樹脂P1を射出し、かつ、残り2個の第2・第3射出ユニット80・90、残りのインパネ前面部対応領域62に第2の溶融樹脂P2を射出することでインパネの成形を行う。
(もっと読む)
プラスチック成形品の製造装置及びその製造方法
【課題】プラスチック成形品の表面に低光沢性をもたせることができると共にウェルドラインやフローマークなどの外観不良を消すことができ、而も艶消し塗装の省略化が可能になる。
【解決手段】キャビティ21が形成された移動側金型22及び固定側金型23で構成されると共に、移動側金型22のキャビティ部位21aにはシボ面24が形成されたプレス成形用金型2で、射出成形により加工した第一次プラスチック成形品8Aをキャビティ21に挿入して型締めにより加圧している時に、超音波振動装置3でシボ面24が形成されたキャビティ部位21aを有する移動側金型22を超音波加振して、第一次プラスチック成形品8Aのシボ面24が転写される表面部分を再溶融化する。
(もっと読む)
樹脂部材の成形方法およびその成形装置
【課題】樹脂部材を成形する被成形部材の形状が各種の形状であっても、金型の取り替えを必要とすることなく、樹脂部材を成形することができる方法およびその装置を提供することである。
【解決手段】溶融樹脂Mを硬化させて成る樹脂部材36を樹脂製の被成形部材30に成形する方法は、樹脂部材36の基部36bに相当する部位を成形する第1のキャビティ42bが形成された第1の成形型42を被成形部材30にセットする第1の工程と、この後に、樹脂部材36の本体部36aに相当する部位を成形する第2のキャビティ18bが第1のキャビティ42bに連通するように形成された第2の成形型18を第1の成形型42にセットする第2の工程と、この後に、これらセットした両成形型42、18の各キャビティ42b、18bに溶融樹脂Mをそれぞれ流し込み、流し込んだ溶融樹脂Mを被成形部材30に接合するように硬化させる第3の工程を備えている。
(もっと読む)
合成樹脂成形品およびその製造方法
【課題】合成樹脂の側面から光が漏れることがなくより鮮明なバックライティングに使用できる、合成樹脂シートを一体化した合成樹脂成形品及びその製造方法を提供する。
【解決手段】合成樹脂成形品は、金型表面に隣接して合成樹脂シート20を装填して、金型内に溶融樹脂を射出して、該合成樹脂シートを溶着接合してなる合成樹脂成形品10であって、少なくとも1つの平面12aを有し、平面12aに貫通孔16が形成された合成樹脂成形品である第1合成樹脂部材12と;第1合成樹脂部材12の貫通孔16内に配置され、平面12aと同一面内に平面14aを有し、第1合成樹脂部材12と同時に成形された合成樹脂成形品である第2合成樹脂部材14と;第1合成樹脂部材12の平面12aと、第2合成樹脂部材14の平面14aとの間を覆い、第1合成樹脂部材12および第2合成樹脂部材14に溶着接合された合成樹脂シート20とを備える。
(もっと読む)
多色成形品の成形方法、および成形装置
【課題】多色成形品の軽量化と変形防止とを実現できる多色成形品の成形方法および成形装置の提供を図る。
【解決手段】補助キャビティ12Cはトリムアッパー2の成形後、可動分割型13を下動することにより該トリムアッパー2の端部下方に他方の分割キャビティ12Bと連通して形成される。補助キャビティ12Cに充填される溶融樹脂または該補助キャビティ12Cで成形されたジョイント部4は、可動分割型13に組込まれた超音波振動発生装置20の作動により該可動分割型13を介して超音波振動が付与され、以て、トリムアッパー2とジョイント部4とが超音波融着されて、2色の色違いのトリムアッパー2とトリムロア3とからなるドアトリム1が一体成形される。
(もっと読む)
前後二分割型ドアトリムの成形方法
【課題】二色成形による前後二分割型ドアトリムの成形方法であって、ウエスト部における分割機構部の構成に工夫を加えることで、分割部においてウエストフランジが切欠されることなく、全長に亘りウエストフランジを形成することにより、ウエスト部の剛性を高め、変形を防止し、取付安定性を高める。
【解決手段】前後二分割型ドアトリム10は、上下方向に延びる分割ライン11を境界として、トリム・フロント20とトリム・リヤ30とを一体化して構成され、ウエスト部10aにおける分割ライン11には、段差13が設定されている。そして、この段差13を有効に利用して、ドアトリム10のウエスト部10aにおける分割機構部80として成形金型40の段差53と当接シールする横方向にスライドするスライド式分割駒81を配置することで、ウエストフランジ12の切欠部をなくし、ウエスト部10aの全長に亘りウエストフランジ12の設定を可能とする。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】発泡樹脂材料の射出充填工程と発泡成形工程とで成形金型の型クリアランスを可変させる成形工法を使用した発泡樹脂成形品の成形方法であって、縦壁部における反り変形を可及的に防止する。
【解決手段】ラゲージサイドトリム10におけるトリムアッパー(発泡樹脂成形品)20は可動側金型50と固定側金型60とで画成される一般部用キャビティC1、縦壁部用キャビティC2内に発泡樹脂材料Mを射出充填した後、可動側金型50を型開操作し、発泡スペースSを確保して、発泡反応を行なわせる。その際、縦壁部用キャビティC2に臨む固定側金型60の外側壁面60aに変形抑制用深模様64を刻設しておき、可動側金型50の型開時、可動側金型50の絞模様52と固定側金型60の変形抑制用絞模様64の双方の吸着作用により、トリムアッパー20の縦壁部24に反り変形の原因となる歪み応力が加わることを防止する。
