
Fターム[4F206JB13]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 予め形成された挿入物等との一体化成形 (4,574) | 表面材との一体化 (926)
Fターム[4F206JB13]の下位に属するFターム
閉空間を形成する表面材の一体化 (45)
1面の部分を覆う表面材の一体化 (107)
Fターム[4F206JB13]に分類される特許
201 - 220 / 774
加飾フィルムの製造方法、および加飾成形体の製造方法
【課題】優れた立体意匠性を発現でき、かつインサート成形時の加工適正を有する加飾フィルムを製造する方法、および加飾フィルムを用いた加飾成形体の製造方法を提供する。
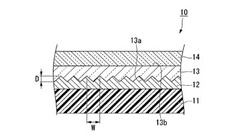
【解決手段】基材フィルム11上にインク層12を形成するインク層形成工程と、インク層12が形成された基材フィルム11上に、一方の表面が凹凸加工された透明フィルム13を凹凸加工面13aがインク層12に接するように配して積層体とし、該積層体を熱圧着する熱圧着工程とを有することを特徴とする加飾フィルム10の製造方法、およびこれより得られた加飾フィルム10を用いた加飾成形体の製造方法。
(もっと読む)
車両用金属調加飾部品及びその製造方法

【課題】別体感が、意匠面において確実且つ安定的に表現されて、高級感の向上が有利に図られてなる車両用金属調加飾部品とその製造方法とを提供する。
【解決手段】樹脂基材12の表面に固着される金属シート14の意匠面20に、該意匠面20を複数の領域に区分けする溝部28を、プレス成形により形成すると共に、該金属シート14の意匠面20よりも暗色の着色層34を、該溝部28の少なくとも底部の全長に形成して、構成した。
(もっと読む)
アンテナパターンフレーム、その製造方法及び製造金型、電子装置のケースの製造方法及び電子装置
【課題】本発明はアンテナパターン部がアンテナパターンフレーム上で浮く現象を防ぐアンテナパターンフレーム、その製造方法及び製造金型、電子装置のケースの製造方法及び電子装置に関する。
【解決手段】本発明の一実施例によるアンテナパターンフレームは、外部信号を受信するアンテナパターン部が形成される放射体と、上記アンテナパターン部が表面に形成されるように上記放射体がモールド射出成形され、上記アンテナパターン部を電子装置のケースの内部に埋め込ませる放射体フレームと、上記放射体フレームのようにモールド射出成形され、上記放射体フレーム上で上記アンテナパターン部が浮く現象を防ぐように上記アンテナパターン部にオーバーモールディングされて形成されるオーバーモールド部と、を含むことができる。
(もっと読む)
改良された燃焼挙動を有する射出成形多部材複合系
本発明は、改良された燃焼挙動を有する全体的又は部分的に射出成形された多部材複合系、およびその製造方法を提供する。 (もっと読む)
パネル
【課題】パネル本体の後面に枠状部を一体に設けた合成樹脂製パネルであって、前面側に向って凸となるように湾曲したパネルにおいて、凸の湾曲の程度が許容範囲内である、形状精度の良好なパネルを提供する。
【解決手段】前面側が凸となるように湾曲した合成樹脂材料よりなるパネル本体と、該パネル本体の後面の全周縁に設けられた枠状部とを有し、該パネル本体が射出成形された後、枠状部が成形されたパネルにおいて、該パネル本体の容積(m3)をV1、該枠状部の容積(m3)をV2、130℃に2時間保持したときのパネル本体の収縮率(%)をS1、該枠状部の収縮率(%)をS2としたときに、0.01<V2/V1<1.0、1.0<S2/S1<3.0である。
(もっと読む)
金属調加飾樹脂成形品及び金属調加飾樹脂成形品の製造方法
