
Fターム[4F206AM22]の内容
プラスチック等の射出成形 (77,100) | 成形装置、成形操作のその他の特徴 (2,679) | 成形装置の管理(←方法も) (402) | 自動診断 (103)
Fターム[4F206AM22]に分類される特許
1 - 20 / 103
産業機械のボールねじ寿命管理方法及び装置
射出成形機のトラブルシューティング方法
【課題】 トラブルシューティングに必要となる射出成形機の状態(状態変化)に係わる情報を十分な量及び十分な範囲で取得し、的確かつ緻密なトラブルシューティングを迅速かつ効率的に行う。
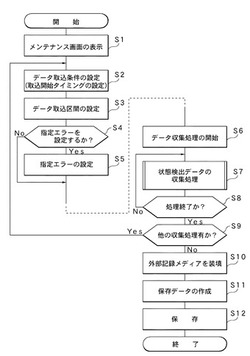
【解決手段】 予め、複数の状態検出項目,サンプリング時間Ts及びデータ取込条件を設定し、トラブルシューティング時に、動作中の射出成形機Mから、サンプリング時間Ts毎に状態検出データDm…を検出することにより、所定の記憶容量Trを有する第一バッファ2に順次記憶し、かつ記憶したデータ量が記憶容量Trに達したなら記憶した状態検出データDm…を先頭側から順次消去するエンドレス記憶処理を行うとともに、データ取込条件を満たしたなら当該データ取込条件に従って状態検出データDm…を第二バッファ3に取込むデータ取込処理を行い、第二バッファ3に取込んだ状態検出データDm…を用いてトラブルシューティングを行う。
(もっと読む)
成形機の制御装置と制御方法

【課題】操作表示部にアラーム画面が表示されたときに、アラームコメントに応じて成形条件の設定値等を変更できる成形機の制御装置を提供する。
【解決手段】制御装置13を有する成形機に、各種アラームコメントごとに複数の分類項目を有する診断コードグループリスト85と、各種成形条件ごとに複数の分類項目を有する成形条件グループリスト92とが格納されている。タッチパネル14aに表示されたアラーム画面中の設定ボタンを操作すると、診断コードに対応した診断コードグループリスト85が呼び出される。呼び出された診断コードグループリスト85中の特定の分類項目と、成形条件グループリスト92中の各分類項目とが順次照合され、両者が互いに一致したとき、その分類項目が含まれる成形条件グループリスト92を有する成形条件の情報が設定値一覧画面60に加わる。設定値一覧画面60に表示された成形条件のうちいずれかの成形条件が選択されると、設定値を変更可能な設定画面70が表示される。
(もっと読む)
パーティングライン決定装置、パーティングライン決定プログラム
【課題】成形品のパーティングラインの決定に要する工数を低減することができるパーティングライン決定装置、及びパーティングライン決定プログラム得る。
【解決手段】成形品の各面について、各手段により、キャビ型で成形させる面か、コア型で成形させる面か、スライド型で成形させる面か,分割面か、又は絶対アンダー面かが、決定され、この情報が、パーティングライン決定手段16Uへ入力される。パーティングライン決定手段16Uは、この情報に基づいて、各面に異なった色情報を付与し、各面の境界にパーティングラインを作成することでパーティングラインを決定する処理を終了する。このように、成形品のパーティングラインの決定に要する工数を低減することができる。
(もっと読む)
パラメトリック射出成形のシステムおよび方法
【課題】本発明は、射出成形製造プロセスによって製造された製品の本質を管理するための方法およびシステムを提供する。
【解決手段】本発明は、リアルタイムに収集された射出成形プロセスデータに対する多変量解析を実施すること、およびリアルタイムデータが所定の製造管理限界内にあるか否かを決定することを含む。リアルタイム製造データが管理限界を超えたときには、該プロセスは管理されない状態とみなされ、管理されない状態の下で製造された製品は、射出成形製造プロセスからリアルタイムに取り除かれる。
(もっと読む)
射出成形機
