
Fターム[4F206AP20]の内容
プラスチック等の射出成形 (77,100) | 検出量又は監視量 (1,871) | その他の検出量 (136)
Fターム[4F206AP20]に分類される特許
1 - 20 / 136
成形構造体の製造方法、及び成形構造体
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
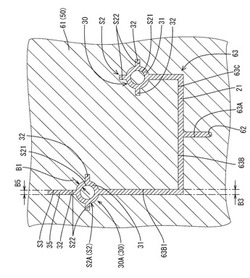
【解決手段】外部への開口を有する取付ボス成形空間S2が形成された成形型50に対し、取付ボス成形空間S2の開口を閉塞する形でトリムボード20を配置する基材配置工程と、基材配置工程に続いて行われ、成形型50に設けられたゲート62から、取付ボス成形空間S2内に溶融樹脂を射出することで、トリムボード20と接合された状態で取付ボス30を成形する成形体成形工程と、を備え、成形体成形工程において、取付ボス成形空間S2と連通する形で成形型50に形成された充填確認部成形空間S3に溶融樹脂の一部が流動することで、取付ボス成形空間S2内への溶融樹脂の充填を確認することが可能な樹脂充填確認部35が取付ボス30と一体的に成形されることを特徴とする。
(もっと読む)
パーティングライン決定装置、パーティングライン決定プログラム

【課題】成形品のパーティングラインの決定に要する工数を低減することができるパーティングライン決定装置、及びパーティングライン決定プログラム得る。
【解決手段】成形品の各面について、各手段により、キャビ型で成形させる面か、コア型で成形させる面か、スライド型で成形させる面か,分割面か、又は絶対アンダー面かが、決定され、この情報が、パーティングライン決定手段16Uへ入力される。パーティングライン決定手段16Uは、この情報に基づいて、各面に異なった色情報を付与し、各面の境界にパーティングラインを作成することでパーティングラインを決定する処理を終了する。このように、成形品のパーティングラインの決定に要する工数を低減することができる。
(もっと読む)
成形品取出機
【課題】 測定器を用いずに、設定条件に応じたエアー消費量及び電力消費量をユーザに知らせることを可能にして、総合的にエネルギー消費量を削減する設定条件をユーザ自身が設定することができる成形品取出機を提供する。
【解決手段】 消費量演算部35は、コントローラ5から入力された複数のエアー装置21の設定条件及び複数の電気装置22の設定条件と消費量情報記憶部27に記憶されている個別エアー消費量情報及び個別電力消費量情報とに基づいて、1成形サイクル当たりのエアー消費量及び電力消費量を演算する。そして表示動作制御部33は、消費量演算部35の演算結果を表示部に表示する。
(もっと読む)
逐次射出成形プロセスにおけるポリマー材料の送出制御
【課題】逐次射出成形プロセスにおいてポリマー材料の送出を制御する方法と装置。
【解決手段】複数の金型キャビティ14a〜14iへ第1の材料の第1回ショットを同時に送出するステップと、第1回ショットの送出のステップ中に対応するキャビティ14a〜14iへ送出される材料の容積または流量を示す特性を、それぞれのキャビティ14a〜14iについて独自に検知するステップと、第1回ショットの送出中に対応するキャビティ14a〜14iについて検知された特性を示す信号を変数として使用するプログラムに従って、1個以上のキャビティ14a〜14iへ第1回ショットを送出するステップを独自に停止するステップと、および第1回ショットを送出するステップを停止するステップに引続いて、第2の材料の第2回ショットをキャビティ14a〜14iへ同時に送出するステップと、を有する方法を提供する。
(もっと読む)
成形機及び成形機の画面表示切換制御方法
【課題】ユーザーの目的に見合った使用頻度の高い画面を自動的に切り換え表示できるようにする。
