
Fターム[4F206AH52]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 食器(←茶碗、箸、皿) (24)
Fターム[4F206AH52]に分類される特許
1 - 20 / 24
インモールド用転写箔及びそれを用いた成形品
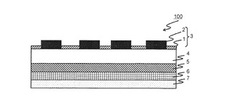
【課題】良好な凹凸模様を成形品に付与することのできる凹凸形成層を形成しつつ、且つ、生産性に優れたインモールド用転写箔を提供する。
【解決手段】インモールド用転写箔100は、ベースフィルム4の一方の面に形成された剥離層5と、剥離層5のベースフィルム4とは反対側に形成された印刷層6と、印刷層6の剥離層5とは反対側に形成された接着層7と、ベースフィルム4の他方の面に形成された凹凸形成層3とを備え、凹凸形成層3は凸部2と凹部1とを含み、且つ凸部2と凹部1との組み合わせで構成された所定の凹凸パターンを有し、凸部2と凹部1は一方が撥水性樹脂で、他方が親水性樹脂で形成されていることを特徴とする。
(もっと読む)
プロピレン系樹脂射出成形品
【課題】高い透明性を有し臭気のないプロピレン系樹脂射出成形品を提供する。
【解決手段】プロピレン系重合体A100重量部に対し、下記一般式1で示されるリン酸エステルナトリウム塩系造核剤B0.01〜0.5重量部と高級脂肪酸アルミニウム塩C0.01〜0.5重量部を含有するプロピレン系樹脂を射出成形する。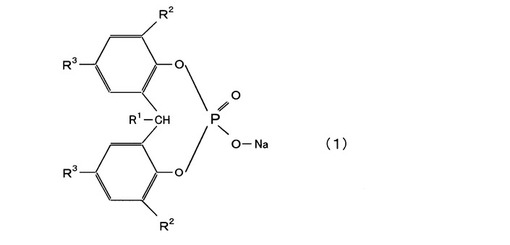 (もっと読む)
(もっと読む)
改良型の共射出成形
食器等とその製造方法

【課題】プラスチック製品に於けるプラスチック使用割合を少なくして、結果としてプラスチックの処理量を減少させることで処理を簡素化し、併せて、原料である石油の消費量を押さえ、埋蔵量の温存を図りながら、温暖化問題等環境対策の一助とすると共に、目立った処理方法のなかった卵の殻や貝殻の有効活用が可能な食器等とその製造方法を提供する。
【解決手段】プラスチックを可塑化して溶融する工程と、該溶融したプラスチックに複合材料を投入する工程と前記プラスチックと複合材料を混錬する工程と該工程により得た溶融材料を金型に於いて成形する工程と該工程に続く冷却工程からなる成形工程に於いて、前記プラスチックの使用割合に対する前記複合材料の使用割合を比較的大きくする。
(もっと読む)
飲料ディスペンサのモータ側カップリング部材製造方法及びモータ側カップリング部材
【課題】本発明は、抜止部材の傾きを抑制でき、振動の発生を低減できる飲料ディスペンサのモータ側カップリング部材製造方法及びモータ側カップリング部材を提供することを目的とするものである。
【解決手段】本発明による飲料ディスペンサのカップリング部材製造方法及びモータ側カップリング部材は、抜止周面支持突起201aで抜止部材141の筒部151の外周部153を支持するとともに、抜止部材141を第1及び第2金型201,202で挟持することで第1及び第2金型201,202に対する抜止部材141の位置決めを行い、筒部151の本体先端部151a及び壁部154の壁先端部154aが、カップリング部材本体140のモータ側端面143及びカップリング側端面144から露出される構成である。
(もっと読む)
漆器用の混合樹脂材料
【課題】 射出成形に際しての成形サイクルの高速化を実現しながら、耐熱性および機械強度の確保に有利な高度の結晶化状態を実現することができる漆器用の混合樹脂材料を提供する。
【解決手段】 難結晶性樹脂であるPET樹脂と、易結晶性樹脂であるPBT樹脂と、結晶化核剤とを所定の配合割合に混合することによって、PET樹脂の結晶化温度を引き下げる。PET樹脂の結晶化は金型内で実施し、PBT樹脂の結晶化は、離型後に多数個を取りまとめて所定温度の加熱炉等内において一挙に実施する。
(もっと読む)
植物繊維強化ポリ乳酸箸の製造方法
【課題】耐熱性に優れ、ガラス繊維の使用量が無い、あるいは非常に少ないことで廃棄後もガラス繊維の飛散の可能性が低いポリ乳酸製の箸を提供すること。
【解決手段】 木や竹を0.01−5mm程度に切断破砕処理して植物繊維粉末混合強化材を作り、基体が、ポリ乳酸を主材として重量比で30−94%程度含有したものに、植物繊維粉末混合強化材を5−69%添加し、またタルクや雲母粉末、ガラス繊維などの無機フィラーを補助強化材として重量比で1−50%程度含有させたものを主な組成とし、場合によっては着色料を添加して、箸を作るための混合材料を作る。これによって得た混合材料を、湿度を取り除いた熱風で乾燥した後、加熱混練装置内で、脱気乾燥しながら加熱混練し、ノズルからそのまま箸金型内に注入することによって、植物繊維強化ポリ乳酸箸を得る。
