
Fターム[4F206AH34]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 電気電子装置(←電子部品) (1,564) | 送配電(←プラグ、コネクタ) (125)
Fターム[4F206AH34]の下位に属するFターム
電線 (11)
Fターム[4F206AH34]に分類される特許
1 - 20 / 114
端子付電線及びその製造方法
ボスの支持構造
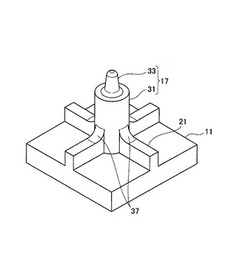
【課題】ボスの寸法精度を向上させるとともにクラックの発生を防ぐこと。
【解決手段】部品19を支持する複数の円柱状のボス17がベース板11の一方の面に起立して形成された樹脂成形品であって、ボス17の外周面から放射状に延在させてボス17の周方向で等間隔に配置される複数の補強リブ21が設けられ、ボス17の外周面には、補強リブ21の上面と交差するコーナー部分35にのみ肉付部37が形成されてなること。
(もっと読む)
金属部材と成形樹脂部材との複合成形体および金属部材の表面加工方法

【課題】製造工程を煩雑にすることなく、金属と樹脂との異種材料間の充分な密着性と気密性を有する樹脂複合成形体を、安価に製造する方法を提供する。
【解決手段】金属部材の表面に、レーザー光や電子ビームなどの高密度エネルギーを照射することによって、金属表面が溶融飛散して形成するクレーター状の複雑に入り組んだ窪みを設ける。このクレーター状の窪みが、一部重複する領域を持つ照射条件を用いる事によって、金属表面が溶融飛散して形成する廂状の隆起部と、隆起部の先端に生ずる球状の金属飛沫、及び加工の際に生じる粒状のスパッタを固着させた粗面形状を形成する。これにより、樹脂成形された樹脂が粗面により形成した括れ空間に入り込み、樹脂が金属部材表面から剥がれる方向の体積変化に対しアンカー効果を発生させる。
(もっと読む)
インサート成形品の製造方法
【課題】インサート成形品の樹脂材料からなる部分にヒケが発生することを防止もしくは抑制しつつ、離型性の向上を図ることができるインサート成形品の製造方法を提供すること。
【解決手段】多孔質材料からなりインサート成形品の樹脂成形部を成形する空間部分が成形された入れ子部材531,532を着脱可能に装着された成形型5を用い、あらかじめ入れ子部材531,532に離型剤を浸透させておき、インサート成形品の樹脂成形部13に埋め込まれる所定の部材(=端子金具11と電線12)を成形型5の内部に配設し、ヒケや気泡が発生しない圧力条件で樹脂材料を射出および保圧して所定の部材(=端子金具11と電線12)を樹脂成形部13の内部に埋め込む。
(もっと読む)
複合構造体及び複合構造体の製造方法
【課題】インサート成形体における樹脂部材が、薄肉部分、立体的形状を有することが可能な複合構造体を提供する。
【解決手段】立体腑形シートからなる第一熱可塑性樹脂成形体と、第一熱可塑性樹脂成形体に積層するように接合された第二熱可塑性樹脂成形体と、第一熱可塑性樹脂成形体と第二熱可塑性樹脂成形体とに挟まれるインサート部材と、を備える複合構造体とする。第一熱可塑性樹脂成形体は、インサート部材が配置される溝部を有することが好ましい。用途によっては、第一熱可塑性樹脂成形体は、発泡構造を有することが好ましい。
(もっと読む)
コネクタ端子への電線の接続方法及び圧着成形型
【課題】設備費を抑えつつ容易に自動化して生産性を向上させることが可能なコネクタ端子への電線の接続方法及び圧着成形型を提供すること。
【解決手段】コネクタ端子10を下型42に配置させ、コネクタ端子10のバレル部21に外被13から芯線12を露出させた電線11の端部を配置させる配置工程と、バレル部21へクリンパ53を押し付けて加締めるとともに、下型42に上型43を重ね合わせ、加締めたバレル部21及び電線11の端部の周囲に射出空間を形成し、射出空間へ樹脂を注入してバレル部21及び電線11の端部を覆う樹脂モールド15を成形する圧着成形工程と、を含む。
(もっと読む)
金型及びインサート樹脂成形方法
【課題】バスバーの端子接触面に樹脂漏れが発生しないインサート成形を行うことができる金型等を提供する。
【解決手段】ボルト挿通孔30aの周囲が端子接触面30bであるバスバー30をキャビティ12にセットし、バスバー30のボルト挿通孔30bにボルト31のネジ部31bを挿入し、バスバー30とボルト31をインサート部品としてキャビティ12に樹脂を注入してインサート樹脂成形を行う金型1であって、ネジ孔20aを有し、ネジ孔20aにボルト31のネジ部31bを螺入した位置がボルト31のセット位置となるボルト受け駒部20と、ボルト受け駒部20をネジ孔20aを中心として回転させるモータMとを備えた。