【解決手段】表示部10に動作設定画面20を所定時間である5分間表示され、5分経過後に動作設定画面20を動作工程画面21に切り換え表示され、切り換えられた動作工程画面21が所定時間である5分経過後にスタンバイモードによる非表示画面になる。非表示画面22の状態にあるときに該画面をタッチ操作した際、該非表示画面22から使用頻度の高い動作設定画面20に切り換え表示される。使用頻度の高い動作設定画面20が自動的に表示部10に表示させることで利便性の向上を図ることができる。
(もっと読む)
検査装置
【課題】射出成形機の成形金型の型開時に成形品の成形不良を確実に検出することができ、不良検査の信頼性の向上を図ることが可能な検査装置を提供する。
【解決手段】検査装置1は、型開した成形金型内を撮像するための撮像手段31と、撮像手段31をヘッド部21に取り付けて型開した成形金型内に進入させるように構成したロボットアーム2と、成形金型が型開されると、ロボットアーム2を駆動させてヘッド部21を成形金型内に進入させ、ヘッド部21に取り付けた撮像手段31により成形金型に保持された成形品5を正面から撮像し、得られた撮像画像に基づいて成形品5の不良判定を行うように制御する制御手段4とを備える。
(もっと読む)
射出成形機及び電源コンバータの制御装置
【課題】 エネルギ効率の良い態様でモータ回生時にDCリンクの充電を行うことが可能な射出成形機等の提供。
【解決手段】 所定の成形サイクルで成形を行うために電源からの電力を変換してDCリンクを介してモータ11,24,42,44に供給する電源コンバータ100を制御する制御装置26を備えた射出成形機1であって、前記電源コンバータは、前記モータの回生電力を前記電源に回生するように動作する回生用回路部を有し、前記制御装置は、前記成形サイクルにおける前記モータの力行及び回生の電力パターンに基づいて前記回生用回路部の出力上限Psを設定する回生出力上限設定部263を有することを特徴とする。
(もっと読む)
小剛性部材をインサートする成形方法
【課題】水様性便であっても一定量を容易、確実に採取できる、吸水性部材を備えた便採取具を製造する方法、およびそのような採便器具の提供。
【解決手段】吸水性部材25を予め金型に挿入し、次に熱可塑性樹脂を注入し、一体成形をおこなうインサート成形方法であって、ゲートから注入される該熱可塑性樹脂の流れ方向の制御、具体的にはゲートの形状及び設置位置を、挿入部材の形状及び位置に合わせて変えることによりおこない、該吸水性部材25の剛性が小さい場合にも、該樹脂の流動圧力による該部材の変形及び位置ずれを引き起こさない上記成形方法を用いて行う便採取具2の製造方法。
(もっと読む)
射出成形機の稼働状態監視装置
【課題】状態信号の変化を捉え、さらに、状態信号の変化の前と後を合わせて稼働状態の監視を行う射出成形機の稼働状態監視方法および稼働状態監視装置の提供。
【解決手段】設定1:状態信号Zが運転状態A(自動運転)から運転状態C(アラーム)に変化した場合、稼働状態α(異常停止)とし、設定2:状態信号Zが運転状態B(手動運転)から運転状態C(アラーム)に変化した場合、稼働状態β(手動停止)とし、設定3:状態信号Zが運転状態A(自動運転)から他の運転状態(運転状態B(手動運転)のようなアラーム以外のいかなる運転状態でもよい)に変化した場合、稼働状態γ(生産停止)とし、設定4:状態信号Zが自動運転へ変化した場合、稼働状態ε(生産中)とする。設定4の例では、自動運転に変化した場合に生産中の稼働状態(ε)とする。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の操作性を一段と向上させるものである
【解決手段】監視領域の設定において、キャビティCVの画像部分を囲うように監視領域を設定する際の基準となる始点位置P1をユーザにより指定され、続いてユーザ所望の監視領域の形状を選択された後、終点位置P2を指定されると、ユーザが選択した監視領域の形状に対応させて監視領域を設定することにより、ユーザに煩雑な操作を強いることなく、監視処理において高い精度で異常の検出を行うことができ、操作性を一段と高め得る射出成形機監視装置を実現できる。
(もっと読む)
半導体発光装置用樹脂成形体