(もっと読む)
ポリスチレン系樹脂組成物及びその成形体
【課題】シンジオタクチック構造を有するポリスチレン系樹脂の優れた耐熱性を最大限に発揮し、かつ、植物度が高く環境負荷の低い樹脂組成物及びその成形体を提供する。
【解決手段】本発明は、
(A)シンジオタクチック構造を有するポリスチレン系樹脂100質量部に対し、
(B)ポリ乳酸系樹脂1〜150質量部、
(C)酸変性したポリフェニレンエーテル樹脂0.01〜15質量部、
(D)シンジオタクチック構造を有するポリスチレン系樹脂以外の熱可塑性樹脂及びゴム状弾性体1〜80質量部、
を含むシンジオタクチックポリスチレン系樹脂組成物、並びに、該シンジオタクチックポリスチレン系樹脂組成物を成形してなる成形体、それを含む日用品、特に弁当箱、箸である。
(もっと読む)
液状付加硬化型シリコーンゴム組成物の射出成形方法及びその成形品
【課題】成形不良を低減し得るオープンゲート方式の金型による液状付加硬化型シリコーンゴム組成物の射出成形方法及び該方法により製造されるシリコーンゴム成形品を提供する。
【解決手段】オープンゲート方式の金型内に液状付加硬化型シリコーンゴム組成物を射出し、加熱硬化するシリコーンゴムの射出成形方法において、
(i)23℃におけるせん断速度10S-1の粘度aとせん断速度100S-1の粘度bの比(a/b)が2.5以上の流動性を有する液状付加硬化型シリコーンゴム組成物をオープンゲート方式の金型内に射出する工程、
(ii)次に脱圧する工程
を有することを特徴とするシリコーンゴムの射出成形方法。
(もっと読む)
射出成形用エチレン系樹脂および射出成形体
【課題】柔軟性、高温耐荷重性および透明性のバランスに優れた射出成形用エチレン系樹脂を提供する。
【解決手段】以下の条件を全て満足する射出成形用エチレン系樹脂。
(a)密度が890〜930kg/m3
(b)メルトフローレート(MFR)が0.5〜50g/10分
(c)流動の活性化エネルギー(Ea)が50kJ/mol未満
(d)Mz/Mwが3.5以上
(e)(Mz/Mw)/(Mw/Mn)≧0.9
(f)温度上昇溶離分別法によって測定される100℃以上での溶出樹脂量の割合が1重量%未満(ただし、エチレン系樹脂の重量を100重量%とする)
(g)190℃、100rad/secにおける溶融複素粘度η*(100)が100〜2400Pa・sec
(もっと読む)
二重成形樹脂製食器
【課題】 クラックが発生しにくく、埃が付着しにくい上に、ケチャップ等の食品で着色しにくく、洗浄性のよいPMP製の二重成形食器を提供すること。
【解決手段】 本発明は、ポリメチルペンテン100質量部に対しポリプロピレンを3〜15質量部の割合で含有する組成物(A)からなる樹脂製成形体を予め成形した後に、この成形体の外側をポリメチルペンテン100質量部に対しポリプロピレン10〜40質量部および/または無機フィラー40〜120質量部を含有する組成物(B)で成形した二重成形樹脂製食器を提供する。
(もっと読む)
インモールド用転写箔、及びそれを用いた成形品
【課題】
熱で白化しない耐熱性と、伸縮へ追従性がよく、割れや白化などの少なく、耐熱性や耐光性に優れる蛍光発光性のホログラムを有するインモールド用転写箔、及びそれを用いた成形品を提供する。
【解決手段】
基材11、離型層13、ホログラム層15、透明反射層17、高輝度インキ層18及び接着層19からなり、前記離型層13がメラミン系樹脂であり、ホログラム層15がハードコート性の電離放射線硬化樹脂、シリコーン、蛍光発光性の希土類錯体、及びフィラーを含む蛍光発光性のホログラム層であり、また、上記電離放射線硬化樹脂の吸収波長領域が蛍光発光性の希土類錯体の吸収波長領域と異なっていることも特徴とする。
(もっと読む)
棒状成形体の製造方法
【課題】 製品強度にすぐれた二色棒状成形体の製造が可能であって、ジェッティングが製品の欠陥とならない箸などの棒状成形体の製造方法を提供すること。
【解決手段】 樹脂製棒状成形体を成形するのに、予め長手方向に所定の太さを有する部分(A)と、所定の太さより断面積を減じた太さを有する部分(B)とからなる予備成形体を成形し、得られた予備成形体の該部分(B)を所定の太さとなるように後成形することを特徴とする樹脂製棒状成形体の製造方法。
(もっと読む)
紙成分含有箸製造方法
【課題】プラスチック材料から作られた箸が有する前記問題点を解決することができ、繰り返しの使用が可能な紙成分含有箸の製造方法を提供する。