【課題】中間層として金属調加飾シートを配置して意匠性を向上させた金属調加飾樹脂成形品、及び、金属調加飾樹脂成形品の製造方法を提供することを目的とする。
【解決手段】金属調加飾樹脂成形品に、基体シート2と当該基体シート2の一方の面に埋め込まれた金属調部材1とを有するシート層3と、基体シート2の他方の面に成形された第1樹脂層25と、シート層3の基体シート2及び金属調部材1に重ねて成形された透明な第2樹脂層26と、を備えた。
(もっと読む)
ケーシングの埋め込み成形方法
【課題】埋め込み成形方法を提供する。
【解決手段】主に、金属外観部材を用意するステップと、金属外観部材の内面に接着剤の塗布ステップと、接着剤が塗布された金属外観部材を加熱し、接着剤を固化さ金属外観部材に結合させるステップと、金属外観部材をプラスチック射出成形金型に取り付けて、熱溶融プラスチック部材を金属外観部材の固化された接着剤の上面に射出成形し、熱溶融プラスチック部材の射出温度によって接着剤を軟化させ、プラスチック部材と接着剤とを結合させる。プラスチック部材と接着剤とを結合および固化した後に、固化されたプラスチック部材は金属外観部材の上にプラスチック層が形成されるステップと、金属外観部材の製品を取り出すステップとを含むことによって、良品率の向上および生産プロセスを有効に短縮される。
(もっと読む)
粘着成形体
【課題】低硬度で、粘着性とハンドリング性が良好な粘着成形体を提供する。
【解決手段】フィルム2上に熱可塑性エラストマー3を有し、フィルム2が、未延伸ポリプロピレンおよび低密度ポリエチレンより選ばれる一種以上である。フィルム2の厚みが50μm以下である粘着成形体1であることが好ましく、少なくとも固定側金型11と可動側金型12とを有する金型を使用して作製され、固定側金型11と可動側金型12との間にフィルム2を供給して設置した後に、フィルム2をはさんで型締めし、次いで、熱可塑性エラストマー3を射出して一体成形されたものであることが好ましい。
(もっと読む)
レドームの製造方法
【課題】製造工程を短縮し、且つ不良品の発生率を抑制することで、製造に掛かる手間やコストを抑えることのできるレドームの製造方法を提供すること。
【解決手段】本発明は、車両周囲の障害物を検知するレーダの検知側に設けられるレドーム10の製造方法であって、一面11aに凹部11bを備えた透明部材11を成形する成形工程と、凹部11b内の空間を満たす形状を備え凹部11bの内面に接する接触面Sが光輝性を備えた光輝部材12を凹部11b内に設置する設置工程と、上記一面11aを覆い透明部材11及び光輝部材12を一体的に保持するベース部材16を設置する第2設置工程とを有するという方法を採用する。
(もっと読む)
加飾シートの製造方法、加飾成形品、及び射出成形同時加飾方法
【課題】 射出成形同時加飾にて、ポリオレフィン系樹脂への密着性を良くし、また、表面の透明性、耐候性に加え、耐摩耗性、耐擦傷性、リサイクル性も良くする。
【解決手段】 加飾シートSを、ポリオレフィン系樹脂の基材シート1に、順次、塩素化ポリオレフィン樹脂の接着剤層2、ウレタン樹脂のプライマー層3、アクリル樹脂と塩化ビニル−酢酸ビニル共重合体とをバインダー樹脂とする絵柄インキ層4、アルミナ粒子を添加したアクリル樹脂の第1表面保護層5、また表面平滑性が必要な場合は更に第2表面保護層6を積層した構成とする。この加飾シートで射出成形同時加飾すれば所望の加飾成形品が得られる。
(もっと読む)
成形体及びその製造方法
【課題】金属を用いることなく、光及び輻射熱を反射し、断熱性が向上した意匠性の高い成形体を作製することができる成形体の製造方法及び該方法により製造された成形体の提供。