【課題】 本発明は、シリコーン樹脂を用いて、変色しにくく高い反射率を保持して高い輝度を実現し、また封止材やリードフレームと剥離しにくく長期使用時の信頼性の高い、半導体発光装置用樹脂成形体を提供することを課題とする。
【解決手段】 (A)ポリオルガノシロキサン、(B)白色顔料、及び(C)硬化触媒を含有するシリコーン樹脂組成物から得られた半導体発光装置用樹脂成形体であって、
前記樹脂成形体は、アビエチン酸蒸気を発生している200℃に加熱されたアビエチン酸の上方3cmの距離で20分間アビエチン酸蒸気に曝した後、波長250nm以上500nm以下のUVまたは可視光(強度:1900mW/cm2(365nm受光素子で測定))を15分間照射したときの、照射前後における樹脂成形体の白色度(WI(CIE))の減少率が40%以下であることを特徴とする、半導体発光装置用樹脂成形体。
(もっと読む)
射出成形機の材料監視装置
【課題】 溶融状態が不良になる原因究明と対応策を速やかに講じるとともに、可塑化不良を未然に回避して理想的な可塑化処理を実現する。
【解決手段】 加熱筒2の後部2eを加熱する後加熱部3eを含む複数の加熱部3a…により加熱される加熱筒2の後部2eに設けた材料供給部4から当該加熱筒2の内部に供給される成形材料Rをスクリュ5の回転により可塑化/計量する際における当該成形材料Rを監視するための装置であって、加熱筒2の後部2eに配設することにより成形材料Rが加熱筒2の内部で変形又は剪断される際に発生する音響放出波Weを感知して電気信号Seに変換する音響放出波感知センサ6と、電気信号Seから成形材料Rの変形又は剪断に係わる定量的な音響放出データDeを検出する音響放出検出部7と、この音響放出データDeの利用に基づく所定の材料対応処理を行う材料対応処理機能部8とを備える。
(もっと読む)
液晶ポリマー射出成形品の熱間反り変形予測方法
【課題】液晶ポリマー射出成形品の熱間反り変形を予測する。
【解決手段】液晶ポリマーにより形成された材料特性データ取得用成形品を用いて、成形時の流動・固化によるせん断応力の積分値および分子配向状態と、線膨張係数の異方性との関係を、材料特性データとして取得する第1工程と、射出成形品の流動・固化時に対象部位に生じる配向とせん断応力のデータを取得する第2工程と、材料特性データおよび射出成形品の対象部位における配向とせん断応力の積分値のデータから、対象部位の線膨張係数異方性データを換算する第3工程と、射出成形品の有限要素法モデルにて、換算された線膨張係数異方性データをマッピングする第4工程と、有限要素法モデルの構造解析を行って、温度を変化させた際に生じる膨張・収縮を計算する第5工程とを実施して、射出成形品の対象部位に生じる反り変形を予測する。
(もっと読む)
射出成形機及び電力用半導体素子消耗度監視システム
【課題】電力変換装置における電力用半導体素子の消耗度をより正確に且つより低い演算負荷で監視する電力用半導体素子消耗度監視システムを備える射出成形機を提供すること。
【解決手段】電力変換装置10における電力用半導体素子の消耗度を監視する電力用半導体素子消耗度監視システム100を備える射出成形機は、電力変換装置10の運転状態が予め設定された複数の運転パターンの何れに該当するかを判定する運転状態判定部451と、それら複数の運転パターンのそれぞれが実行された場合のその電力用半導体素子の消耗度を予め記憶する消耗度参照テーブル460と、消耗度参照テーブル460を参照して、運転状態判定部451が判定した運転パターンが実行された場合のその電力用半導体素子の消耗度を取得して積算する消耗度積算部452と、を備える。
(もっと読む)
分布特定方法及び分布特定装置
【課題】 誘電性ポリマーの表面温度だけでなく、内部の温度をリアルタイムに特定することができるようにする。
【解決手段】 キャパシタンス計測部6により計測されたN個の電極21〜2N間のキャパシタンスから、誘電性ポリマーにおける複数の位置の比誘電率εr(f,T)を特定する誘電率又は比誘電率分布特定部7を設け、温度分布特定部8が、温度−誘電率又は比誘電率マップ記憶部4により記憶されている温度−誘電率又は比誘電率マップを参照して、誘電率又は比誘電率分布特定部7により特定された複数の位置の比誘電率εr(f,T)の各々に対応する温度Tを特定することで、誘電性ポリマーの温度分布を求める。