【解決手段】紙成分含有箸製造方法は、30重量%以上50重量%未満のポリプロピレン14と、30〜100μmの粒径を有する40重量%以上60重量%以下の紙粉末15と、5〜50μmの粒径を有する5重量%以上10重量%以下のゼオライト粉末16と、1〜10μmの粒径を有する5重量%以上10重量%以下の銀粉末17とを加熱、混練した溶融混合物を複数のペレット状成形材料13に成形するペレット成形工程と、ペレット状成形材料13を加熱、混練して溶融混合物に戻し、箸成形金型に溶融混合物を注入して箸成形金型内で箸の形状に成形する箸成型工程とを有する。
(もっと読む)
樹脂材料および成形体の製造方法
【課題】アセトアルデヒドの発生を効果的に抑制する樹脂材料および成形体の製造方法を提供する。
【解決手段】熱分解によりアセトアルデヒドを生じる基材樹脂に、熱分解によりアセトアルデヒドを生じない化合物が添加されている樹脂材料であり、前記化合物がトレハロースであり、さらに含水結晶トレハロースであることが好ましい。前記基材樹脂はポリエステル系樹脂であることが好ましい。更に、樹脂材料を少なくとも射出成形することにより成形体を形成する成形体の製造方法であって、前記の化合物と樹脂材料を用いて射出成形することを特徴とする成形体の製造方法である。
(もっと読む)
シリコーンゴム発泡体の製造方法及びシリコーンゴム発泡体
【解決手段】超臨界流体と液状の付加硬化型シリコーンゴム組成物とを混合した混合物を、金型キャビティ内に射出して、発泡させると共に150℃未満の温度で硬化させることを特徴とするシリコーンゴム発泡体の製造方法。
【効果】本発明は、射出成形により均一なセルを有するシリコーンゴム発泡体を形成することができ、生産性向上にも寄与することができるものである。
(もっと読む)
テーパーを有する容器の成形方法および金型
【課題】テーパーを有する容器の側面の厚さを均一に成形することができるとともに、底面と、側面との厚みを独立に制御可能な金型および成形方法を提供する。
【解決手段】キャビティ(雌型)と、コア(雄型)との間に溶融樹脂を流し込み成形するテーパーを有する容器の成形方法であって、前記コアは、移動自在な移動コアと、固定される固定コアとを有し、前記移動コアはさらに、テーパーを成形するための1または複数の二次移動コアと、底面を成形するための1または複数の二次移動コアとの、複数の二次移動コアを有し、該複数の二次移動コアをそれぞれ移動させることにより、前記テーパーの厚みと底面の厚みとを略均一に成形することを特徴とする。
(もっと読む)
食器類
【課題】耐熱性に優れた食器類を提供する。
【解決手段】ポリエチレンテレフタレートとポリブチレンテレフタレートの2種の樹脂と、全量に対して1〜15質量%のメタクリル樹脂と、全量に対して5〜30質量%の無機フィラーを含有するポリエステル成形材料で成形された素地成形品1の表面に、ポリエチレンテレフタレート製のインサートフィルム2をインサート接着する。熱湯による煮沸や電子レンジによる加熱で変形したり、表面が白くなったりすることがなくなる。
(もっと読む)
成形装置における位置決め装置
【課題】 可動金型5、固定金型6を用い、第一、第二成形体2、3を型成形する第一射出工程、第一成形体2を成膜2aする成膜工程、第一、第二成形体2、3を樹脂材8により一体化する第二射出工程により成膜成形体1を製造するにあたり、中間位置で可動金型5が停止する位置の正確な位置決めと、この停止位置を基準点として基準点位置の更新をする。
【解決手段】 既セットされている基準点二基づいて可動金型5を停止位置に移動させた後、サーボモータ10をフリーの状態にすると共に、既セットされている基準点をリセット、しかる後、機械的な位置決めをして正確に位置決めをし、第一の射出工程を実行し、その後、この位置を基準点としてセットすると共に、サーボモータ10を駆動状態に復帰するようにする。
(もっと読む)
カップ状容器
【課題】 多数のリブを設けたカップ状容器の側壁外周面で、リブが形成された部分も含めて広い領域で加飾あるいは表示機能を十分発揮させることを課題としたものであり、もってリブによる断熱あるいはすべり防止等の機能を有すると共に、今までにない加飾および表示機能が十分発揮される商品性の高いカップ状容器を提供することを目的とする。
【解決手段】 ラベルを容器本体の側壁外周面にインモールド成形により一体的に貼付する共に、ラベル上に突条状の縦リブを多数突設した容器において、縦リブの少なくとも上端部を側壁に一体連結して、この縦リブを形成する。
(もっと読む)
1 - 20 / 24
[ Back to top ]