【解決手段】成形体の製造方法は、成形金型内111に配置された空洞含有樹脂フィルム1上に、100℃〜320℃の溶融した樹脂50aを射出成形することを含み、前記空洞含有樹脂フィルムのSP値と前記樹脂のSP値との差の絶対値が、6.0未満である成形体の製造方法であって、前記空洞含有樹脂フィルムの平均厚みが25μm超200μm未満であり、前記成形体における樹脂部分の平均厚みが0.3mm超10mm未満であり、前記射出成形時における溶融した樹脂の射出圧力が200MPa未満であり、かつ、下記式(1)を満たす。(数4)t1×1/3×Qm×Vf>(Ti−50)×Ci×t2×1/200式(1)
(もっと読む)
加飾転写シート
【課題】薄型であってかつ三次元的な意匠を呈することができる加飾転写シートを提供する。
【解決手段】加飾転写シート11は、不透明反射層2の上に透明樹脂層3と印刷加飾層4とを備える。印刷加飾層4は、不透明反射層の表面2a上に、認識容易な影を形成可能な第1影形成部21と認識困難な影を形成可能な第2影形成部22とを有し、両影形成部と不透明反射層とは同系色であり、両影形成部は、透明樹脂層内で不透明反射層の表面と平行な1つの平面上に配置され、交差する部分において、第1影形成部に対して第2影形成部が途切れている。
(もっと読む)
アンテナパターンフレーム、その製造方法及び製造金型、アンテナパターンフレームが埋め込まれた電子装置のケース及びその製造方法
【課題】本発明は、アンテナパターンが電子装置のケースに埋め込まれるようにするアンテナパターンフレーム、その製造方法及び製造金型、これを用いた電子装置のケースに関する。
【解決手段】本発明の一実施例によるアンテナパターンフレームは、外部信号を受信し、電子装置内に送出するアンテナ放射体と、前記アンテナ放射体が表面に形成される放射体フレームと、前記放射体フレームから突出して形成され、電子装置のケースの形状の内部空間が形成される電子装置のケースの製造金型内で前記放射体フレームが上下に動くことを防ぐガイドボスと、を含むことができる。
(もっと読む)
発泡樹脂基材の成形方法並びに成形金型
【課題】表皮を真空貼着してなる積層成形品における発泡樹脂基材の成形方法並びに成形金型であって、発泡樹脂基材に開設するバキューム孔周縁部に形状垂れが生じることがなく、精度の良い成形を可能にする。
【解決手段】発泡樹脂基材21は、キャビティ型50とコア型60で画成されるキャビティC内に発泡樹脂材料Mを射出充填し、その後、キャビティ型50を後退操作して、型クリアランスを拡げて発泡反応を行なわせて成形するが、コア型60に突設するバキューム孔形成用突起63は、型抜き勾配を考慮したテーパー状に形状設定され、更に、バキューム孔形成用突起63に対応するキャビティ型50の型面には、リング状突起52、リブ53、絞模様54等の凹凸部を形成し、キャビティ型50の後退操作時における半成形品Pの追従性を高めることで、バキューム孔23周縁部の形状垂れを抑え、積層成形品20の外観性能並びに手触り感を高める。
(もっと読む)
加飾シートの製造方法
【課題】インサート成形法に使用する場合においても、目標とする立体的意匠の美観を忠実に再現し得るようにした加飾シートの製造方法を提供する。
【解決手段】基体シート10の背面にエンボス加工により凹凸形状面11を形成し、凹凸形状面11上にUV硬化性インキ層12を形成し、UV照射によるUV硬化性インキ層12の硬化後、UV硬化性インキ12層上に絵柄層13を形成する。したがって、インサート成形の際に基体シート10が加熱されても凹凸形状はそのまま保持されるので、製造される加飾シート1は目標とする立体的意匠の美感を忠実に再現できる。
(もっと読む)
複合材料製品及びその成型方法
【課題】美観な複合材料製品及びその成型方法を提供する。