(もっと読む)
射出成形機の操作履歴保存・表示方法
【課題】射出成形機の操作の履歴を情報が重複することなく、効率よく長期間保存でき、操作の履歴を操作者と共に表示する操作履歴保存・表示方法を提供する。
【解決手段】射出成形機を操作するとき、コントローラ内の操作者認証記録処理(3)によって操作者の認証を要求する。操作者の認証記録はログイン履歴ファイル(F1)に保存する。操作者がした操作の履歴は、操作履歴記録処理(4)によって操作履歴ファイル(F2)に保存する。操作によって設定が変更されたときには変更前後のそれぞれの設定値も保存する。履歴表示処理(5)は、表示要求された操作の履歴を操作履歴ファイル(F2)から読み出し、ログイン履歴ファイル(F1)から対応する操作者の情報を検索して、操作の履歴を操作者の情報と共にディスプレイ装置1に表示する。
(もっと読む)
成形システム
【課題】 成形機の機械作動部分の近傍に別の作動装置が配設され、前記機械作動部分と前記別の作動装置の間に第1の扉が設けられるともとに、前記別の作動装置と外部の間に遮蔽部と第2の扉が設けられた成形システムに関し、遮蔽部内でも操作盤を操作して成形機の設定入力を可能とする。
【解決手段】 成形機12の機械作動部分14に近接して別の作動装置13が配設され、前記機械作動部分14と前記別の作動装置13の間に第1の扉19が設けられるともとに、前記別の作動装置13と外部E2の間に遮蔽部20と第2の扉21が設けられた成形システム11において、遮蔽部内E1の操作盤22(22a)から設定入力可能となっているときは、第1の扉19のインターロックがオンになっているとともに前記別の作動装置13が非作動状態となっており、かつ第2の扉21のインターロックがオフの状態とする。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】監視対象の位置ずれに追従して監視検出画像データを得るようにし、キャビティ部分を除去した部分の明るさを合わせるように画像データを修正し、レンズ調整画面や感度設定画面を表示するようにし、安全扉の確認をするようにし、2次監視タイマの計時動作が終了する前に正常判定結果が得られたとき当該計時動作の終了を待たずに直ちに2次監視動作を終了させるようにしたことにより、取扱いが便利かつ判定精度が高い射出成形機監視装置を実現できる。
(もっと読む)
射出成形機の制御方法
【課題】 様々な条件下においても常に位置決めに対する正確性を確保するとともに、成形サイクルの短縮による生産効率を高める。
【解決手段】 移動部2を駆動機構3により移動させるとともに、移動部2をストッパ4a,4bに機械的に当接させることにより移動部2に対する停止制御を行うに際し、移動部2を予め設定した標準速度Vnにより移動させ、かつ予め設定した目標位置Xsに達したなら、標準速度Vnよりも遅く設定した突当速度Vsにより移動させるとともに、この突当速度Vsにより変化する第一物理量を監視し、この第一物理量が予め設定した仮停止位置と見做す第一閾値に達したなら、突当速度Vsにより変化する第二物理量を監視し、この第二物理量が予め設定した本停止位置となる第二閾値に達したなら位置制御による停止制御を行う。
(もっと読む)
モールド部品の製造装置
【課題】刻々と変化する金型の最適な保守時期に適切に対応することができ、保守頻度の低減、成形品質の向上を図ることが可能となるモールド部品の製造装置を提供する。
【解決手段】金型キャビティ内に溶融樹脂を充填し、モールド部品を射出成形するモールド部品の製造装置であって、
前記金型キャビティ内に溶融樹脂が充填される際に発生するガスの物理量を検出する検出手段と、
前記検出手段によって検出された物理量を成形ショット毎に記憶する記憶手段と、
前記記憶手段によって成形ショット毎に記憶された物理量の変化率を演算し、該物理量の変化率から金型の保守時期を決定する演算手段と、を備えている構成とする。
(もっと読む)
1 - 20 / 136
[ Back to top ]