(もっと読む)
半導体装置製造方法及び半導体装置
【課題】樹脂が側面の境界から露出部に向けてはみ出ることを十分に防止することができる半導体装置製造方法を提供すること。
【解決手段】本発明による半導体装置製造方法は、押圧方向Fを有する金型2、3を用いて露出部4aを含む金属板4の露出部以外を樹脂により封止する成型工程と、金属板4の押圧方向Fに平行な側面4aaにおける露出部4aと露出部以外との境界4Lを樹脂止め部材5により変形して凹部4bを形成する変形工程とを含むとともに、変形工程と成型工程を同時に行うことを特徴とする。
(もっと読む)
射出成形機
【課題】樹脂部品がインサート成形されるフープ材の何れの箇所に異常があるのかを容易に把握できるようにする。
【解決手段】金型間で挟み込まれた状態で型閉された金型内に溶融樹脂を充填することで樹脂部品がインサート成形される長尺状のフープ材4と、インサート成形する際の所定条件が該所定条件から外れたことを異常として検出する成形条件検出センサ31と、成形条件検出センサ31で異常が検出された時に樹脂部品35がインサート成形されたフープ材4の位置を検出するフープ材動作距離検出センサ32とを備える。前記所定条件から外れたとき、それに基づき成形条件検出センサ31が異常が発生したとして検出を行ない、フープ材動作距離検出センサ32は、異常が発生した時に樹脂部品35がインサート成形されたフープ材4の位置の検出を行なう。
(もっと読む)
車載用電子モジュールの樹脂モールド方法
【課題】車載用電子モジュールをモールドする際にコネクタ端子の変形や樹脂漏れなどが起こり難く成形品質を高めた樹脂モールド方法を提供する。
【解決手段】車載用電子モジュール1を型開きしたトランスファ成形用の第一のモールド金型6に搬入し、熱硬化性樹脂をポット9内に搬入し、コネクタ4を除いた基板面を第一のモールド金型6によりクランプして電子部品2が搭載された基板面を一次成形する工程と、一次成形された車載用電子モジュール1を、第二のモールド金型12に搬入し、一次成形されたパッケージ部11とコネクタ4のコネクタ成形部4aをクランプして露出する基板接続端子5aを二次モールドする工程と、を含む。
(もっと読む)
樹脂成形品及びその製造方法
【課題】導電部材と樹脂成形部との密着性が良好で、超音波振動の振動エネルギが、導電部材と樹脂成形部との間に発生した剥離部分に吸収されることを抑制した樹脂成形品及びその製造方法を提供する。
【解決手段】接続用端子部1Aの裏面1bに複数の溝1eを形成する。複数の溝1eは、超音波溶接により接続用導電線材4を表面1aに溶接する際に接続用導電線材4を介して表面1aに加えられる超音波の往復振動方向と交差する方向に延び且つ往復振動方向に間隔をあけるようにして接続用端子部1Aの裏面に形成されている。複数の溝1eの横断面形状は、全体的に見ると裏面1bから表面1aに向かうに従って曲がりながら幅寸法が小さくなり、部分的に拡大して見ると接続用端子部1Aの裏面側から表面側に向かって、内壁部に凹凸が繰り返し現れる形状を有している。
(もっと読む)
モールドバスバーの製造法及びモールドバスバー
【課題】 通電金属部材であるバスバーに樹脂成形部をモールドするモールドバスバーの製造において、バスバーをモールド型内に保持するために、バスバーに当接する保持ピンを使用せず後加工も必要としないで、バスバーの十分な絶縁性を確保する。
【解決手段】 モールド型3内に配置した通電金属部材8に、その一部を覆う樹脂成形部6をモールドするに当り、通電金属部材8とモールド型3内面との間に樹脂製スペーサ7d,7eを介在させる。樹脂製スペーサの一方端面が通電金属部材8に当接し他方端面がモールド型3内面に当接することにより、通電金属部材8を保持する。そして、通電金属部材8と樹脂製スペーサ7d,7eの周囲に樹脂成形部6をモールドする。樹脂製スペーサ7d,7eは、樹脂成形部6との界面となる外面に段部を有する。
(もっと読む)
樹脂成形品の成形金型及び成形方法
【課題】複数の固定部に金属製の円筒体又は長円筒体を正確に配置することができる良好な樹脂成形品の成形金型及び成形方法を提供する。
【解決手段】成形金型51は、箱本体の複数の固定部にそれぞれ形成される挿通孔の内面に、金属製の円形カラー33又は長円形カラーをインサート成形するためのキャビティ54,55を備える。円形カラー33が装着される円筒ボス部61備えたキャビティ54には、円形カラー33が円筒ボス部61に挿入される際には干渉せず、長円形カラーが円筒ボス部61に挿入される際には干渉して該長円形カラーが円筒ボス部61に挿入されるのを阻止する複数の突起63が突設されている。