(もっと読む)
加飾成形体及びその製造方法
【課題】どのような印刷意匠にも対応できるフラットなタイプの金型を用いて、盛り上げインクで印刷を行った加飾フィルムを該成形金型に挿入して、射出成形と同時にインナーエンボスすることで、少ない工程で作製でき、エンボスを深くして遠近感や立体感をより効果的に演出できる、加飾成形体及びその製造方法を提供する。
【解決手段】裏面側に印刷が施されているフィルム基材の表側に、光透過性材料を用いて盛り上げインクを印刷された加飾フィルムを、射出成型金型内に装着し、該加飾フィルムの裏面側より樹脂を射出成形することで、前記盛り上げインクが成形体内部に押し込まれて、成形体表面がフラット化して、前記加飾フィルムと樹脂が一体化されている。
(もっと読む)
2色成形加飾品の製造方法
【課題】 2色成形加飾品の外観不良の防止ができる。
【解決手段】 1次加飾シートが配置された1次成形用キャビティ型とコア型とを型閉めして1次成形用キャビティを形成し、1次成形用キャビティ内に高熱伝導率物を含有する1次成形樹脂を射出して1次成形樹脂部の表面に1次加飾層が積層された1次成形加飾品を形成し、
コア型が1次成形加飾品を保持する状態で1次成形用キャビティ型とコア型とを型開きし、コア型と対向する金型を1次成形用キャビティ型から2次成形用キャビティ型に切り替え、2次成形用キャビティ型と1次成形加飾品を保持するコア型とを型閉めして2次成形用キャビティを形成し、
2次成形用キャビティ内に2次成形樹脂を射出して1次成形加飾品の表面に2次成形樹脂部が積層された2色成形加飾品を形成する。
(もっと読む)
発泡樹脂成形品の接合構造
【課題】樹脂成形品と発泡樹脂成形品をボスの締結加工により接合一体化する際、発泡樹脂成形品の締結位置を安定化させることで組み付け精度を向上させる。
【解決手段】トリムアッパー(樹脂成形品)20とトリムロア(発泡樹脂成形品)30とを接合一体化してラゲージサイドトリム10を組み付ける。上記トリムロア30の取付孔33の周縁に複数の環状リブ34,35を突設し、トリムアッパー20における溶着用ボス21周囲の補強リブ22面に複数の環状リブ34,35を突当てる支持構造を採用することにより、トリムアッパー20とトリムロア30の締結位置を安定化させ、トリムアッパー20とトリムロア30との組み付け精度を高める。
(もっと読む)
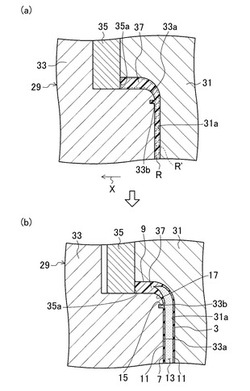
射出成形方法
【課題】板状部の裏面に突起部を有する射出成形品の成形に際し、板状部のヒケを防止できる射出成形方法の提供を目的とする。
【解決手段】板状部の裏面に突起部を有する射出成形品を射出成形する際に、射出成形金型20内の突起部成形用キャビティ25に溶融樹脂を射出して射出成形品の突起部13を成形した後、射出成形金型20を板状部の厚みに応じた分だけ開くことにより、射出成形金型20内に突起部13の一方の端面13aと接する板状部成形用キャビティ27を形成し、板状部成形用キャビティ27に溶融樹脂を射出して突起部13の高さよりも厚みが小で、且つ突起部13の一方の端面13aを覆う板状部を成形する。
(もっと読む)
発泡体層を備える樹脂成形品、および樹脂成形品の成形方法
【課題】発泡成形後の発泡体の表面の一部に盛り上がった部分が生じることを防止して、質感や触感の向上を図る。
【解決手段】発泡体層を備える樹脂成形品としてのインストルメントパネル10は、開口部110を有する基材100(第1の樹脂部材)と、本体部210および蓋部220を備えるエアバッグドア200(第2の樹脂部材)と、を有している。インストルメントパネルは、本体部の弾性爪部240に、舌部120の先端121が噛み合う複数の溝部251が配列された噛み合い部250を設けている。そして、舌部の先端が複数の溝部のうちの一の溝部に噛み合って基材に対して浮き上がった状態のエアバッグドアを押し込むことによって、舌部の先端を一の溝部に隣り合う他の溝部に噛み合わせて、エアバッグドアの表面201が基材の表面101に対して接近した位置にエアバッグドアを保持する。
(もっと読む)
型内被覆組成物及び型内被覆成形体
【課題】塗膜の硬さや耐擦り傷性の向上や表面平滑性に優れ、ソリやヒケが殆ど無く外観に優れ、成形サイクルの短縮が可能な型内被覆成形体を提供すること。
【解決手段】キャビティ内に注入した型内被覆組成物を熱で半硬化させ、更に型内被覆成形体をUV照射で完全硬化させる型内被覆成形体に用いられる該型内被覆組成物が、
(A)(メタ)アクリロイル基を有するウレタンオリゴマー、エポキシオリゴマー、ポリエステルオリゴマー、ポリエーテルオリゴマー又は不飽和ポリエステルの少なくとも1種と
(B)(A)と共重合可能な不飽和モノマーと
(C)有機過酸化物重合開始剤、アゾ系重合開始剤の一方又は両方と
(D)光重合開始剤と
を含有し、
(A)〜(D)の質量割合が
(A)/(B)=20/80〜80/20、
(C)/{(A)+(B)}=0.1/100〜5/100、
(D)/{(A)+(B)}=0.1/100〜10/100
である型内被覆組成物。
(もっと読む)
41 - 60 / 253
[ Back to top ]