
Fターム[4F206AH33]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 電気電子装置(←電子部品) (1,564)
Fターム[4F206AH33]の下位に属するFターム
送配電(←プラグ、コネクタ) (125)
プリント配線基板(←銅張積層板) (75)
封入電子部品(←ICカード) (354)
磁気テープ、磁気ディスク、磁気カード (18)
音響機器(←拡声器コーン) (12)
通信機器(←アンテナ) (32)
電気電子装置用のパネル、ケース (617)
Fターム[4F206AH33]に分類される特許
321 - 331 / 331
ポリアミド樹脂発泡成形品
【課題】 ポリアミド樹脂の有する本来の特性を損なうことなく、微細でかつ均一な発泡状態を有し、軽量化が可能であり、ヒケやソリが少ないポリアミド樹脂発泡成形品を提供することを目的とする。
【解決手段】 超臨界流体を用いて発泡させたポリアミド樹脂発泡成形品であって、ポリアミド樹脂がリン酸カルシウムを含有することを特徴とするポリアミド樹脂発泡成形品である。また、リン酸カルシウムの粒径が0.01〜50μmであることが好ましい。
(もっと読む)
アルマイト化アルミニウム合金と樹脂の複合体とその製造方法

【課題】
金属製筐体の良さと合成樹脂構造の良さとを両立させ、外観が綺麗で生産性が高く、量産性があり、形状、構造の設計自由度が高いアルマイト化アルミニウム合金と樹脂の複合体とその製造方法を提供する。
【解決手段】
アルミニウム合金形状物を陽極酸化処理してアルマイト化した後、被接合部分の酸化物層皮膜を破壊し、酸性水溶液に接触させるエッチング工程、及びアンモニア、ヒドラジン、及び水溶性アミン化合物から選択される1種以上と接触させる工程を経てたアルマイト化アルミニウム合金形状物を射出成形金型に収容し、熱可塑性樹脂組成物を射出して、被接合部分に熱可塑性樹脂組成物を一体に接合する。
(もっと読む)
改良された流動性を有するポリアミド成形用組成物
本発明は、熱可塑性ポリアミド、および、少なくとも1種のオレフィンと脂肪族アルコールの少なくとも1種のメタクリル酸エステルまたはアクリル酸エステルとを含むコポリマー(ただし、コポリマーのMFIは、100g/10分以上である)をベースとする改良された流動性を有する熱可塑性成形用組成物と、これらの成形用組成物の調製方法と、さらには、電気産業、電子産業、通信産業、自動車産業、もしくはコンピューター産業向けの、スポーツにおける、医療における、家庭内における、または娯楽産業における、成形品を製造するための、これらの成形用組成物の使用とに関する。 (もっと読む)
プラスチック射出成形被覆された打ち抜き格子の製造方法及びプラスチック射出成形被覆された打ち抜き格子
プラスチック射出成形被覆された打ち抜き格子(14)の製造方法において、この打ち抜き格子(14)に構成要素(16)を配置し、この構成要素(16)を射出成形型(40)内においてプラスチック(26)内に埋め込む。打ち抜き格子(14)を射出過程中において固定箇所(28,34)に固定部材によって固定して、打ち抜き格子(14)の形状を射出過程中において維持する。固定部材としてプラスチック部材(38)を使用し、このプラスチック部材(38)を射出されたプラスチック(26)によって取り囲み、これによって固定箇所(28,34)を密閉する。
また、プラスチック射出成形被覆された打ち抜き格子(14)であって、この打ち抜き格子(14)がプラスチックから成るケース(12)内に埋め込まれており、このケース(12)が第1及び第2の成分(24、26)を用いて製造されている形式のものが提案されている。打ち抜き格子(14)は第2の成分(26)によって完全に射出成形被覆されており、この場合、コンタクト(18)は機械的及び/又は電気的な打ち抜き格子(14)の接続のために覆われていない。第1の成分(24)はケース(12)の第1の外面(30)及び第2の外面(32)に通じている。  (もっと読む)
(もっと読む)
型空洞へ封入材料を供給するための方法およびデバイス

【課題】電子部品を封入する目的で型空洞へ封入材料を供給するための方法を提供する。
【解決手段】本発明は、次の処理ステップからなる。A)供給デバイス内で、供給すべき封入材料を少なくとも部分的に活性化すること。B)供給デバイスへ、封入すべき電子部品を持つ型空洞を結合すること。C)供給デバイスから型空洞へ、少なくとも部分的に活性化した封入材料を運ぶこと。そしてD)供給デバイスと、封入材料で少なくとも部分的に充填した型空洞とを分離すること。
(もっと読む)
熱可塑性材料の光導管の製造方法
本発明は、熱可塑性材料の光導管(14)を製造する方法に関する。