【解決手段】複合材料製品は、溶融状態の複合材料を射出成型してなる複合材料層200と、前記複合材料層の表面に付着されている加飾フィルム100と、を備える。複合材料製品の成型方法は、加飾フィルムを提供するステップ102と、インモールド加飾成形金型の雌型の凹部に加飾フィルムを貼付するステップ104と、雄型と前記雌型とが型閉めして形成された成形空間部内に溶融状態の複合材料を射出するステップ106と、溶融状態の複合材料を冷却固化するステップ108と、金型の型開きを行い、複合材料層の表面に加飾フィルムが付着されている複合材料製品を取り出すステップ110と、を備える。
(もっと読む)
多層フィルム
【課題】 割れ難さを担保するだけの充分な柔軟性を備え、耐白化性にも優れ、良好な成形容易性を有しながら、充分な表面硬度や強度を保持しつつ、高い耐衝撃性を発揮する多層フィルムを提供する。
【解決手段】 メタクリル樹脂以外の熱可塑性樹脂を樹脂成分とする熱可塑性樹脂組成物(a)からなる層(A)の少なくとも一方の面に、メタクリル樹脂及びアクリル系ゴム粒子を含有するメタクリル樹脂組成物(b)からなる層(B)が積層されてなる多層フィルムであって、前記熱可塑性樹脂組成物(a)のガラス転移温度TgA(℃)と前記メタクリル樹脂組成物(b)のガラス転移温度TgB(℃)とが式:TgA−TgB<25を満たし、かつ、前記アクリル系ゴム粒子における弾性重合体部の平均粒子径が100nm以下である。
(もっと読む)
接合機能を有する金属板
【課題】接合強度を強化することができる接合機能を有する金属板を提供する。
【解決手段】金属板1の表面に複数の接合部11を設け、接合部11には金属板1の表面から斜め方向に側板111を延設し、側板111と金属板11の表面に収容溝112をそれぞれ形成し、各側板111と金属板1とを一体化成形してなる。金属板1はインサートインジェクション成形により、プラスチック部3と結合した後に、プラスチック部材が接合部11の収容溝112にしみ込み、プラスチック部3は成形された後に抜け出せないため、プラスチック部3と金属板1を安定に結合させることができる。
(もっと読む)
成形同時加飾用金型
【課題】減圧吸引による加飾シートのキャビティ面への吸着工程において、減圧による空気漏れが発生することなく、加飾シートが適度に引き込まれる金型を得る。
【解決手段】金型間に送り込まれる加飾シート63をA金型2に固定するクランプ装置4を有し、クランプ部材41はバネ44によりシート接触面42が封止面23に向かう方向に付勢されていて、封止面に装着溝24を形成し、装着溝に弾性封止部材25を装着している。シート接触面42に、0.5mm以上0.7mm以下の距離突出する当り部材50を取り付けて、シート接触面と封止面との最接近間隙d54を規制した。さらに、弾性封止部材25は、硬度5°以上60°以下の範囲にあるシリコンゴムの表面にフッ素をコーティングした材料からなる部材である。
(もっと読む)
表皮材用エンボス加飾シート、該エンボス加飾シートと接着剤層との積層体、および該エンボス加飾シートを用いたエンボス加飾一体成形品
【課題】射出成形時のエンボス潰れとシートの白化の両者を同時に解決することが出来るエンボス加飾シート、及び、エンボス加飾シートにコア材が充分に密着するための、エンボス加飾シートと接着剤層が積層された積層体を提供する。
【解決手段】射出成形による成形法において表皮材として使用するエンボス加飾シートであって、折り曲げ試験において白化せず、60°反射率を用いて測定された射出成形後のエンボス残留率が70%以上、及び、エンボス加飾面のゲートダメージ面積率が20%以下であることを特徴とするエンボス加飾シート。
(もっと読む)
201 - 220 / 774
[ Back to top ]