【課題】停電が発生した場合であっても、蓄電装置における電力により成形動作を継続できるようにする射出成形機を提供すること。
【解決手段】本発明の実施例に係る射出成形機は、停電の際に使用可能な電力を蓄電する蓄電装置33と、停電発生時に、蓄電装置33に蓄電された電力による成形動作の継続の可否を判定する成形動作継続可否判定部213とを備える。また、成形動作継続可否判定部213は、交流電源10からの交流電力の供給を受けることなく射出成形機の成形動作を継続することができる時間が、停電発生から外部電源による給電開始までの予定時間以上である場合に、蓄電装置33に蓄電された電力による成形動作を継続できると判定する。
(もっと読む)
射出成形機
【課題】停電解消時に、停電発生により停止した成形動作を自動的に再開できるようにする射出成形機を提供すること。
【解決手段】本発明の実施例に係る射出成形機は、停電中に使用可能な電力を蓄電する蓄電装置23を備えた射出成形機であって、停電解消時に、停電発生により停止した成形動作を再開させるための復元操作の要否を判定する復元操作要否判定部212を備える。また、復元操作要否判定部212は、復元操作が不要と判定した場合に、操作者による操作入力なしに、停電発生により停止した成形動作を自動的に再開させるようにする。
(もっと読む)
射出成形機及び電力用半導体素子消耗度監視システム
【課題】電力変換装置における電力用半導体素子の消耗度をより正確に且つより低い演算負荷で監視する電力用半導体素子消耗度監視システムを備える射出成形機を提供すること。
【解決手段】電力変換装置10における電力用半導体素子の消耗度を監視する電力用半導体素子消耗度監視システム100を備える射出成形機は、電力変換装置10の運転状態が予め設定された複数の運転パターンの何れに該当するかを判定する運転状態判定部451と、それら複数の運転パターンのそれぞれが実行された場合のその電力用半導体素子の消耗度を予め記憶する消耗度参照テーブル460と、消耗度参照テーブル460を参照して、運転状態判定部451が判定した運転パターンが実行された場合のその電力用半導体素子の消耗度を取得して積算する消耗度積算部452と、を備える。
(もっと読む)
射出成形機の故障診断方法及びコントローラ
【課題】本発明は、射出成形機に故障が発生した場合、故障の診断に必要なデータがコントローラ内部メモリに記憶され、このデータを外部に容易に取り出すことを目的とする。
【解決手段】本発明による射出成形機の故障診断方法及びコントローラは、射出成形機(50)に故障が発生した場合、コントローラ画面(21)上に故障箇所(40)及び故障内容(41)が表示され、故障の診断に必要なデータ(22a)がコントローラ内部メモリ(22)に記憶され、故障診断出力スイッチ(23)のオン動作により、故障の診断に必要なデータ(22a)のみが出力ポート(24)から出力される方法と構成である。
(もっと読む)
成形条件設定方法
【課題】金型を取り付けた際の型締力の調整時間を短縮することができる射出成形機の制御方法を提供すること。
【解決手段】型締装置(10)のトグルサポート(15)の固定位置を移動して目標型締力に近づくように型締力を調整する。トグルサポート(15)の移動量に応じて金型保護位置を変更する。型締力の調整は、規準金型を型締装置(10)に取り付けて得られた、押込量と対応する型締力との関係から求められた第1の型締力設定値に基づいて行なわれる。型締力の調整は、第1の型締力設定値を用いて型締を行ない、実際の型締力を検出して得られた型締力検出値と目標型締力との差に基づいて行なわれることとしてもよい。
(もっと読む)
射出成形機における樹脂漏れセンサ装置
【課題】樹脂漏れの発生の可能性が高い金型構成部材同士との接合面に通ずる溶融樹脂の流通路の接続部より漏れる樹脂を流動抵抗の低い溝に導いてセンサにより金型内部の温度と樹脂温度の温度差を利用して感知するようにした射出成形機における樹脂漏れセンサ装置。