この導管は、第1の軸と呼ばれる縦の軸(A−A´)に沿って光を伝えるための長方形型材によって構成され、両端の一方に前記第1の軸に対して傾斜した壁部(28)と、レンズの回転軸(B−B´)が縦の対称面に含まれるレンズ(32)とを備えた光リレー(26)を含み、前記導管(14)はレンズの厚さを超える所定の最大高さHmax及び縦の軸(A−A´)に沿った所定の平均の長さLmoyを有する。本発明によれば、光導管を、熱可塑性材料を導管と同一形状のキャビティを有する金型(1)内に射出成形することにより単体として作る。その射出を前記軸(A−A´,B−B´)によって規定される面に実質的に平行な面全体を覆うように前記キャビティの一側に設けられた注入オリフィスを通して行う。注入オリフィスは0.2HmaxとHmaxの範囲内の高さhと、0.2Lmoyと0.8Lmoyの範囲内の長さλを有する。そして、熱可塑性材料を400mm3/sから1500mm3/sの範囲内の速度で射出する。
(もっと読む)
車両のドアのラッチ用の回路の絶縁の方法及びシステム
車両ドア・ラッチ機構に用いられる電気回路用の射出成形の方法及びシステムが開示される。一般に、モールドが設けられ、モールド内部には、モールドの壁によりモールド・キャビティが形成されている。車両ドア・ラッチと関連し且つ/又は車両ドア・ラッチと一体化された電気回路を、モールド・キャビティ内に配置することができる。次いで、プラスチック材料をモールドのモールド・キャビティの中に射出成形することができ、プラスチック材料が電気回路を覆って封止して、電気回路に対して絶縁及び環境的保護を与える。  (もっと読む)
(もっと読む)
PCM金型およびそれを有するバッテリー
本発明は、保護回路モジュール(PCM)インサート射出成形物およびそれを有するバッテリーを提供する。PCMインサート射出成形物は、保護回路が上に形成されているプレートおよび接続端子および所望によりリード線を包含するPCMを、保護回路プレート、接続端子およびリード線を電気的に接続した状態で、金型の内側空間中に挿入し、PCMがリード線を包含する場合には、リード線が部分的に外側に露出するように、あるいはPCMがリード線を包含しない場合には、接続端子が部分的に外側に露出するように、溶融樹脂を金型の内側空間中に射出することにより製造される。PCMは、保護回路およびバッテリーセルが接続されない、即ちバッテリーに電力が印加されない条件下でインサート射出成形することにより製造されるので、PCMは一般的な樹脂を使用して成形することができ、電気的に安定しており、短絡を防止するための被覆工程を必要とせず、電気的に損傷をほとんど受けない。 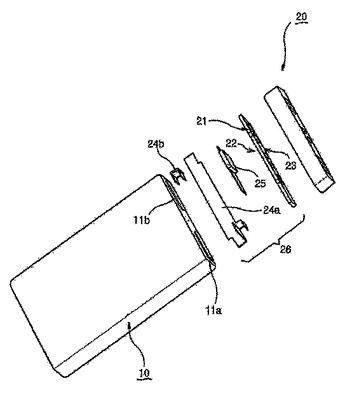 (もっと読む)
(もっと読む)
インサート部材を有するモールド部材及びその製法
冷熱時の樹脂内部の収縮応力及び歪みを吸収して緩和することが出来る、インサート部材付きのモールド部材を提供するために、樹脂で形成されるモールド部材本体と、前記モールド部材本体に金属,セラミックス,樹脂、あるいはこ
れらの材料を組み合わせた複合材料からなる部品がインサートされている樹脂モールド部材において、インサート部材の外周、少なくとも角部,突起部,段差部の近傍に空隙を設けると同時に、インサート部材の外周部に空隙無くモールド樹脂とインサート部材を連続モールドした個所も合わせて形成されている構成とした。容易な製造方法で、冷熱耐久におけるインサート部材と樹脂の線膨張係数の差から発生する樹脂のクラックを回避しうる、高信頼インサート部材付きモールド部材を実現できる。
(もっと読む)
電子装置用のハウジングシェル
本発明は、電子装置用のハウジングシェルに関するものであり、その際にハウジングシェルは耐熱性で、難燃性の熱可塑性プラスチックから射出成形法により製造される。その場合に前記熱可塑性プラスチックはポリアミドベースのハロゲン不含で難燃性のプラスチックである。 (もっと読む)
一体成形回路体の製造方法
【課題】 樹脂成形時に樹脂材と回路体の熱収縮率の相違に起因して回路体が歪んでも、正確に回路体の位置決めを行わせる。
【解決手段】 成形金型31,32に回路体30をセットすると共に樹脂材36を注入して一体成形回路体を得る一体成形回路体の製造方法において、樹脂材の注入時と冷却時に回路体30にテンションをかけておく。回路体30を可動支持具34に係合させ、樹脂材36の注入時の圧力で可動支持具34を移動させることでテンションをかける。成形金型内で回路体をテンションよりも弱い力で固定治具で挟持したり、成形金型内で回路体30を支持突部で支持する。樹脂材36で樹脂体を形成すると共に、樹脂体から回路体30の端子を突出させ、端子の周囲にコネクタハウジングを樹脂体と一体に形成する。
(もっと読む)
321 - 331 / 331
[ Back to top ]