
Fターム[4F206AP15]の内容
プラスチック等の射出成形 (77,100) | 検出量又は監視量 (1,871) | 電流、電圧 (49)
Fターム[4F206AP15]に分類される特許
1 - 20 / 49
産業機械のボールねじ寿命管理方法及び装置
電動射出成形機の電圧監視方法および電動射出成形機
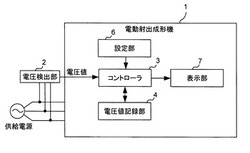
【課題】外部から供給される三相交流電圧の品質が成形品に及ぼす影響を評価したり、三相交流電圧の異常による故障を防止することができる電圧監視方法を提供する。
【解決手段】電動射出成形機(1)に供給される三相交流電圧の電圧値を測定し、所定周期で、もしくは成形サイクルに同期して、コントローラ(3)に記録するように構成する。そして前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も記録する。さらに、測定する電圧値が設定された許容範囲を超えたときには、電動射出成形機(1)を停止する。
(もっと読む)
射出成形機

【課題】整流部に流れる循環電流を抑制できる、射出成形機を提供すること。
【解決手段】モータと、前記モータを駆動する駆動回路と、前記駆動回路に電力を供給する整流器102と、前記駆動回路と整流器102との間に設けられたコンデンサ301と、前記駆動回路と整流器102との間の直流電力を交流電力に変換するブリッジ回路104と、ブリッジ回路104の交流部側に接続された高調波成分抑制部63と、整流器102に並列接続された回生経路82とを有し、ブリッジ回路104と高調波成分抑制部63とを回生経路82に備える、射出成形機あって、ブリッジ回路104を構成する複数のスイッチング素子は、コンデンサ301の電圧が所定値以上のとき、前記モータの電力を回生するようにオン/オフし、コンデンサ301の電圧が前記所定値未満のとき、全てオフする、ことを特徴とする、射出成形機。
(もっと読む)
電動射出成形機の停電時の運転方法、および電動射出成形機
【課題】停電時に、電動射出成形機のサーボアンプに電力を供給して適切な状態で停止して金型を保護できる電動射出成形機の運転方法を提供する。
【解決手段】電動射出成形機1において、交流電圧を直流電圧に変換する交流直流変換器2の直流回路(P、N)側に、直流電圧を電力として貯蔵すると共に貯蔵した電力を直流回路に供給できる、電力貯蔵装置3を備える。正常時は、電力貯蔵装置3に所定の電力を貯蔵する。型閉工程中、型開工程中、または突出工程中において、交流電圧の異常を検出すると、電力貯蔵装置3から直流電圧を供給してこれらの工程を完了させ、その後電動射出成形機1を停止する。
(もっと読む)
成形品取出機
【課題】 測定器を用いずに、設定条件に応じたエアー消費量及び電力消費量をユーザに知らせることを可能にして、総合的にエネルギー消費量を削減する設定条件をユーザ自身が設定することができる成形品取出機を提供する。
【解決手段】 消費量演算部35は、コントローラ5から入力された複数のエアー装置21の設定条件及び複数の電気装置22の設定条件と消費量情報記憶部27に記憶されている個別エアー消費量情報及び個別電力消費量情報とに基づいて、1成形サイクル当たりのエアー消費量及び電力消費量を演算する。そして表示動作制御部33は、消費量演算部35の演算結果を表示部に表示する。
(もっと読む)
射出成形機
【課題】電源コンバータの大型化を必要とすることなく、必要な際にDCリンクのエネルギを所望の値に維持すること。
【解決手段】所定の成形サイクルで成形を行うために電源からの電力を変換してDCリンクを介してモータに供給する電源コンバータを制御する制御装置を備えた射出成形機であって、前記電源コンバータは、前記電源からの電力を変換して前記DCリンク側に出力する順方向及び前記モータの回生電力を変換して前記電源側に出力する逆方向の双方向の動作が可能であり、前記制御装置は、前記成形サイクルにおける所定期間だけ、前記DCリンクの両極間電圧が所定の目標電圧となるように、前記電源コンバータを前記順方向で動作させる。
(もっと読む)
射出成形機及び電源コンバータの制御装置
【課題】 エネルギ効率の良い態様でモータ回生時にDCリンクの充電を行うことが可能な射出成形機等の提供。
【解決手段】 所定の成形サイクルで成形を行うために電源からの電力を変換してDCリンクを介してモータ11,24,42,44に供給する電源コンバータ100を制御する制御装置26を備えた射出成形機1であって、前記電源コンバータは、前記モータの回生電力を前記電源に回生するように動作する回生用回路部を有し、前記制御装置は、前記成形サイクルにおける前記モータの力行及び回生の電力パターンに基づいて前記回生用回路部の出力上限Psを設定する回生出力上限設定部263を有することを特徴とする。
(もっと読む)
型締装置及び型締制御方法
【課題】電磁石を用いて作用させる型締力を適切に制御することのできる型締装置を提供する。