【解決手段】加熱溶融樹脂を射出成形させて金型内の流通路2を介して流通させて、ゲートよりキャビティ内に一定量宛供給するようにした射出成形機において、組込まれる各部材の接合部の前記流通路2の接合面の開口側に、前記流通路2を包囲する凹陥溝5を設け、この凹陥溝5と通ずる樹脂通路6を設け、かつ部材の外部にセンサ7を配設して、前記流通路2より漏出する樹脂を集合導出させて検知して成ることを特徴とする射出成形機における樹脂漏れセンサ装置。
(もっと読む)
電子サイクルカウンタ
金型動作に従って、プロセッサにカウント信号を送信するアクチュエータを有する、金型サイクルカウントを保持するためのモニタ。モニタは、活動モード(active mode)とスリープモードとを有するタイマをさらに含む。プロセッサは、金型の活動期間およびスリープ期間を考慮して、金型の平均サイクル時間と、活動率とを生成する。  (もっと読む)
(もっと読む)
射出成形機の型締力設定方法
【課題】 バリ不良の発生しない必要最小限の適正型締力を設定する際の確実性及び信頼性を高めるとともに、より的確な適正型締力を自動化により容易に設定する。
【解決手段】 最大型締力(100〔%〕)から所定の大きさを順次低下させた型締力(100〔%〕,80〔%〕,70〔%〕…)により順次型締めして試し成形を行うとともに、射出工程における型締圧Pcを検出し、この型締圧Pcの変化に係わる複数の異なるモニタ要素(Pc,Pcd,Pcr)を監視することにより、少なくとも一つのモニタ要素に所定の閾値を越える変化が生じたなら当該変化が生じたときの型締力に対して所定の大きさだけ増加させた型締力を適正型締力Fsとして設定する。
(もっと読む)
射出成形機の型締力設定方法
【課題】 バリ不良の発生しない必要最小限となる適正型締力を的確に設定するとともに、樹脂の充填に伴う金型の変化に係わるより広範な情報を得る。
【解決手段】 最大型締力(100〔%〕)から所定の大きさを順次低下させた型締力(100〔%〕,80〔%〕,70〔%〕…)により順次型締めして試し成形を行うとともに、金型2の固定型2cを支持する固定盤3c及び金型2の可動型2mを支持する可動盤3mの外面3cf,3mfに付設した型位置センサ4により射出工程における固定盤3cに対する可動盤3mの相対位置(型位置Xc)を検出し、少なくとも、当該型位置Xcに所定の条件を満たす変化が生じたなら当該変化が生じたときの型締力に対して所定の大きさだけ増加させた型締力を適正型締力Fsとして設定する。
(もっと読む)
射出成形機の良否判別装置
【課題】監視項目の成形データが良否判別レンジ外であった場合、それが上限値を超えた場合と下限値を下回った場合に応じて異なる判別モードを設定可能な射出成形機の良否判別装置を提供すること。
【解決手段】射出成形機の成形品質に影響を与える物理量として、型内圧50、射出初圧60、計量時間70、金型温度80、およびV−P位置90を選択したことを示している。型内圧50に対して上限値51、判別モード52、下限値53、判別モード54のように、それぞれの監視項目の物理量に対して、上限値の判別モードと下限値の判別モードとを個別に設定できる。型内圧50では良否判別52,良否判別54に設定されている。金型温度80では、サイクル停止,良否判別に判別モードが設定されている。
(もっと読む)
金属多孔質材のインサート成形方法
【課題】複合成形品の良否判断を適切に行うことができるとともに、射出条件をより容易に設定できる金属多孔質材のインサート成形方法を提供する。
【解決手段】あらかじめ設定した射出条件で、金属焼結体の骨格により構成されてなる三次元網目構造を有するシート状の金属多孔質材の周囲に樹脂を射出成形することにより、前記樹脂からなる枠部が設けられてなる複合成形品を形成し、前記複合成形品の表面の画像認識により前記樹脂部の面積βと前記枠部における欠肉部の面積αとを測定し、前記欠肉部の面積αが0である場合には前記樹脂部の面積βがあらかじめ定めておいた枠部面積上限値γ以下であるか否かによって前記複合成形品の良否を判断し、前記欠肉部の面積αが0でない場合にはこの欠肉部の面積αと前記樹脂部の面積βとの和と前記枠部面積上限値γとを比較してその大小関係に応じて前記射出条件を調整する。