(もっと読む)
フィルム部材、フィルム成形物、フィルム部材の製造方法、フィルム成形物の製造方法
【課題】電気配線等の設計の自由度を高めたフィルム部材やフィルム成形物を提供する。
【解決手段】フィルム層と、所定の画像が形成された加飾層と、金属配線が形成された金属配線層と、形状保持層と、を含む。
(もっと読む)
樹脂成形品及びその製造方法
【課題】各導電部材及びチップ部品を樹脂でインサート成形する際、成形時の樹脂の圧力によって各導電部材からチップ部品に加わる外力を抑制することのできる樹脂成形品及びその製造方法を提供する。
【解決手段】各導電部材1同士を固定する補強チップ3を各導電部材1に亘るように各導電部材1に接続したので、各導電部材1及び各チップ部品2を覆う樹脂部をインサート成形する際、金型内に流入する樹脂の圧力が各導電部材1に加わった場合でも、各導電部材1同士の歪みを補強チップ3によって抑制することができる。これにより、各導電部材1からチップ部品2に加わる捩れ、曲げ等の外力を大幅に低減することができ、チップ部品2の特性を低下させることがないという利点がある。
(もっと読む)
樹脂成形品
【課題】より確実にボンディング可能な、導電部材をインサート部品として使用した樹脂成形品を提供する。
【解決手段】導電部材1と、この導電部材1の一部を埋設した絶縁樹脂成形部2とを備え、導電部材1の絶縁樹脂成形部2への埋設部分に凹部3を有し、この凹部3内にも絶縁樹脂成形部2が挿入されている。好ましくは、導電部材1が、凹部3を設けた面の反対側面に、凸部4を有する。
(もっと読む)
インサート成形品の製造方法
【課題】導電プレートを確実に位置決めでき、確実にシールドできるインサート成形品の製造方法を提供する。
【解決手段】金型4に取り付けた押えピン24で、金型4内の導電プレートBを押えて位置決めする。金型2内に射出した絶縁性樹脂の硬化前に押えピン24を後退させる。絶縁性樹脂の硬化後に型開きする。型締め時は、金型2内の導電プレートBが下型3の支持片32と押えピン24とで挟持され位置決めされた状態で絶縁性樹脂を射出できる。絶縁性樹脂の射出後は、絶縁性樹脂の硬化前に後退させた押えピン24と導電プレートBとの隙間に絶縁性樹脂を充填でき、金型2内の絶縁性樹脂の圧力にて導電プレートBを位置決め保持できるため、押えピン24の後退時にも導電プレートBを位置決めできる。
(もっと読む)
液晶性樹脂組成物を射出成形してなる成形品、有接点電子部品用の液晶性樹脂組成物および有接点電子部品
【課題】成形品の表面に露出した繊維状フィラーの面積の、成形品の表面積に占める割合が所定の値以下となっており、繊維状フィラーの脱落および樹脂くずの発生が抑制された成形品、繊維長が200μm以上の繊維状フィラーの含有率等が所定の値を示す液晶性樹脂組成物、および上記成形品を用いた有接点電子部品を提供する。
【解決手段】本発明にかかる成形品は、繊維状フィラーおよび液晶性ポリマーを含有する液晶性樹脂組成物を射出成形してなる成形品であって、上記成形品の表面に露出した上記繊維状フィラーの面積が、上記成形品の表面積に占める割合が0.4%以下である。
(もっと読む)
金属樹脂複合構造体及びその製造方法、並びにバスバ、モジュールケース及び樹脂製コネクタ部品
【課題】優れた接着強度を有する金属樹脂複合構造体及びその製造方法、並びにバスバ、モジュールケース及び樹脂製コネクタ部品を提供する。
【解決手段】融点が500℃以上の高融点金属を含む金属部材1と樹脂部材2とを一体化した金属樹脂複合構造体10において、金属部材1と樹脂部材2との間に、500℃未満の融点を有する低融点金属を含んでなる合金層3が設けられ、合金層3と樹脂部材2との接合面において、合金層3の平均表面粗さが5nm以上1μm未満であり、合金層3の接合面に形成される凹凸の凹凸周期が5nm以上1μm未満であることを特徴とする、金属樹脂複合構造体。
(もっと読む)
金属端子をインサートした樹脂複合成形体及びその製造方法
【課題】従来の製造工程のまま、電子回路内部を腐食させる水分や湿気等の外的影響物質の浸入を防ぎ得る、充分な気密性を有する樹脂複合成形体を安価に製造する方法を提供する。
【解決手段】予め金属端子1の板幅側の端部に、樹脂の圧縮応力を生み出す溝形状9を少なくとも1箇所設け、この溝形状9が金属端子1の板幅側端面との交点になす角が、90°より小さい鋭角形状を少なくとも1つ有する形態とすることにより、樹脂2が凝固する際の体積変化の現象を利用して、金属端子1と樹脂2とを溝形状9の内部で部分的に密着させ、気密性を向上させる。
(もっと読む)
1 - 20 / 114
[ Back to top ]