【解決手段】電磁石によって型締力を作用させる型締装置であって、目標型締力に応じた前記電磁石への電流指令を生成する第一の電流指令生成部と、前記電磁石による前記型締力を検出する型締力検出部と、前記型締力検出部によって検出される型締力の検出値に基づいて前記電流指令を補正する補正指令を生成する第二の電流指令生成部とを有する。
(もっと読む)
射出成形機
【課題】樹脂の可塑化状態をより高精度に監視できる射出成形機を提供すること。
【解決手段】射出シリンダ20内の樹脂の状態を監視する射出成形機は、樹脂の可塑化のために消費される消費エネルギを検出する消費エネルギ検出部10を備える。また、その射出成形機は、消費エネルギ検出部10が検出した消費エネルギに基づいて成形品質を判別する成形品質判別部11と、消費エネルギ検出部10が検出する消費エネルギの変動を抑制する消費エネルギ変動抑制部12と、を備える。
(もっと読む)
射出成形機及び電力用半導体素子消耗度監視システム
【課題】電力変換装置における電力用半導体素子の消耗度をより正確に且つより低い演算負荷で監視する電力用半導体素子消耗度監視システムを備える射出成形機を提供すること。
【解決手段】電力変換装置10における電力用半導体素子の消耗度を監視する電力用半導体素子消耗度監視システム100を備える射出成形機は、電力変換装置10の運転状態が予め設定された複数の運転パターンの何れに該当するかを判定する運転状態判定部451と、それら複数の運転パターンのそれぞれが実行された場合のその電力用半導体素子の消耗度を予め記憶する消耗度参照テーブル460と、消耗度参照テーブル460を参照して、運転状態判定部451が判定した運転パターンが実行された場合のその電力用半導体素子の消耗度を取得して積算する消耗度積算部452と、を備える。
(もっと読む)
射出装置
【課題】射出が長時間行われないとき、樹脂材料の熱変形を防止しつつ、生産性を高めることができる射出装置を提供する。
【解決手段】ホッパ17と加熱筒12との間に三方切替弁30を設け、上部の口31をホッパ17に向け、下部の口32を加熱筒12に向け、側部の口33から材料排出管34を延ばし、三方切替弁30と加熱筒12との間にガスを吹込むガス吹込みノズル64を置き、三方切替弁30と加熱筒12との間に所定の滞留条件で樹脂材料が滞留していると制御部71で判断したときに、ガス吹込みノズル64からガスを吹込み、このガスの作用により樹脂材料を排出することで、樹脂材料の熱変形を防ぐことができるようにした。
【効果】スクリューへガスを直接吹付けることができ、スクリュー周りの樹脂材料を効果的に排出させることができる。
(もっと読む)
圧力制御装置及び圧力制御方法
【課題】圧力に応じた電圧値を周波数信号に変換してその周波数信号の周期に応じて圧力を制御する場合に、周波数信号の周期によらずに精度良く圧力を制御する
【解決手段】歪みゲージ1において射出成形機の所定箇所の圧力を電圧値として検出し、V/F変換器3にてその電圧値を周波数信号に変換して出力し、カウンタ4にてその周波数信号の周期を計測し、制御演算装置5において、V/F変換器3から出力された周波数信号の周波数がしきい値以下の場合は、その周波数信号の立ち上がりエッジから次の立ち上がりエッジまでのクロックによる時間を周波数信号の周期とし、また、V/F変換器3から出力された周波数信号の周波数がしきい値よりも高い場合は、その周波数信号のクロックによる一定時間内のパルス数によって一定時間を除算した値を周波数信号の周期とし、この周期に基づいて射出成形機における圧力制御を行う。
(もっと読む)
射出成形機及び射出成形方法
【課題】各モータの駆動パターンを顧客ニーズ等に合わせて設定すること。
【解決手段】本発明は、成形サイクルを構成する複数の成形工程のうち、電動モータの駆動により実現される少なくとも2つの工程に対して、第1のモードと、前記第1のモードより消費電力が小さい第2のモードとを選択的に設定可能なモード設定手段と、モード設定手段におけるモードの設定状態に応じて、第1のモードが設定された成形工程では、第1の駆動パターンに基づいて該成形工程に対応して設けられる電動モータを制御し、第2のモードが設定された成形工程では、第1の駆動パターンより消費電力が小さい第2の駆動パターンに基づいて該成形工程に対応して設けられる電動モータを制御する制御手段とを備える。
(もっと読む)
射出成形機の自動給脂装置
【課題】射出成形機の運転状況を、可動部の負荷が反映される仕事量を用いて評価し、これにより可動部の潤滑不足を推定し、可動部の仕事量が予め設定しておいた値を超えたところで給脂を行い、機械の潤滑状態の適正化が可能な射出成形機の自動給脂装置を提供すること。
【解決手段】可動部の仕事量UM(=0)を初期化し、可動部が動作中であるか否か判断し、動作中でない場合には動作開始するのを待ってステップSA102へ移行し、UM=UM+(T・Δθ)を計算する(SA100〜SA102)。UMは予め設定された基準仕事量USより大きいか否か判断し、大きくない場合にはステップSA101へ戻り、大きい場合には、1成形サイクルが終了したか否か判断し、1成形サイクルの終了を待って可動部への給脂を実行し、ステップSA100へ戻り処理を継続する(SA103〜SA105)。