(もっと読む)
金型、成形品評価方法、及び成形条件決定方法
【課題】金型内での樹脂成形品の収縮量等の変動を経時的に測定することができる金型、その金型を用いた成形品の評価方法、その金型を用いた成形条件の決定方法を提供する。
【解決手段】金型内における樹脂成形品の収縮量の経時的な変動を測定する収縮量測定部及び/又は金型内における樹脂成形品の収縮力の経時的な変動を測定する収縮力測定部を備えた金型を用いる。収縮力測定部が、収縮力を伝達する伝達部を備え、伝達部を介して収縮力を測定し、収縮量測定部が、樹脂の収縮により変位する可動部を備え、可動部の変位量を収縮量として測定する金型が好ましい。
(もっと読む)
原型ツールの製作方法及び装置
本発明は、部品の原型ツール(10)を製作するための装置及び方法に関する。本方法は、a)部品のCADモデル(23)を受け取るか、或いは作成する工程と、b)部品のCADモデル(23)に基づき原型ツール(10)の表面モデルを導き出す工程と、c)NC工作機械を用いて、表面モデルに基づき原型ツール(10)を製作する工程と、d)原型ツール(10)を用いて、部品の実物(12)を製作する工程と、e)部品の実物(12)の表面の点の三次元による点分布(22)を提供するコンピュータ断層撮影に基づく座標測定器を用いて、部品の実物(12)の輪郭を計測する工程と、f)三次元による点分布(22)の三次元の点とCADモデル(23)を比較して、所定の許容限界を上回る偏差が存在するか否かを計算する工程と、所定の許容限界を上回る偏差が存在する場合には、g)算出した偏差に基づき表面モデルを補正する工程と、h)NC工作機械を用いて、補正した表面モデルに基づき原型ツール(10)を再加工するか、或いは原型ツール(10)を新たに製作する工程と、i)所定の許容限界を上回る偏差が存在しなくなるまで、工程d)〜h)を繰り返す工程とを有する。 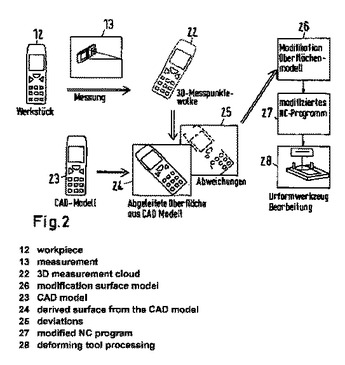 (もっと読む)
(もっと読む)
射出成形機の制御装置
【課題】特別な機構を用いることなく、樹脂の逆流量を検出することができる射出成形機の制御装置を提供すること。
【解決手段】図4(a)は逆流防止弁の閉鎖が早く樹脂の逆流量が少ない場合を表しており、スクリュ回転角度の最大値は小さい。図4(b)は逆流防止弁の閉鎖時間が遅く樹脂の逆流量が増大しスクリュ回転角度の最大値が大きい場合を表している。また、図4(c)は単位時間当たりの樹脂の逆流量が多く、樹脂の逆流量が増大した場合を表している。
樹脂の逆流量はスクリュ回転角度を指標として評価でき、スクリュ回転角度は計量用サーボモータに内蔵されるエンコーダからの検出信号に基づく。
(もっと読む)
サーボモータにおける電流制御方法、電流制御プログラム、記録媒体、サーボモータおよび射出成形機
【課題】余分なd軸電流Idを流すことなく、的確に電圧飽和の発生を防止することができる電流制御方法、電流制御プログラム、記録媒体、サーボモータおよび射出成形機を提供する。
【解決手段】電圧飽和の発生を防止するためにd軸電流を流す電流制御方法であって、d軸電流Id=−|Idmax|・sinθと規定し、各電圧指令値と電圧指令値閾値Voとの比較を所定周期で継続的に行い、時間的に直前の所定回数No回分の比較結果を抽出し、各電圧指令値の少なくとも1つが電圧指令値閾値Voを超えていた回数Nが設定した整数Nb以下である場合、位相角θ=0°とし、回数Nが整数Nbを超えている場合、回数Nが大きいほど前記位相角θを大きくする。
(もっと読む)
1 - 20 / 103
[ Back to top ]