(もっと読む)
射出制御システムおよび射出制御方法
【課題】成形品の着磁の良否判定を可能とするとともに、射出待機時間を容易に設定可能な射出制御システムおよび射出制御方法を提供する。
【解決手段】所望の着磁が行える電流値である目標電流値ITを設定する。目標電流値ITに達するまでに許容される最長時間である上限設定時間tHを設定する。設定された下限設定時間tLを経過した後の時間となるように射出待機時間tWを設定する。設定された上限設定時間tHと、実時間tRとを比較し、実時間tRが上限設定時間tHよりも短い場合は着磁良好と判定し、実時間tRが上限設定時間tHよりも長い場合は着磁不良と判定する。
(もっと読む)
射出成形機の電力管理システム
【課題】射出成形機による使用電力量の集中を防ぎ、これによりデマンド時間の平均使用電力を抑えて契約電力を抑制可能な射出成形機の電力管理システムを提供すること。
【解決手段】max台の射出成形機21〜2maxは、通信回線5を介して管理装置1に接続され、それぞれ電力線4を介して主電源から電力が供給され、電力測定器31〜3maxが設置されている。電力測定器3はそれぞれ設置された各射出成形機2の使用電力を測定する。射出成形機21〜2maxの制御装置は、使用電力のデータを元にサンプリング時間毎の使用電力量を算出し、通信回線5を介して管理装置1に送信し、管理装置1は電力量監視値あるいは最大許容電力量に基づき電力削減措置の要否を判断する電力監視処理を実行する射出成形機の電力管理システム。
(もっと読む)
射出成形機の電力監視装置
【課題】射出成形機の使用電力を電力料金の算定根拠となるデマンド時間単位で時刻に対応させて積算、さらに時刻に対応させて射出成形機の電力監視装置を提供する。
【解決手段】計測を開始する時点の時刻情報を取得し、経過時間tおよび積算使用電力量を初期化する(SA100、SA101)。1制御周期毎の電力量を計算し、計算して求めた電力量を制御周期毎に1分間毎に積算し使用電力量を算出し、現在時刻情報を取得する(SA102〜SA107)。稼動状態の情報を取得し、積算使用電力量を算出し、現在時刻情報に対応させて稼動状態の情報および積算使用電力量を記憶装置に記憶する(SA108〜SA110)。経過時間を1分増加し経過時間tがデマンド時間の30分を経過すると、次のデマンド時間30分間の積算使用電力量を算出するためステップSA101へ戻る(SA111、SA112)。
(もっと読む)
電動射出成形機の電力表示方法および電力表示装置
【課題】コンバータやインバータにおける損失電力も含んだ、電動射出成形機全体の消費電力や回生電力を演算して表示することができる表示方法を提供する。
【解決手段】三相交流電源側(3)から供給される三相交流電圧を直流電圧に変換してサーボアンプ(SA1、SA2、…)に供給するPWMコンバータ(2)を備え、前記サーボアンプによりスクリュ、型開閉装置、エジェクタ装置等を駆動するサーボモータ(AM1、SM2、…)が駆動されるようになっていると共に、前記PWMコンバータにより前記サーボアンプから回生される回生電力が前記三相交流電源側に戻されるようになっている電動射出成形機において、三相交流電源側(3)とPWMコンバータ(2)間における電圧値と電流値とから電動射出成形機の消費電力と回生電力とからなる電力データを演算して表示する。無効電力、力率を含み、電力データを積算して得られる電力量も含む。
(もっと読む)
金型閉鎖位置検出手段を備えたトグル式射出成形機の制御装置
【課題】金型閉鎖位置検出手段を備えたトグル式射出成形機の制御装置を提供すること。
【解決手段】射出成形機を制御する制御装置20は、クロスヘッド位置検出手段である位置・速度検出器11により検出されたクロスヘッド位置から幾何学的に求められるトグル式型締機構の拡大率と電流検出器12により検出されたモータ電流値に基づいて可動プラテン3の推力を算出し、算出した可動プラテン3の推力の一定時間に対する変化量を求め、該変化量があらかじめ設定した変化量に到達したか判断し、前記あらかじめ設定した変化量に到達したときの前記クロスヘッドの位置を金型閉鎖位置として検出する。
(もっと読む)
成形機
【課題】安価かつ簡便な構成にして、高い射出速度と増圧(保圧)圧力を得ることができる成形機を提供する。
【解決手段】射出用電動サーボモータ11として、複数巻3相モータを備える。低速射出工程においては射出用電動サーボモータ11をその定格トルクで駆動し、高速射出工程においては射出用電動サーボモータ11をその最大トルクで駆動し、増圧工程においては射出用電動サーボモータ11を定格トルクの200%以下で駆動する。
(もっと読む)
1 - 20 / 49
[ Back to top ]